Impact Report 2018/19
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Which Is the Largest Manufacturer of Defence Equipment in South Africa and Operates in the Military Aerospace and Landward Defence Environment
EXECUTIVE SUMMARY DENEL Denel is a state-owned company (SOC), which is the largest manufacturer of defence equipment in South Africa and operates in the military aerospace and landward defence environment. Denel is an important defence contractor in the domestic market and a key supplier to the South African National Defence Force (SANDF) both as original equipment manufacturer (OEM) and for the overhaul, maintenance, repair, refurbishment and upgrade of equipment in the SANDF’s arsenal. Denel reports to the Minister of Public Enterprises who appoints an independent board of directors to oversee an executive management team, managing the day-to-day operations. The executive management team also manages several business divisions and associated companies, including Denel Aeronautics, Denel Maritime, Pretoria Metal Pressings, Denel Dynamics, Denel Land Systems, Denel Vehicle Systems (Pty) Ltd and Denel Aerostructures SOC Ltd. With the release of the #Guptaleaks in May 2017, the actions and good governance of the board of directors were brought into question, not only because of the Denel-Asia deal, but also because of the relationships between key decision makers and the Gupta family. OUTA explores the capturing of Denel in this submission and provides supporting evidence. Before July 2015, Denel was led by a board of directors chaired by Riaz Saloojee. This board’s direction resulted in a series of profitable years as set out in the second issue of a 2015 Denel- issued communique. Denel had good prospects for its future and an order book of more than R35 billion and the group CFO Fikile Mhlonto was nominated as Public CFO of the year. -

Overcoming the Legacy of Exclusion in South Africa
Republic of South Africa Systematic Country Diagnostic Public Disclosure Authorized An Incomplete Transition: Overcoming the Legacy of Exclusion in South Africa Public Disclosure Authorized Background note Corporate Governance in South African State-Owned Enterprises Sunita Kikeri Public Disclosure Authorized Public Disclosure Authorized Corporate Governance in South African State-Owned Enterprises Sunita Kikeri1 Introduction State-owned enterprises (SOEs) play an important role in the South African economy. Since 1994 SOEs have been a significant vehicle for achieving economic growth and poverty reduction. They are especially important vehicles for addressing market failure and for delivering key infrastructure services such as energy, transport, and water that allow the economy to grow while ensuring equity through access and quality of social services to all citizens. Strengthening their role and performance is a key component of the Developmental State agenda. This agenda addresses the key challenges facing South Africa: high poverty and unemployment levels; skewed distribution and maintenance of infrastructure; unequal distribution of land and capital; and growing disparities between the rich and poor. The Government’s New Growth Path (NGP), which sets a target of creating five million additional jobs by 2020, specifically calls on SOEs to play a key developmental role. Other policies such as the National Development Plan (NDP), the Medium-Term Strategic Framework (MTSF), and the Industrial Policy Action Plan also highlight the role of SOEs as major contributors to infrastructure development and to economic restructuring, while the Nine-Point Plan, which outlines Government priorities, includes addressing the electricity challenge and supporting reforms in SOEs. Through these initiatives, the Government’s goal is to ensure that SOEs deliver on broader developmental goals and that they support the transformation and competitiveness of the economy. -

Denel Annual Report 2004
Denel Annual Report 2004 Denel www.denel.co.zawww.denel.co.za Global suppliers of world-class products Annual Report 2004 CONTENTS Business philosophy 1 Commercial and IT Business 28 Consolidated statements of changes in equity 60 Our business 2 Strategic relationships 32 Consolidated cash flow statements 61 Financial highlights 3 Corporate governance 33 Notes to the cash flow statements 62 Chairman’s statement 4 Safety, health and environment 42 Board of Directors 8 Ten-year review 44 Notes to the annual financial statements 63 Chief Executive Officer’s message 10 Value added statement 46 Subsidiaries and Operational review 14 Report of the independent auditors 47 associated companies 96 Executive committee 18 Directors’ report 48 Report of the independent auditors Aerospace 20 Consolidated balance sheets 58 (on PFMA) 98 Land systems 24 Consolidated income statements 59 Contact details 100 GRAPHICOR 30858 Business philosophy DENEL ANNUAL REPORT 2004 1 OUR PURPOSE To be the leading South African defence company, supplying systems, products and services in selected niche areas to the domestic security services and to customers in global markets. To be a prime contractor and systems integrator in selected areas. To be a guardian of strategic technologies in our sector and a catalyst in South Africa for the development of future technologies. To grow and operate profitably to provide jobs, to develop our people, and to provide training for others where we have the capacity. OUR VALUES SHARED VALUES Customer focus Innovation Initiative Integrity TEAM VALUES Denel is a market and people driven company. Employees/colleagues at all levels working together as a team are the key to Denel’s success. -

