Steam Digest 2001 Owes Its Existence to the U.S
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Baldwin Detail Drawings by Road Name
Baldwin Detail Drawings by Road Name Index # Road Name Part Date Baldwin Class Number 502-25 Aberdeen & Rockfish fire box 1907 11-18 Aberdeen & Rockfish smoke stack 1902 10-22 D 45 502-30 Acajutla fire box 1908 10-26 D 120 154B-78 Adirondack & St. Lawrence bell 1908 08-30 D 643 502-28 Adirondack & St. Lawrence fire box 1907 08-30 D 643 551A-74 Adirondack & St. Lawrence tender pilot 1911 08-30 D 665 430-5 Ahnanpree & Western snow plow 1898 08-28 C 875 4092-45 Akron & Barberton Belt bell assembly 1930 06-38 D 201-4 821-28 Alabama & Vicksburg ash pan slide work 1918 12-38 1/4 E 130 39-8 Alabama & Vicksburg engine frame (tracing) 1900 08-30 C 522 39-8 Alabama & Vicksburg engine frame (tracing) 1900 08-30 C 522 427-87 Alabama & Vicksburg pilot 1899 08-30 C 545 proposed design of 10,000 802A-41 Alabama & Vicksburg gal. tender tank 159-14CX Alabama & Vicksburg smoke box front 1922 10-54 F 1 802A-88 Alabama & Vicksburg tender diagram (tracing) 1917 454-3 Alabama & Vicksburg tender truck 1903 08-30 C 596 453-63 Alabama & Vicksburg tender truck 1901 08-32 D 599-600 76A-78 Alabama & Vicksburg wheel cover 1900 08-30 C 547 179C-21 Alabama Consolidated boiler information 1919 107C-93 Alabama Consolidated dome finish 1900 04-10 1/2 C 88 138-76 Alabama Consolidated number plate 1900 04-10 1/2 C 88 743A-21 Alabama Great Southern bell 1916 14-48 1/4 E 1-22 428A-19 Alabama Great Southern pilot 1902 10-36 E 547 10C-9 Alabama Great Southern smoke stack 1906 10-34 D 852 787A-87 Alabama Great Southern tender tracing 1916 14-48 1/4 E 1-22 221A-46 Alabama Great -

March 25, 1930
March 25, 1930. ethylvic March 25, 1930. J. A. HARRIS 1,751,734 STEAM MOTOR WEHICLE Filed Feb. ll, 927 2. Sheets-Sheet 2 3v.uctor Patented Mar. 25, 1930 1,751,734 UNITED STATES PATENT OFFICE JOHN A. HARRIS, OF DETROIT, MICHIGAN STEAMI MOTOR, VEHICLE Application filed February 11, 1927. Serial No. 167,389. This invention relates to motor vehicles of the vehicle, is adapted to deliver steam to and Irelates particularly to steam propelled the engine 4 through a pipe 6, and the ex motor vehicles. ? ? haust from said engine carried through a pipe An object of the invention is to provide 7 preferably discharges in the lower portion 5 means upon a vehicle for electrically generat of a water tank 8, mounted adjacent to said 55 ing steam for use in propelling the vehicle, boiler, being condensed through the cooling and to generate the electrical energy for mak action of the Water in said tank. In order to ing steam independently of the vehicle pro increase the transfer of heat from the exhaust pelling means. steam pipe 7 to the water, said pipe is formed 10 Another object is to provide means upon a with one or more coils 9 in the tank 8 below 60 motor vehicle for generating electrical energy the water level therein. To minimize any and for using the electrical energy to gener possible back pressure in said exhaust pipe ate steam and for employing the steam to it is preferred to positively propel the steam propel the vehicle, the electric generator being through said pipe as for example by a suit 15 driven by an internal combustion engine and able rotary pump 10, which may be directly 65 the exhaust of said engine being utilized to connected to the engine crankshaft 11. -

