Forming Processes of Modern Metallic Materials
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

126 Metal Products
Lake Tuggeranong College LEARN – THRIVE - CONNECT Metal Products A/M Working with metal has fascinated people for centuries. Metal forming processes have advanced significantly in recent times and have enabled the creation of objects which have changed the world forever. These processes are now able to be experienced by students through the development of metal fabrication projects which provide an understanding of metal properties and construction techniques. The considerable time devoted to the practical skills in this course makes it an ideal choice for students who are looking for a unique practical learning environment. Rationale Why would you do this course? Working with metal is an enjoyable activity which more students need to experience! Being able to apply metal fabricating processes to create projects with a student design input is a major emphasis in the course. The range of fundamental skills employed in the metal fabrication industry readily engage students in their course work. There is a current skills shortage in the metal trade areas as evidenced by the inclusion of Metal Fabricator and Welder in the National Skills Needs list. There is a federal government push for apprenticeships using the skills learnt during this course. Beyond the classroom, this subject offers you: • Pathways to metal trades: boiler maker/metal fabricator • Skills that are interlinked between other trades: construction, plumber, electrician • Basic handyman skills Learner dispositions What type of person usually studies this course? Learners who would study this course typically achieve a satisfaction from being able to create practical objects using techniques such as welding, machining, plasma cutting, sheet metal forming and more. -
Updated Course Guide Jan 2017.Pdf
1 Wilmot Union High School Mission Statement As a professional learning community, Wilmot Union High School's core purpose is to ensure our students are college, career, and civic ready by fostering a culture of life-long learning. District Vision As a learning community and through community involvement, Wilmot Union High School has developed a clear sense of who we want to become through a process where district stakeholders: students, staff, parents, community members, business partners and Board of Education members came together and identified the key characteristics and values we want to exemplify. These characteristics and values were aligned under five pillars to further define the key areas of focus for our learning community. I. Safe and Supportive Learning Environment II. Equity and Access for All Students III. Community Partnerships IV. Collaborative Culture for Learning V. Curriculum, Instruction and Assessment It is through these five pillars and their guiding statements that WUHS and our stakeholders will empower one another to create and fulfill the goals and commitments that will bring our vision to fruition. We invite every stakeholder of the WUHS learning community to enter in to this process of adopting the defined values to fulfill our vision of an exemplary school. 2 Wilmot Union High School P.O. Box 8 11112 – 308th Avenue Wilmot, WI 53192 High School Administration (262) 862-2351 John LaFleur, Ph.D., Principal [email protected] Tom Blair, Associate Principal [email protected] Luke Braden, Associate -

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate. -

Introduction to Metal Forming Operations
Introduction to Metal Forming Operations IME 340/240 Classification of Forming Processes • There are a number of ways to divide up forming processes – Hot working, warm working, cold working – Bulk forming, sheet metal forming – Primary and component producing processes – Steady and non-steady processes – Continuous and incremental forming processes Classification of Forming Processes • Cold working – Temperature < 0.3 * melting point in deg. K – In practice for most engineering metal this means room temperature – Work hardening is dominant • Hot working – Above the recrystalization temperature – Temperature > 0.5 (or 0.6) * melting point in deg. K – Strain rate sensitivity more important • Warm working – Temperature between 0.3 and 0.5 of melting point – Flow stresses somewhat less than cold working Classification of Forming Processes • Sheet metal forming – Input material in sheet form – Thickness changes very small – Stress systems largely tensile • Bulk forming – Input material in the form of bars, billets, etc. – Thickness of material usually substantially reduced – Stress systems largely compressive Classification of Forming Processes • Primary forming processes – Processes predominantly for producing materials for further processing – Examples are rolling, drawing, extrusion, etc. • Component producing processes – Processes for producing component parts – Input materials produced by primary processes – Examples are forging, deep drawing, stretch forming, etc. Classification of Forming Processes • Steady state forming processes – -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations -
Manufacturing Processes by H.N. Gupta.Pdf
This page intentionally left blank MANUFACTURING PROCESSES (SECOND EDITION) H.N. Gupta B.Sc., G.I. Mech.E (London), FIE Visiting Professor Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University R.C. Gupta B.Sc., B.E., M.Tech., Ph.D. Professor and Head Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University Arun Mittal Senior Faculty Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University Copyright © 2009, New Age International (P) Ltd., Publishers Published by New Age International (P) Ltd., Publishers All rights reserved. No part of this ebook may be reproduced in any form, by photostat, microfilm, xerography, or any other means, or incorporated into any information retrieval system, electronic or mechanical, without the written permission of the publisher. All inquiries should be emailed to [email protected] ISBN (13) : 978-81-224-2844-5 PUBLISHING FOR ONE WORLD NEW AGE INTERNATIONAL (P) LIMITED, PUBLISHERS 4835/24, Ansari Road, Daryaganj, New Delhi - 110002 Visit us at www.newagepublishers.com Preface to the Second Edition The authors of the book ‘‘Manufacturing Processes’’ are thrilled at the speed with which the first edition of the book has been snapped up and exhausted within four months of its publication necessitating a reprint. This proves that the book has been found useful both by teachers and the students. This is extremely gratifying. It has been felt that to make the text of the book even more useful, certain changes have been made. Therefore the text of the Unit I and Unit IV has been completely rewritten in the second edition of the book. -
Metal Forming Fundamentals
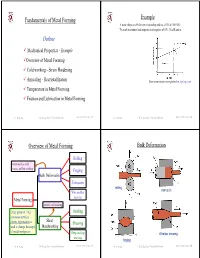
Fundamentals of Metal Forming Example A metal obeys the Hollomon relationship and has a UTS of 300 MPa. To reach maximum load requires an elongation of 35%. Find K and n. Outline 9 Mechanical Properties - Example 9Overview of Metal Forming 9 Cold working - Strain Hardening 9 Annealing - Recrystallization True stress-strain curve plotted on log-log scale 9 Temperature in Metal Forming 9 Friction and Lubrication in Metal Forming Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/1 Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/2 Overview of Metal Forming Bulk Deformation Rolling Performed as cold, warm, and hot working Forging Bulk Deformation Extrusion rolling extrusion Wire and bar drawing Metal Forming Mainly cold working Large group of mfg Bending processes in which Sheet plastic deformation is Shearing used to change the shape Metalworking of metal workpieces Deep and cup Wire/bar drawing drawing forging Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/3 Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/4 Sheet Metalworking Formability (workability) Formability of the material depends on: (1) process variables - ……………… Desirable material properties in metal forming: - ……………… – Low yield strength and high ductility - ……………… (2) Metallurgical changes during deformation bending Deep/cup drawing - formation of voids, composition, inclusions, precipitation, .... etc. Ductility increases and yield strength decreases when work temperature is raised → Any deformation operation can be accomplished with lower forces and power at elevated temperature shearing Dr. M. Medraj Mech. Eng. Dept. - Concordia University Mech 421/6511 lecture 3/5 Dr. -