Written Statement of Mxolisi Mgojo, the Chief Executive Officer Of
1 PUBLIC ENTERPRISES PORTFOLIO COMMITTEE INQUIRY INTO ESKOM, TRANSNET AND DENEL WRITTEN STATEMENT OF MXOLISI MGOJO, THE CHIEF EXECUTIVE OFFICER OF EXXARO RESOURCES LIMITED INTRODUCTION ...................................................................................................... 2 COST-PLUS MINES VERSUS COMMERCIAL MINES .......................................... 5 THE SO-CALLED “PRE-PAYMENT” FOR COAL ................................................. 9 PREJUDICE TO EXXARO’S COST-PLUS MINES AND MAFUBE ..................... 11 Introduction ........................................................................................................... 11 Arnot mine ............................................................................................................. 12 Eskom’s failure to fund land acquisition ................................................................. 12 Non-funding of operational capital at Arnot ............................................................ 14 The termination of Arnot’s CSA .............................................................................. 15 Conclusion of the Arnot matters ............................................................................. 19 Mafube mine.......................................................................................................... 19 Matla mine ............................................................................................................. 21 Non-funding of capital of R1.8 billion for mine 1 ................................................... -

New Contracts
Third Issue 2015 New Contracts Milestone to Boost Denel’s Agreement with UN, Armoured a Huge Benefit for Vehicle Business Mechem’s Business Dubai Airshow an Opportunity Denel Support for Denel to Market its Enables Rapid Aerospace Capabilities Growth of Enterprise DENEL GROUP VALUES PERFORMANCE WE EMBRACE OPERATIONAL EXCELLENCE. INTEGRITY WE ARE HONEST, TRUTHFUL AND ETHICAL. INNOVATION WE CREATE SUSTAINABLE INVESTMENT SOLUTIONS. CARING WE CARE FOR OUR PEOPLE, CUSTOMERS, COMMUNITIES, NATIONS AND THE ENVIRONMENT. ACCOUNTABILITY WE TAKE RESPONSIBILITY FOR ALL OUR ACTIONS. Contents Issue highlights 2 Editor-in-Chief 3 Year-end Message from the Acting Group CEO 3 A Dozen Achievements – Top 12 Highlights of 2015 4 Accolades Keep Rolling in for Denel 4 Strong Support for Denel Demonstrated in Parliament 4 Young Engineers Conquer the Systems at Annual Challenge 05 5 New Contracts to Boost Denel’s Armoured Vehicle Business 6 Dubai Airshow an Opportunity to Market our Aerospace Capabilities 7 Strong Support for Growth of Ekurhuleni Aerotropolis in Gauteng 8 Iconic Denel Products Offer Backdrop for Paintball Warriors 9 Denel Support Enables Rapid Growth for Thuthuka 10 Denel Participates at SA Innovation Summit 09 10 Clever Robot Detects Landmines to Save Lives 11 Denel Products on Show in London 12 Milestone Agreement with UN Benefits Mechem Business 13 Training Links with Cameroon Grow Stronger 14 Empowering a Girl Child to Fly High 14 DTA Opens Doors to Training Opportunities 15 Denel Vehicle Systems Inspires Youthful Audience 12 15 High praise for Mechem team in Mogadishu 16 Preserving Denel’s Living Heritage 18 Celebrating Pioneering Women in Words and Pictures 20 Out and About in Society 16 Editor’s Note We would like to hear from you! Denel Insights has been created as an external communication platform to keep you – our stakeholders – informed about the projects and developments within our Group. -
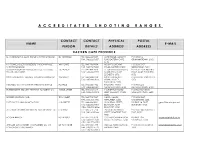
Accreditated Shooting Ranges
A C C R E D I T A T E D S H O O T I N G R A N G E S CONTACT CONTACT PHYSICAL POSTAL NAME E-MAIL PERSON DETAILS ADDRESS ADDRESS EASTERN CAPE PROVINCE D J SURRIDGE T/A ALOE RIDGE SHOOTING RANGE DJ SURRIDGE TEL: 046 622 9687 ALOE RIDGE MANLEY'S P O BOX 12, FAX: 046 622 9687 FLAT, EASTERN CAPE, GRAHAMSTOWN, 6140 6140 K V PEINKE (SOLE PROPRIETOR) T/A BONNYVALE WK PEINKE TEL: 043 736 9334 MOUNT COKE KWT P O BOX 5157, SHOOTING RANGE FAX: 043 736 9688 ROAD, EASTERN CAPE GREENFIELDS, 5201 TOMMY BOSCH AND ASSOCIATES CC T/A LOCK, T C BOSCH TEL: 041 484 7818 51 GRAHAMSTAD ROAD, P O BOX 2564, NOORD STOCK AND BARREL FAX: 041 484 7719 NORTH END, PORT EINDE, PORT ELIZABETH, ELIZABETH, 6056 6056 SWALLOW KRANTZ FIREARM TRAINING CENTRE CC WH SCOTT TEL: 045 848 0104 SWALLOW KRANTZ P O BOX 80, TARKASTAD, FAX: 045 848 0103 SPRING VALLEY, 5370 TARKASTAD, 5370 MECHLEC CC T/A OUTSPAN SHOOTING RANGE PL BAILIE TEL: 046 636 1442 BALCRAIG FARM, P O BOX 223, FAX: 046 636 1442 GRAHAMSTOWN, 6140 GRAHAMSTOWN, 6140 BUTTERWORTH SECURITY TRAINING ACADEMY CC WB DE JAGER TEL: 043 642 1614 146 BUFFALO ROAD, P O BOX 867, KING FAX: 043 642 3313 KING WILLIAM'S TOWN, WILLIAM'S TOWN, 5600 5600 BORDER HUNTING CLUB TE SCHMIDT TEL: 043 703 7847 NAVEL VALLEY, P O BOX 3047, FAX: 043 703 7905 NEWLANDS, 5206 CAMBRIDGE, 5206 EAST CAPE PLAINS GAME SAFARIS J G GREEFF TEL: 046 684 0801 20 DURBAN STREET, PO BOX 16, FORT [email protected] FAX: 046 684 0801 BEAUFORT, FORT BEAUFORT, 5720 CELL: 082 925 4526 BEAUFORT, 5720 ALL ARMS FIREARM ASSESSMENT AND TRAINING CC F MARAIS TEL: 082 571 5714 -

