Shameek Vats UPCYCLING of HOSPITAL TEXTILES INTO FASHIONABLE GARMENTS Master of Science Thesis
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Extended Producer Responsibility and the Role of Social Economy Re-Use Operators: Implementing a Socially Inclusive Waste Hierarchy
27 August 2020 Extended Producer Responsibility and the role of social economy re-use operators: Implementing a socially inclusive waste hierarchy Introduction Extended Producer Responsibility (EPR) is a tool placing responsibility on producers, importers and retailers to financially and/or physically manage the post-consumer phase of certain goods. EPR aims to prevent the unnecessary production of waste, manufacture better designed goods and participate in the achievement of waste collection, prevention, preparing for re-use and recycling targets. Various EPR models have developed organically across European countries, including France which covers the largest amount of waste streams (including textiles, furniture, and leisure equipment among others). In this context, distortion of the internal market may occur. This is why EU wide minimum requirements for EPR have been included within the updated Waste Framework Directive (WFD) published in 20181. In addition to waste streams such as WEEE where EPR is mandatory at EU level and high re-use potential exists, the new Circular Economy Action Plan (CEAP) also indicates that EPR for textiles should be considered at EU level2. However, according to the experience of RREUSE members, practical implementation of EPR often conflicts with the waste hierarchy3, prioritising recycling over re-use. Unfortunately, this usually limits the role that re-use operators, notably those from the social economy, play in implementing EPR. To counter this trend, this paper provides a number of practical suggestions as to how EPR, for example, if applied to household goods such as furniture, textiles and electronics, can better support re-use and waste prevention notably through targets, access to re-useable goods and encouraging better product design. -
Rethinking the Waste Hierachy
R ethinking the Waste H i erarchy Environmental ASSESSMENT INSTITUTE MARCH 2005 INSTITUT FOR MILJ0VURDERING E nvironmental Assessment Institute Reference no.: 2002-2204-007 ISBN.: 87-7992-032-2 Editors: Clemen Rasmussen and Dorte Vigs0 Written by: Clemen Rasmussen (project manager), Dorte Vigs0, Frank Ackerman, Richard Porter, David Pearce, Elbert Dijkgraaf and Herman Vollebergh. Published: March 2005 Version: 1.1 ©2005, Environmental Assessment Institute For further information please contact: Environmental Assessment Institute Linnesgade 18 DK -1361 Copenhagen Phone: +45 7226 5800 Fax: +45 7226 5839 E-mail: [email protected] Web: www.imv.dk E nvironmental Assessment Institute Rethinking the Waste Hierarchy March 2005 Recommendations A number of specific recommendations for achieving cost-effective waste policies can be made based on both the US experience presented by Ackerman and Porter and on the analysis of European waste management presented by Pearce and Dijkgraaf & Vollebergh. The results of this project relate to both the target setting and the regulatory implementation of waste policy in the EU. The main recommendations for future waste policies in the EU and Member States are: ■ The waste hierarchy must be considered a very general and flexible guideline for formulating waste policies. What is environmentally desirable is not always a preferred solution, when considered from a socio economic perspective. The reason is that some environmental benefits may come at a comparably so cially high cost. The marginal costs and benefits will vary depending on mate rial and locality. It is recommended that social costs and benefits of new recy cling schemes should be analysed and that a critical assessment be made on to determine if further steps are in fact socially desirable. -

Automated Waste Collection – How to Make Sure It Makes Sense for Your Community