Schoell Popular Science 2008 Bruce Crower Popular Science 2007
PERIODICAL ARTICLES Schoell Popular Science 2008 Bruce Crower Popular Science 2007 BMW Turbo Steamer Popular Science 2006 nanotech steam Popular Science 1994 Kalina Popular Science 1986 hydrazine drone Popular Science 1978 Solar Stirling Popular Science 1978 Bottom cycling engine Popular Science 1976 JPL gets it wrong Popular Science 1976 Pritchard Popular Science 1976 steam rotary Popular Science 1976 steam taxis Popular Science 1976 Bulletin Atomic Solar Steam Power 1976 Scientists Carter Popular Science 1975 Popular Sci gets it wrong Popular Science 1975 transpiration burner Popular Science 1975 transpiration burner Popular Mechanics 1975 Carter Popular Science 1974 Roysden steam bike Popular Science 1974 Saab Popular Science 1974 Ford and Thermoelectron Popular Science 1973 KROV engine Popular Science 1973 3 Part steam story Popular Science 1972 Gvang steamer Popular Science 1972 Lear bus Popular Science 1972 Lear bus Popular Mechanics 1972 Steam minibike Popular Mechanics 1972 Lear Life 1972 HBH Steamer Popular Science 1971 steam artificial heart Popular Science 1971 Yunick, Smokey steamer Popular Science 1971 alternate engines Popular Mechanics 1971 Barrett Popular Mechanics 1971 Clean Car Race Popular Science 1970 Minto Popular Science 1970 Minto Nissan Popular Mechanics 1970 GM steam Popular Science 1969 Lear and Minto Popular Science 1969 Lear note Popular Mechanics 1969 Lear Racer Popular Mechanics 1969 model steam engine Popular Mechanics 1969 Ford buys from Williams Popular Science 1968 GM Stirling hybrid Popular Science 1968 -

Southern Railway Locomotive Drawings and Microfilm Lists.Xlsx
Southern Railway Microfilm Lists Description: These are a selection from the Southern Railway Works drawings collection deemed to be of particular interest to researchers and preserved railways. The cards are listed in two tables – a main list of drawings from each of the main works and a smaller list of sketches. There are 943 drawings in total. The main table of drawings has been sub-divided into the three constituent works of the former Southern Railway and British Rail (Southern Region). These were Ashford (formerly the South Eastern & Chatham Railway), Brighton (formerly the London, Brighton & South Coast Railway, both B and W series) and Eastleigh (formerly the London & South Western Railway and including the predecessor works at Nine Elms). There are 826 drawings in this series. Details in the tables are drawn directly from the originals. Further information may be obtained by cross-reference with the full list of surviving original drawings (locomotives only) or works registers. A small number of drawings are of poor quality and will not print out in fine detail. This has usually been indicated. Users of these aperture cards are advised that they should view the aperture cards before purchasing printed copies as there can be no guarantee that all details will be clearly visible. The tables as set out include all drawings copied up to the present. The majority are from locomotives, but there are some from carriage and wagons. At all the works these were drawn in the same numerical series. The listing of the original carriage and wagon drawings from the former Southern works is still at an early stage and there may therefore be additions to the available aperture cards in due course. -

Derby Locomotive Drawings List.Xlsx
Derby Locomotive Drawing Lists Description: The collection consists of approximately 6000 drawings, plus 135 registers and lists. They cover the period from 1874 to 1961. The drawings relate to the construction, modification and rebuilding of locomotives of the Midland Railway, London Midland & Scottish Railway and British Railways, with occasional drawings from other railway companies and contractors. The drawings are mainly on linen with some blueprints, as well as Ozalid and paper copies. Each drawing has a number and/ or a letter code. These letter and number codes also relate to the registers, schedules and lists. The significance of these codes is explained in the ‘System of Arrangement’ section below. System of Arrangement: The drawings are arranged in the archive in five series and are listed as such in the catalogue. 1. Main Series. These are organised by drawing number in numerical sequence. Most drawings have a two number date prefix that usually relates to the year in which the drawing was produced, but may sometimes relate to the year the drawing was entered in the register. 2. D Numerical series. These are also organised by drawing number, but prefixed by the section reference, such as D1, D2, D3, D4 or D5. 3. Diagrams and Sketches. These are also organised by drawing number, but prefixed according to the section reference code, such as DS, DD, S, D or ED. 4. BR Standard Drawings from Derby. These drawings are proper to the main collection of British Rail Standard Drawings, but were found with the main Derby Works sequences. They are numerical with the prefix SL/DE. -