Wrecking Ball
WRECKING BALL Why Permanent Technological Unemployment, a Predictable Pandemic and Other Wicked Problems Will End South Africa’s Experiment in Inclusive Democracy by Stu Woolman TERMS of USE This electronic version of the book is available exclusively on the NISC website for free download to use in research or private study. It may not be re-posted on book or other digital repositories that allow systematic sharing or download. For any commercial or other uses please contact the publishers, NISC (Pty) Ltd. Print copies of this book as well as e-Book versions available for online ordering from the African Books Collective and Amazon.com. © NISC (Pty) Ltd WRECKING BALL Why permanent technological unemployment, a predictable pandemic and other wicked problems will end South Africa’s experiment in inclusive democracy Wrecking Ball explores, in an unprecedented manner, a decalogue of wicked problems that confronts humanity: Nuclear proliferation, climate change, pandemics, permanent technological unemployment, Orwellian public and private surveillance, social media that distorts reality, cyberwarfare, the fragmentation of democracies, the inability of nations to cabin private power, the failure of multinational institutions to promote collaboration and the deepening of autocratic rule in countries that have never known anything but extractive institutions. Collectively, or even severally, these wicked problems constitute crises that could end civilisation. Does this list frighten you, or do you blithely assume that tomorrow will be just like yesterday? Wrecking Ball shows that without an inclusive system of global governance, the collective action required to solve those wicked problems falls beyond the remit of the world’s 20 inclusive democracies, 50 flawed democracies and 130 extractive, elitist autocracies. -