AUTOMATED WASTE COLLECTION – HOW TO MAKE SURE IT MAKES SENSE FOR YOUR COMMUNITY Marc J. Rogoff, Ph.D. Richard E. Lilyquist, P.E. SCS Engineers Public Works Department Tampa, Florida City of Lakeland Lakeland, Florida Donald Ross Jeffrey L. Wood Kessler Consulting, Inc Solid Waste Division Tampa, Florida City of Lakeland Lakeland, Florida ABSTRACT Automated side-load trucks were first implemented in the City of Phoenix in the 1970s with the aim of ending The decision to implement solid waste collection the back-breaking nature of residential solid waste automation is a complex one and involves a number of collection, and to minimize worker injuries. Since then factors that should be considered, including engineering, thousands of public agencies and private haulers have risk management, technology assessment, costs, and moved from the once traditional read-load method of public acceptance. This paper analyzes these key issues waste collection to one that also provides the customer and provides a case study of how waste collection with a variety of choices in standardized, rollout carts. automation was considered by the City of Lakeland, These automated programs have enabled communities Florida. throughout the country to significantly reduce worker compensation claims and minimize insurance expenses, HOW DID AUTOMATED COLLECTION GET while at the same time offer opportunities to workers STARTED? who are not selected for their work assignment based solely on physical skills. The evolution of solid waste collection vehicles has been historically driven by an overwhelming desire by solid MODERN APPLICATION OF AUTOMATION waste professionals to collect more waste for less money, as well as lessening the physical demands on sanitation In an automated collection system, residents are provided workers. -

Waste Management
Environment Committee Waste management The Environment Committee is investigating aspects of London’s waste generation, handling and disposal, to inform the development of work under the Mayor’s Environment Strategy and other policies. The three aspects for particular focus are: • Waste reduction and the circular economy • Recycling • Energy from waste The investigation will seek to build on past work of the committee and identify recommendations to the Mayor and perhaps other London actors. Background London generates a huge amount of waste (about 20 million tonnes in 20101), of many types from earth and cement to plastics, paper and organic material. The main destinations for London’s bulk waste are recycling, incineration as fuel to generate electricity and/or heat buildings, and landfill. Of course the amount of waste to manage can be reduced by using less material in the first place, or by passing goods on to another user, rather than discarding them with the rubbish. The waste hierarchy The ‘waste hierarchy’ places these alternatives in a preferred order based on their environmental and quality of life impacts. 1 Of which, nearly half was construction, demolition and excavation waste (CDE), nearly a third commercial and industrial waste, with municipal (mainly household) waste only 20%. Most CDE waste is re-used or recycled in some form; municipal waste has the lowest recycling rate and the highest landfill. Data from the (previous) Mayor’s Business Waste Strategy https://www.london.gov.uk/what-we-do/environment/environment-publications/mayors-business-waste-management- strategy (see p25) and Municipal Waste Strategy https://www.london.gov.uk/sites/default/files/municipal_waste_final.pdf (see p26) Page 1 of 11 Environment Committee Waste management Since 2000, landfill (at the bottom of the hierarchy) has reduced considerably, but in recent years waste reduction and recycling (high to medium in the hierarchy) have stagnated and further waste diverted from landfill has instead shifted to incineration (low in the hierarchy). -

Improving Plastics Management: Trends, Policy Responses, and the Role of International Co-Operation and Trade
Improving Plastics Management: Trends, policy responses, and the role of international co-operation and trade POLICY PERSPECTIVES OECD ENVIRONMENT POLICY PAPER NO. 12 OECD . 