Modeling Andthermal Analysis of Piston
International Journal of Research ISSN NO:2236-6124 MODELING ANDTHERMAL ANALYSIS OF PISTON 1M CHALAPATHI 2S.PRAVEEN KUMAR 1Department of Mechanical Engineering M-Tech Student (CAD/CAM) Chadalawada Ramanamma Eng. College. 2Department of Mechanical Engineering Assistant Professor (CAD/CAM) Chadalawada Ramanamma Eng. College. a swiveling gudgeon stick (US: wrist stick). This stick is mounted inside the motor cylinder: not in any ABSTRACT: In this investigation, Work is done to way like the steam motor, there is no cylinder or discover the Thermal stress distribution on various cross head (beside enormous two stroke motor). Piston Materials utilized. In IC engine Piston is a the Trunk pistons: most important element in engine element and complex part, so it is essential to keep up Piston in Trunk pistons are long relative to their diameter. good condition in order to attain good condition of They act both as a cylindrical crosshead and piston. the engine. Piston main fails due to mechanical and As the connecting rod is angled for much of its thermal stress. rotation, there is also a side force that reacts along the So as to search out proper mechanical stress side of the piston against the cylinder wall. as well thermal distribution on Piston Materials are considered. In this analysis is work out on piston with Crosshead pistons different materials (AL-Si Alloys, AL-Mg-Si Alloys, Huge moderate speed Diesel motors may require and AlSiC alloy). The piston is modeled and analyze extra help for the side powers on the cylinder. These by using Computer aided design and Computer aided motors ordinarily utilize cross head cylinders. -

ET 813 + ET 813.01 + HM 365 Steam Power Plant with Two-Cylinder Steam Engine
Thermal fl uid energy machines 3 Steam power plants gunt ET 813 + ET 813.01 + HM 365 Steam power plant with two-cylinder steam engine The experimental plant, consisting of a two-cylinder steam cyclic process of a steam power plant. The clear layout and com- Steam is generated in the electric engine ET 813, the electrical steam generator ET 813.01 and the prehensive instrumentation allow you to observe and under- T P T steam generator 1 and fed to turbine universal drive and brake unit HM 365, illustrates the typical stand all functions. 2 via pipes. The turbine is loaded via the brake unit 3. The exhaust steam 3 n P from the steam engine then enters • part of the GUNT-FEMLine • electrical steam generator: quick start-up, G 2 the water-cooled condenser 4. Pel fully automatic, reliable, no exhaust gases, The condensate is carried to the • operating principle of a piston steam engine P cascade tank 5, where lubricating oil no fuel necessary mech T 1 is separated from the steam engine. • cyclic process of a steam power plant n P • no special authorisation needed 10 From here, pump 6 pumps the con- • power measurement (in EC countries) Mt densate into the feedwater tank 7 • energy balances and the circuit is closed. F T • determination of effi ciency 4 T T T 7 1 steam generator, 2 turbine, 3 brake unit, 4 condenser, 5 cascade tank, 6 pump, 7 feedwater tank, 8 condensate measuring tank, 8 5 6 9 9 fresh water tank, 10 oil separator; steam, HM 365 ET 813 ET 813.01 cold water/fresh water, feedwater A single action two-cylinder steam engine with enclosed 8 7 6 crank drive is the core element. -
US518327.Pdf
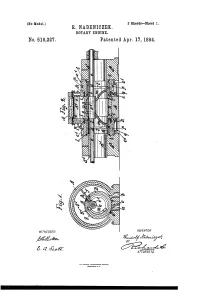
(No Model.) - ' 2' Sheath-Sheet 2_. R. NADBNIGZEK. ' ' ROTARY ENGINE. ' No. 518,327. _ Patented Apr. 174, 1894. \ WITNESSES.‘ 7g INVENTOH‘ ,w i’ “ - BY% 5, a. Jwtt. ‘ I A TTOHNE Y5 UNITED- ‘STATES PATENT ' ' RUDOLE NADENICZEK, OF BUDA-PESTH, AUSTRIA-HUNGARY.’ ROTARY ENGINE.‘ SPECIFICATION forming part of Letters Patent No. 518,327, dated April 17, 1894. Application ?ledllovemher 10,1893. Serial No. 490,560. (No more.) To all whom it may concernf cylinders, sickle-shaped in cross-section, is in 50 Be it known that I, RUDOLF NADENIOZEK, closed at the sides by the two lids c c, which clerk in an office at No. 69 Praterstrasse, Buda form "the flanges of two further cylinders c’ Pesth, Austria-Hungary, and a subjectof the c’, Fig. 2. Into these cylinders c’ the ends d Emperor of Austria-Hungary, have invented d of ‘the inner cylinder B protrude, and lie certain new and useful Improvements in R0‘ with theirvouter surfaces against theinner 55 tary Engines, of which the following is a speci surfaces of said cylinders. The cylinder ends ?cation. '. - d 01 pass through the cylinders o' o’ and, di- .' This invention relates to that class of ro ’minished in cross-section, are laid in bear IO tary engines, in which a piston plate is made ings d2. , - to rotate within a cylinder. This plate is ' v The driving shaft 6 of the machine lies in v6 0 either driven round bysteam admitted to the the longitudinal axis of the‘larger cylinderA cylinder, transmitting its motion to another and passes through the inner cylinder B. -