SACAA/1008/ATO Gauteng Brakpan 2
Nr. Name of ATO Old ATO New ATO Number Province Suburb Number 1. 303 Squadron Flight School ATO 0251 SACAA/1008/ATO Gauteng Brakpan 2. 360 Aviation (Pty )Ltd ATO 0394 SACAA/1005/ATO Gauteng Wonderboom 3. 4 Aviators (Pty) Ltd ATO 0410 SACAA/1013/ATO Western Cape Cape Town 4. 43 Air School ATO 0074a SACAA/1000/ATO Gauteng Lanseria 5. 43 Air School (Pty) Ltd T/A 43 Air School ATO 0074 SACAA/1090/ATO Eastern Cape Port Elizabeth 6. 43 Air School Apprentice Training AC 018 New ATO number Eastern Cape Port Elizabeth not yet allocated 7. Accolade Aviation And Flight School (M) ATO 0104 SACAA/1015/ATO Gauteng Aero Park 8. Acend Flight Training (Pty) Ltd ATO 0401 SACAA/1027/ATO Gauteng Brits 9. Acher Aviation (Pty) Ltd T/A Acher Aviation ATO 0134 SACAA/1034/ATO Kwazulu-Natal Virginia 10. AeroMechanics (PTY) LTD AC 023 SACAA/1039/ATO Gauteng Brakpan 11. Aeronautic Solutions SA (Pty) Ltd T/A Aeronautic Solutions ATO 0384 SACAA/1122/ATO Gauteng Grand Central Training Academy 12. Aeronav Academy (Pty) Ltd ATO 0002 SACAA/1110/ATO Gauteng Lanseria 13. Aeronexus Corporate (Pty) Ltd T/A Aeronexus ATO 0132 SACAA/1042/ATO Gauteng Kempton Park 14. Aerospace Training Academy AC 013 SACAA/1529/ATO Polokwane Polokwane Airport 15. Aerosud Aerospace Systems (Pty) Ltd T/A Aerosud Jet ATO 0064 SACAA/1038/ATO Limpopo Hoedspruit Training Academy 16. Aerosud Innovation Training Centre AC 011 SACAA/1038/ATO Gauteng Centurion 17. African NDT Centre ATTC 016 SACAA/1016/ATO Gauteng Centurion 18. Air Safety Pilot Academy CC ATO 0015 SACAA/1021/ATO Gauteng Rand Airport 19. -

Betrayal of the Promise: How South Africa Is Being Stolen
BETRAYAL OF THE PROMISE: HOW SOUTH AFRICA IS BEING STOLEN May 2017 State Capacity Research Project Convenor: Mark Swilling Authors Professor Haroon Bhorat (Development Policy Research Unit, University of Cape Town), Dr. Mbongiseni Buthelezi (Public Affairs Research Institute (PARI), University of the Witwatersrand), Professor Ivor Chipkin (Public Affairs Research Institute (PARI), University of the Witwatersrand), Sikhulekile Duma (Centre for Complex Systems in Transition, Stellenbosch University), Lumkile Mondi (Department of Economics, University of the Witwatersrand), Dr. Camaren Peter (Centre for Complex Systems in Transition, Stellenbosch University), Professor Mzukisi Qobo (member of South African research Chair programme on African Diplomacy and Foreign Policy, University of Johannesburg), Professor Mark Swilling (Centre for Complex Systems in Transition, Stellenbosch University), Hannah Friedenstein (independent journalist - pseudonym) Preface The State Capacity Research Project is an interdisciplinary, inter- that the individual confidential testimonies they were receiving from university research partnership that aims to contribute to the Church members matched and confirmed the arguments developed public debate about ‘state capture’ in South Africa. This issue has by the SCRP using largely publicly available information. This dominated public debate about the future of democratic governance triangulation of different bodies of evidence is of great significance. in South Africa ever since then Public Protector Thuli Madonsela published her report entitled State of Capture in late 2016.1 The The State Capacity Research Project is an academic research report officially documented the way in which President Zuma and partnership between leading researchers from four Universities senior government officials have colluded with a shadow network of and their respective research teams: Prof. Haroon Bhorat from the corrupt brokers. -

South African Aerospace and Defence Ecosystem MASTERPLAN 2020
Aerospace and Defence- Final Masterplan 2020 South African Aerospace and Defence Ecosystem MASTERPLAN 2020 Francois Denner;Philip Haupt;Khalid Manjoo;Jessie Ndaba;Linden Petzer;Josie Rowe-Setz. Defence Experts: H Heitman, CM Zondi BLUEPRINT | Page Aerospace and Defence- Final Masterplan 2020 Acronyms A&D Aerospace & Defence AfCFTA African Continental Free Trade Area AISI Aerospace Industry Support Initiative AMD Aerospace Maritime Defence (Industries Association) AMO Approved Maintenance Organisation APDP Automotive Production and Development Programme BASA Bilateral Aviation Safety Agreement BB BEE Broad Based Black Economic Empowerment CAA Civil Aviation Authority CAASA Commercial Aviation Association CAIDS Commercial Aerospace Industry Development Strategy CAMASA Commercial Aerospace Manufacturing Association CAV Centurion Aerospace Village CIS Communications and Information Services CSIR Council for Scientific and Industrial Research COTS Commercial Off the Shelf CSPD Competitive Supplier Development Programme CTK Cargo & mail Tonne/Km DARPA Defense Advanced Research Projects Agency DCAC Directorate of Conventional Arms Control DCDT Department of Communications and Digital Technologies DFI Development Finance Institution DHET Department of Higher Education and Training DIP Defence Industrial Participation DIRCO Department of International Relations and Cooperation DoD Department of Defence (South Africa) DPE Department of Public Enterprises DSI Department of Science and Innovation DTIC Department of Trade, Industry and Competition -