3 This Policy Paper comprises the Background Report prepared by the OECD for the G7 Environment, Energy and Oceans Ministers. It provides an overview of current plastics production and use, the environmental impacts that this is generating and identifies the reasons for currently low plastics recycling rates, as well as what can be done about it. Disclaimers This paper is published under the responsibility of the Secretary-General of the OECD. The opinions expressed and the arguments employed herein do not necessarily reflect the official views of OECD member countries. This document and any map included herein are without prejudice to the status of or sovereignty over any territory, to the delimitation of international frontiers and boundaries and to the name of any territory, city or area. For Israel, change is measured between 1997-99 and 2009-11. The statistical data for Israel are supplied by and under the responsibility of the relevant Israeli authorities. The use of such data by the OECD is without prejudice to the status of the Golan Heights, East Jerusalem and Israeli settlements in the West Bank under the terms of international law. Copyright You can copy, download or print OECD content for your own use, and you can include excerpts from OECD publications, databases and multimedia products in your own documents, presentations, blogs, websites and teaching materials, provided that suitable acknowledgment of OECD as source and copyright owner is given. -

2021 Livingston County Solid Waste Program Recycling Events Information: Or Call 517-545-9609 Or E-Mail [email protected]
2021 Livingston County Solid Waste Program Recycling Events Information:www.livgov.com/dpw or call 517-545-9609 or e-mail [email protected] HOUSEHOLD COMPOST BIN AND RAIN HAZARDOUS WASTE BARREL SALE COLLECTIONS COUNTY Sale CLOSED RESIDENTS ONLY NO BUSINESSES Appointment Required - Space is Limited Register on-line at www.livgov.com/dpw All events are held on Saturdays from 9 am - Noon Pre-Order Pickup May 22, 2021 - Howell Watch for 2022 Dates July 31, 2021 - Green Oak Township Order and September 25, 2021 - Howell Pay online ACCEPTED ITEMS: Household chemicals - bath, kitchen, garage, auto, gar- livingstoncompostersale.ecwid.com/ den, pool, photography; also sharps, fluorescent tubes, batteries, smoke de- tectors, mercury thermometers (double bag in plastic), small 1 lb. propane Call 517-546-0040 tanks, aerosol cans, fire extinguishers, etc. For pickup information NOT ACCEPTED: NO LATEX PAINT, containers larger than 5 gals., propane tanks larger than 1 lb., unlabeled/unknown waste, tires, radioactive material, Please bring e-mailed receipt. explosives or ammunition, bio hazardous waste. E-WASTE COLLECTION SCRAP TIRE (TVs, Computers, Electronics) RECYCLING LIVINGSTON COUNTY RESIDENTS DROP-OFF SMALL BUSINESS (UNDER 10 EMPLOYEES) July 17, 2021 & October 2, 2021 Passenger or Light Truck tires from 9 am - 1 pm Livingston County Residents Limit 10 - No businesses Livingston County Road Commission Parking Lot 3535 Grand Oaks Drive October 23, 2021 Appointment NOT required. Made possible by 9:00 am to 1:00 pm ACCEPTED ITEMS: Computers and related items: PCs, desktops, towers, servers, iPads, laptops, monitors 14”-21” CRT or LCD; printers, circuit boards, Space Is Limited etc. -

Scam Recycling: E-Dumping on Asia by US Recyclers Sept 15, 2016 Scam Recycling: E-Dumping on Asia by US Recyclers
Scam Recycling e-Dumping on Asia by US Recyclers The e-Trash Transparency Project Front Cover: One of what are believed to be 100’s of electronics junkyards in Hong Kong’s New Territories region, receiving US e-waste. The junkyards break apart the equipment using dangerous, polluting methods. ©BAN 2016 Back Inside Cover: KCTS producer Katie Campbell with Jim Puckett on the trail in New Territories, Hong Kong. ©KCTS, Earthfix Program, 2016. Back Cover: A pile of broken Cold Cathode Fluorescent Lamps (CCFLs) from flat screen monitors imported from the US. CCFLs contain the toxic element mercury. ©BAN 2016. Page 2 Scam Recycling: e-Dumping on Asia by US Recyclers Sept 15, 2016 Scam Recycling: e-Dumping on Asia by US Recyclers Made Possible by a Grant from: The Body Shop Foundation Basel Action Network 206 1st Ave. S. Seattle, WA 98104 Phone: +1.206.652.5555 Email: [email protected], Web: www.ban.org Sept 15, 2016 Scam Recycling: e-Dumping on Asia by US Recyclers Page 3 Page 4 Scam Recycling: e-Dumping on Asia by US Recyclers Sept 15, 2016 Acknowledgements Authors: Eric Hopson, Jim Puckett Editors: Hayley Palmer, Sarah Westervelt Layout & Design: Jennifer Leigh, Eric Hopson Site Investigative Teams Hong Kong: Mr. Jim Puckett, American, Director of the Basel Action Network Ms. Dongxia (Evana) Su, Chinese, journalist and fixer Mr. Sanjiv Pandita, Indian/Hong Kong director of Asia Monitor Resource Centre Mr. Aurangzaib (Ali) Khan, Pakistani/Hong Kong, trader Guiyu, China: Mr. Jim Puckett, American, Director of the Basel Action Network Mr. Michael Standaert, American, journalist, Bloomberg BNA Mr. -

Master Recycler Program Welcome Letter FY 2019-2020