Steam Boilers, Engines and Turbines
BOUGHT WITH THE INCOME' FROM THE SAGE ENDOWMENT FUND THE GIFT OF Henrg W. Sage .. 1891 A.^A..? 7:r..7.. s//.U.a,£... 3513-1 Cornell University Library TJ 275.W18 Steam boilers, engines and turbines, 3 1924 004 608 083 Cornell University Library The original of this book is in the Cornell University Library. There are no known copyright restrictions in the United States on the use of the text. http://www.archive.org/details/cu31924004608083 STEAM BOILERS, ENGINES, AND TURBINES c6 a* r^T OJ I O ^ r/: CI :/j STEAM BOILERS, ENGINES AND TURBINES SYDNEY F. 'gfALKER M.I.E.E^ M.Inst.M.E., M.I.M.E., Assoc.M.I.C.E., Etc. AVTHOR OF "electricity IN MINING," ETC. NEW YORK D. VAN NOSTRAND COMPANY 23 MURRAY AND 27 WARREN STREETS 1908 PREFACE In the following pages the author has endeavoured to set forth the principles and practice of steam, as they are understood by modern engineers, for the use of the student, using the term in its wide sense, viz. to include all those to whom a knowledge of steam and of steam-using apparatus will be of service. "With the universal -em- ployment of power, a knowledge of the properties of steam is becoming daily of more and more importance to engineers of all branches, and to large numbers of business men and others who are not directly engaged in the practical application of steam appliances..^ The author has endeavoured to set out, in simple language, and with the aid' of only the very simplest forms of mathematics, the properties of water, of steam, of air, and of the gases that enter into the process of combustion, and he has also endeavoured to give a resume of the latest practice in steam, and a description of the latest appliances for its economical generation and use. -