Denel Group Integrated Report Twenty 15/16
DENEL GROUP INTEGRATED REPORT TWENTY 15/16 Reliable Defence Security and Technology Solutions Partner “He who refuses to obey cannot command.” ~Kenyan proverb DENEL ABOUT THIS REPORT REPORTING FRAMEWORKS REPORTING BOUNDARY ASSURANCE » This report takes cognisance of the » This integrated report presents a » The external auditors were engaged integrated reporting requirements transparent, comprehensive and to assure financial information, of the King III Report on Corporate comparable view of the financial, whilst most of the non-financial Governance and the International operating, social and sustainability information presented in this integrated Integrated Reporting Framework. performance of Denel SOC Ltd to a report was assured by a number of » This report contains some elements broad range of stakeholders for the service providers through various of standard disclosures of one of the year ended 31 March 2016. processes, i.e. B-BBEE verification, ISO globally recognised best reporting » Non-financial information presented certification, organisational climate practices frameworks, the Global in the report relates to Denel, its assessment, etc. Reporting Initiative (GRI G4). operating business units, subsidiaries » The GRI G4 indicators are included and associated companies, unless in the GRI content index. The otherwise stated. This report outlines the index is provided on pages 230 » Financial information includes to 234 and indicates Denel’s full, information regarding associated group’s outlook and partially or non compliance against companies. reporting indicators. Where data further aims to highlight measurement techniques are not in opportunities and challenges faced by Denel, place, descriptions of the relevant compliance activities are provided. as well as planned actions to address the same. -

Parliament Rsa Joint Committee on Ethics And
PARLIAMENT RSA JOINT COMMITTEE ON ETHICS AND MEMBERS' INTERESTS REGISTER OF MEMBERS' INTERESTS 2013 Abrahams, Beverley Lynnette ((DA-NCOP)) 1. SHARES AND OTHER FINANCIAL INTERESTS No Nature Nominal Value Name of Company 100 R1 000 Telkom 100 R2 000 Vodacom 2. REMUNERATED EMPLOYMENT OUTSIDE PARLIAMENT Nothing to disclose. 3. DIRECTORSHIP AND PARTNERSHIPS Directorship/Partnership Type of Business Klip Eldo's Arts Arts 4. CONSULTANCIES OR RETAINERSHIPS Nothing to disclose. 5. SPONSORSHIPS Nothing to disclose. 6. GIFTS AND HOSPITALITY Nothing to disclose. 7. BENEFITS Nothing to disclose. 8. TRAVEL Nothing to disclose. 9. LAND AND PROPERTY Description Location Extent House Eldorado Park Normal House Eldorado Park Normal 10. PENSIONS Nothing to disclose. Abram, Salamuddi (ANC) 1. SHARES AND OTHER FINANCIAL INTERESTS No Nature Nominal Value Name of Company 2 008 Ordinary Sanlam 1 300 " Old Mutual 20 PLC Investec Unit Trusts R47 255.08 Stanlib Unit Trusts R37 133.56 Nedbank Member Interest R36 898 Vrystaat Ko -operasie Shares R40 000 MTN Zakhele 11 Ordinary Investec 2. REMUNERATED EMPLOYMENT OUTSIDE PARLIAMENT Nothing to disclose. 3. DIRECTORSHIP AND PARTNERSHIPS Nothing to disclose. 4. CONSULTANCIES OR RETAINERSHIPS Nothing to disclose. 5. SPONSORSHIPS Nothing to disclose. 6. GIFTS AND HOSPITALITY Nothing to disclose. 7. BENEFITS Nothing to disclose. 8. TRAVEL Nothing to disclose. 9. LAND AND PROPERTY Description Location Extent Erf 7295 Benoni +-941sq.m . Ptn 4, East Anglia Frankfurt 192,7224ha Unit 5 Village View Magaliessig 179sq.m. Holding 121 RAH 50% Int. in CC Benoni +-1,6ha Stand 20/25 Sandton 542sq.m. Unit 21 Benoni 55sq.m. Erf 2409 Benoni 1 190sq.m.