PUBLIC WORKS DEPARTMENT WASTE MANAGEMENT DIVISION 3100 EAST 17TH AVE. EUGENE, OREGON 97403 541.682.4120 Master Recycler Program Welcome Letter FY 2019-2020 Lane County Waste Management Division offers (2) courses each year in the Eugene/Springfield area that provide education in waste prevention, reuse, recycling, and compost topics. A class is offered in a different community, each January - March. What we cover: Class presenters and tour guides are local experts and innovators in solid waste management, waste-based businesses, waste prevention, recycling, and composting. These practitioners represent commercial, nonprofit, and government sectors. Classes are held in the evening and follow a lecture/Q&A format. Training includes Saturday tours of local and regional facilities. See below for a list of class presentations and tour locations. Enrollment: First come, first served for residents of Lane County. There is no fee for those who complete 30 “qualified” volunteer hours. For those who do not want to fulfill volunteer requirements, the fee is $50, payable to Lane County. Out-of-county applications are accepted, if space is available for a fee of $50. 35+ hours of instruction includes: • 9 consecutive weekly class sessions; • Enrollment in Recycling 101 (online) through OSU; • 2 Saturday AM multi-site tours (transportation provided); • 1 Saturday AM compost demonstration; Classroom presentations: Waste Reduction Programs, Transfer Operations, Special and Hazardous Waste, Nuisance Abatement Program (illegal dumping), Waste and Recycle -
How to Implement Extended Producer Responsibility (EPR) a Briefing For
23 August 2019 How to implement extended producer responsibility (EPR) A briefing for governments and businesses By: Emma Watkins Susanna Gionfra Funded by Disclaimer: The arguments expressed in this report are solely those of the authors, and do not reflect the opinion of any other party. The report should be cited as follows: E. Watkins and S. Gionfra (2019) How to implement extended producer responsibility (EPR): A briefing for governments and businesses Corresponding author: Emma Watkins Acknowledgements: We thank Xin Chen and Annika Lilliestam of WWF Germany for their inputs and comments during the preparation of this briefing. Cover image: Pexels Free Stock Photos Institute for European Environmental Policy AISBL Brussels Office Rue Joseph II 36-38 1000 Bruxelles Belgium Tel: +32 (0) 2738 7482 Fax: +32 (0) 2732 4004 London Office 11 Belgrave Road IEEP Offices, Floor 3 London, SW1V 1RB Tel: +44 (0) 20 7799 2244 Fax: +44 (0) 20 7799 2600 The Institute for European Environmental Policy (IEEP) is an independent not-for-profit institute. IEEP undertakes work for external sponsors in a range of policy areas as well as engaging in our own research programmes. For further information about IEEP, see our website at www.ieep.eu or contact any staff member. 2 Table of Contents Executive Summary .......................................................................................................... 5 1 Introduction and context for this briefing .................................................................. 7 2 Introduction to extended -

The Waste Hierarchy: a Strategic, Tactical and Operational Approach for Developing Countries
K. Ferrari, et al., Int. J. Sus. Dev. Plann. Vol. 11, No. 5 (2016) 759–770 THE WASTE HIERARCHY: A STRATEGIC, TACTICAL AND OPERATIONAL APPROACH FOR DEVELOPING COUNTRIES. THE CASE STUDY OF MOZAMBIQUE K. FERRARI, R. GAMBERINI & B. RIMINI Department of Sciences and Methods for Engineering, University of Modena and Reggio Emilia, Italy. ABSTRACT Waste management in Europe is shaped by the waste hierarchy, which guides the legislation and policy of the Member States. This hierarchy applies the following order of priority: (1) prevention; (2) prepar- ing for reuse; (3) recycling; (4) other recovery; (5) disposal. The wide acceptance of this principle in Europe comes from a yearly developed pathway that should not be exported to other countries without consideration of the local framework. Poverty is widespread in most African countries, with the major- ity of the population surviving on less than 2 US dollars a day and the average waste production per capita being about half the quantity produced in Europe. However, municipal solid waste management is still inadequate throughout the region, with open waste burning and dumping being the only method of disposal in enormous cities. These in turn arise without any planning or basic infrastructure such as roads, sewers or waste landfills. We used the case study of Mozambique to define a strategic, tactical and operational approach for the implementation of the waste hierarchy and to customize it to the local situation. Like other African countries, the major weaknesses in the performance of waste management are the poor legal framework, the lack of institutional structures and the ineffective and poorly coordi- nated initiatives of the international stakeholders. -