Review Article Semisolid Metal Processing Techniques for Nondendritic Feedstock Production
Hindawi Publishing Corporation The Scientific World Journal Volume 2013, Article ID 752175, 16 pages http://dx.doi.org/10.1155/2013/752175 Review Article Semisolid Metal Processing Techniques for Nondendritic Feedstock Production M. N. Mohammed,1 M. Z. Omar,1 M. S. Salleh,1 K. S. Alhawari,1 and P. Kapranos2 1 Department of Mechanical and Materials Engineering, Faculty of Engineering and Built Environment, Universiti Kebangsaan Malaysia (UKM), 43600 Bangi, Selangor, Malaysia 2 Department of Materials Science and Engineering, The University of Sheffield, Sir Robert Hadfield Building, Mappin Street, Sheffield S1 3JD, UK Correspondence should be addressed to M. Z. Omar; [email protected] Received 26 June 2013; Accepted 28 July 2013 Academic Editors: A. G. Magalhaes˜ and A. Tonkikh Copyright © 2013 M. N. Mohammed et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Semisolid metal (SSM) processing or thixoforming is widely known as a technology that involves the formation of metal alloys between solidus and liquidus temperatures. For the procedure to operate successfully, the microstructure of the starting material must consist of solid near-globular grains surrounded by a liquid matrix and a wide solidus-to-liquidus transition area. Currently, this process is industrially successful, generating a variety of products with high quality parts in various industrial sectors. Throughout the years since its inception, a number of technologies to produce the appropriate globular microstructure have been developed and applied worldwide. The main aim of this paper is to classify the presently available SSM technologies and present a comprehensive review of the potential mechanisms that lead to microstructural alterations during the preparation of feedstock materialsforSSMprocessing. -

Stainless Steel Information Series
STAINLESS STEEL INFORMATION SERIES COLD FORMING OF STAINLESS 1400 STEEL 1050 40 Cold forming stainless steel is generally different to processing low-alloy and % ELONG plain carbon (mild) steels, primarily 700 30 because stainless steels are stronger, MPa harder and more ductile, work harden more rapidly and must maintain their 350 15 inherent corrosion resistance. These characteristics necessitate greater power requirements, an allowance for a greater 0 0 wear rate of processing equipment and 10 20 30 40 the application of working procedures GRADE 430 % COLD WORK that will avoid surface damage and GRADE 301 contamination or impairment of FIGURE 1 Effect of cold work on mechanical properties corrosion resistance. The grade of stainless steel being processed will FORMABILITY OF 200 series. The higher nickel grades generally dictate the type of process to STAINLESS STEEL such as 304DDQ and 305 (10-13% Ni) be used. AUSTENITIC STAINLESS STEEL work harden the least of the austenitic Specific grades of stainless steel are These are the chromium nickel (Cr/Ni) grades. The lower work hardening rate usually chosen on the basis of specific and chromium, nickel manganese (Cr/ is characteristic of a more pronounced inherent properties such as corrosion Ni/Mn) stainless steels the 300 and 200 convergence of the ultimate tensile or heat resistance, strength, ductility series respectively. stress and yield stress curves with cold etc. The response of the steel to work Nickel (Ni) and manganese are the work. This convergence means that hardening and the subsequent effect alloying elements which promote the total deformation prior to fracture on the mechanical properties will play the formation of, and stabilise, the would be less than for a work-hardening a significant part in selecting a steel for austenitic crystal structure. -

Metal Forming Progress Since 2000 CIRP Journal of Manufacturing
CIRP Journal of Manufacturing Science and Technology 1 (2008) 2–17 Contents lists available at ScienceDirect CIRP Journal of Manufacturing Science and Technology journal homepage: www.elsevier.com/locate/cirpj Review Metal forming progress since 2000 J. Jeswiet a,*, M. Geiger b, U. Engel b, M. Kleiner c, M. Schikorra c, J. Duflou d, R. Neugebauer e, P. Bariani f, S. Bruschi f a Department of Mechanical Engineering, Queen’s University, Kingston, Ontario, Canada K7L 3N6 b University of Erlangen-Nuremberg, Germany c University of Dortmund, Germany d Katholiek Universiteit Leuven, Belgium e University of Chemnitz, Germany f University of Padua, Italy ARTICLE INFO ABSTRACT Keyword: Considerable changes have occurred in metal forming in the last decade. A record of these changes can be Metal forming found in keynote papers presented by the members of the Scientific Technical Committee—Forming, at the CIRP Annual General Meeting each year. The keynote papers are excellent references on important developments in metal forming and are used as a reference, globally. Not only is this paper a compendium of most of the keynotes presented, but from 2001 onward, it has updates on new information on five keynote subject areas. The authors of each keynote have written an update with new information that has developed since the writing of the keynote. The authors of each section are shown in order of presentation. ß 2008 CIRP. Contents 1. Introduction . 3 1.1. CIRP metal forming keynotes. 3 2. Microforming...................................................................................................... 3 2.1. Introduction . 3 2.2. Problems in the microworld . 4 2.3. Basic research—effects of miniaturisation . -
Lecture Notes on Metal Forming Process
LECTURE NOTES ON METAL FORMING PROCESS 2019 - 2020 III B.E VI Semester Mr. Sachin Pande, Assistant Professor SECAB INSTITUTE OF ENGINEERING AND TECHNOLOG Navraspur Bagalkot road,Vijaypur – 586101 Department of Mechanical Engineering Page 1 METAL FORMING B.E, VI Semester, Mechanical Engineering [As per Choice Based Credit System (CBCS) scheme] UNIT 1 Stress, strain, Two dimensional stress analysis and three dimensional stress analysis, relation between engineering stress and true stress, relation between engineering strain and true strain, yield criteria, yield locus, theory of plasticity, Hot working, cold working, strain hardening, recovery, recrystallisation and grain growth, Comparison of properties of Cold and Hot worked parts UNIT II ROLLING: Bulk deformation processes - Economics of bulk forming, principles and theory of rolling, types of Rolling mills and products. Forces in rolling and power requirements, applications and, limitations, defects in rolled products - machinery and Equipment. FORGING PROCESSES: Principles of forging -Types Forging - Smith forging, Drop Forging - Roll forging - Forging hammers: Rotary forging - forging defects, Forces in forging of strip, disc and power requirements, applications, Equipment and their selection. UNIT III EXTRUSION PROCESSES: Basic extrusion process and its characteristics. Mechanics of hot and cold extrusion - Forward extrusion and backward extrusion - Impact extrusion Hydrostatic extrusion, forces in extrusion of cylindrical and non cylindrical components - characteristics and defects in extruded parts. Wire Drawing: Process Mechanics and its characteristics, determination of degree of drawing, drawing force, power, and number of stages-defects in products. UNIT IV Sheet Metal Working - Economical Considerations - Stamping, forming and other cold working processes: Blanking and piercing - Bending and forming - Drawing and its types - Cup drawing and Tube drawing - coining - Hot and cold spinning. -

Fundamental Concepts of Metal Forming Technology
NPTEL - Mechanical Engineering - Forming Fundamental concepts of metal forming technology R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Joint Initiative of IITs and IISc – Funded by MHRD Page 1 of 12 NPTEL - Mechanical Engineering - Forming Table of Contents 1. Definitions and classification of Metal forming processes .......................................................... 3 1.1 Introduction: .......................................................................................................................... 3 1.2 Metal forming – definition: ................................................................................................... 4 1.3 Classification of forming: ....................................................................................................... 6 1.4 Brief description of forming operations ................................................................................ 7 1.4.1 Bulk forming processes: ................................................................................................. 7 1.4. 2 Sheet metal operations: .............................................................................................. 10 Joint Initiative of IITs and IISc – Funded by MHRD Page 2 of 12 NPTEL - Mechanical Engineering - Forming 1. Definitions and classification of Metal forming processes 1.1 Introduction: Metal forming is a very important manufacturing operation. It enjoys industrial importance among various production operations due to its advantages such as cost effectiveness,