Consideration of the Solid Waste Hierarchy
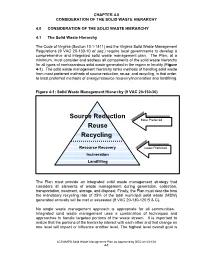
CHAPTER 4.0 CONSIDERATION OF THE SOLID WASTE HIERARCHY 4.0 CONSIDERATION OF THE SOLID WASTE HIERARCHY 4.1 The Solid Waste Hierarchy The Code of Virginia (Section 10.1-1411) and the Virginia Solid Waste Management Regulations (9 VAC 20-130-10 et seq.) require local governments to develop a comprehensive and integrated solid waste management plan. The Plan, at a minimum, must consider and address all components of the solid waste hierarchy for all types of nonhazardous solid waste generated in the region or locality (Figure 4-1). The solid waste management hierarchy ranks methods of handling solid waste from most preferred methods of source reduction, reuse, and recycling, in that order, to least preferred methods of energy/resource recovery/incineration and landfilling. Figure 4-1: Solid Waste Management Hierarchy (9 VAC 20-130-30) Source Reduction Most Preferred Reuse Recycling Resource Recovery Least Preferred Incineration Landfilling The Plan must provide an integrated solid waste management strategy that considers all elements of waste management during generation, collection, transportation, treatment, storage, and disposal. Finally, the Plan must describe how the mandatory recycling rate of 25% of the total municipal solid waste (MSW) generated annually will be met or exceeded (9 VAC 20-130-120 B & C). No single waste management approach is appropriate for all communities. Integrated solid waste management uses a combination of techniques and approaches to handle targeted portions of the waste stream. It is important to realize that the portions of the hierarchy interact with each other and that change on one level will impact or influence another level. -

Municipal Curbside Compostables Collection: What Works and Why?
Municipal Curbside Compostables WHAT WORKS AND WHY? Collection MUNICIPAL CURBSIDE COMPOSTABLES COLLECTION What Works and Why? The Urban Sustainability Assessment (USA) Project: Identifying Effective Urban Sustainability Initiatives Department of Urban Studies and Planning Massachusetts Institute of Technology Pl: Judith A. Layzer ([email protected]) Citation: Judith A. Layzer and Alexis Schulman. 2014. Primary Researcher: “Municipal Curbside Compostables Collection: What Works and Why?” Alexis Schulman Work product of the Urban Sustainability Assessment (USA) Project, Department of Urban Studies and Planning, Massachusetts Institute of Technology. Research Team: Yael Borofsky COPYRIGHT © 2014. All rights reserved. Caroline Howe Aditya Nochur Keith Tanner Louise Yeung Design: Gigi McGee Design CONTENTS ACKNOWLEDGEMENTS i INTRODUCTION 1 THE CASES 4 THE CONTEXT FOR CURBSIDE COMPOSTABLES COLLECTION 10 DESIGNING AN EFFECTIVE CURBSIDE COMPOSTABLES COLLECTION PROGRAM 22 GETTING STARTED 36 CONCLUSIONS 42 REFERENCES 45 APPENDIX A: THE BENEFITS OF COMPOSTING 49 APPENDIX B: CASE STUDIES 52 ACKNOWLEDGEMENTS We are grateful to the Summit Foundation, Renee Dello, Senior Analyst, Solid Waste Sue Patrolia, Recycling Coordinator, Townships Washington, D.C. for generously funding this Management Services, City of Toronto. of Hamilton and Wenham. project. In addition, for their willingness to speak openly and repeatedly about composting Kevin Drew, Residential Zero Waste Charlotte Pitt, Recycling Program Manager, in their cities, towns, and counties, we would Coordinator, San Francisco Department of Solid Waste Management, Denver Department like to thank the following people: the Environment. of Public Works. Bob Barrows, Waste Policy Coordinator, Dean Elstad, Recycling Coordinator, Department Andy Schneider, Recycling Program Manager, Oregon Department of Environmental Quality. of Public Works, City of Minnetonka. Solid Waste Management Division, City of Berkeley.