Abner Doble Papers, 1885-1963
http://oac.cdlib.org/findaid/ark:/13030/kt200014h4 Online items available Finding Aid to the Abner Doble Papers, 1885-1963 Finding aid written by Juliet Demeter and Albert Park The Bancroft Library University of California, Berkeley Berkeley, CA 94720-6000 Phone: (510) 642-6481 Fax: (510) 642-7589 Email: [email protected] URL: http://bancroft.berkeley.edu/ © 2003 The Regents of the University of California. All rights reserved. Finding Aid to the Abner Doble BANC MSS 77/183 c 1 Papers, 1885-1963 Finding Aid to the Abner Doble Papers, 1885-1963 Collection number: BANC MSS 77/183 c The Bancroft Library University of California, Berkeley Berkeley, CA 94720-6000 Phone: (510) 642-6481 Fax: (510) 642-7589 Email: [email protected] URL: http://bancroft.berkeley.edu/ Finding Aid Author(s): Finding aid written by Juliet Demeter and Albert Park Finding Aid Encoded By: GenX © 2016 The Regents of the University of California. All rights reserved. Collection Summary Collection Title: Abner Doble papers Date (inclusive): 1885-1963 Collection Number: BANC MSS 77/183 c Creator: Doble, Abner Extent: Number of containers: 4 cartons, 8 oversize folders, 19 volumesLinear feet: 8.5584 digital objects Repository: The Bancroft Library. University of California, Berkeley Berkeley, CA 94720-6000 Phone: (510) 642-6481 Fax: (510) 642-7589 Email: [email protected] URL: http://bancroft.berkeley.edu/ Abstract: The Abner Doble Papers consists of correspondence, drawings, reports, patents, photographs, and notebooks documenting Doble's role in the development of 20th century steam technology. Collection also includes papers relating to the Doble family, several of whom were also engineers and inventors, including Doble's grandfather and namesake Abner Doble, his father William Ashton Doble, and his brother Warren Doble. -

Locomotive Compounding and Superheating
LIBRARY OF THE UNIVERSITY OF CALIFORNIA. Class LOCOMOTIVE COMPOUNDING AND SUPERHEATING. GHAS. GRIFFIN & CO., LTD., PUBLISHERS. SECOND EDITION, Revised, with numerous Plates reduced from Working Drawings, and 280 Illustrations in the text. $6.00. LOCOMOTIVE ENGINEERING. A Practical Text- Book for the Use of Engine Builders, Designers, and Draughtsmen, Railway Engineers and Students. By WM. FRANK PETTIGREW, M.Inst.C.E. With a section on American and Continental Engines, by ALBERT F. RAVENSHEAR, B.Sc. " The standard work upon this important subject." Railway Magazine. In Large 8vo. Handsome Cloth. With Plates and Illustrations. $4.50. LIGHT RAILWAYS AT HOME AND ABROAD. By WM. HENRY COLE, M.Inst.C.E. "A standard work on everything relating to Light Railways." Engineer. In Handsome Cloth. With 57 Illustrations. THE THERMO-DYNAMIC PRINCIPLES OF ENGINE DESIGN. By L. M. HOBBS, Engineer-Lieutenant, R.N., Instructor in Applied Mechanics and Marine Engine Design at the Royal Naval College, Greenwich. FOURTH EDITION. Thoroughly Revised and Greatly Enlarged. $3.00. VALVES AND VALVE-GEARING. A Practical Text- Book for the Use of Engineers, Draughtsmen, and Students. By CHARLES HURST, Practical Draughtsman. "As a practical treatise on the subject, the book stands without a rival." Mechanical World. In Quarto, Cloth. With Numerous Plates. $7.00. THE HEAT EFFICIENCY OF STEAM BOILERS (LAND, MARINE, AND LOCOMOTIVE). By BRYAN DONKIN, M.Inst.C.E. " A practical book by a thoroughly practical man." Iron and Coal Trades Review. In Large 8vo, Cloth. Fully Illustrated. $1.75. OIL FUEL: ITS SUPPLY, COMPOSITION, AND APPLICATION. By SIDNEY H. NORTH, late Editor Petroleum Review. -
S3.3- =Left(Asport
E, RECTOR, STEAM MOTOR GENERATOR, APPCATION FED APR. 19, 1916, 1,309,102. Patented July 8, 1919, 4. Shes-SHEET 1. ... " t : isas rts aaaaa i. ass S3.3- =left(asPort SS s 2-le s E s W ill 3. O Eric Sales 'S st T. 0. : . ir T H. Em2. It la?es RR--P W ):AS "S" N EA fiefHill V2 t e Finoc/, /ZectorINVENTOR 44. 2 E, RECTOR, STEAM MOTOR GENERATOR, APPCATION FED APR, 19, 1916. 1,809,102. Patented July 8, 1919, 4 SHEETS-S HEET 2. S3 NSIts S " SS HNP b N ENSN E INWEMTOR B Aec/or 2 ATIORAEY E, RECTOR, STEAM MOTOR GENERATOR, APP. CATION FLED APR, 9. 1916, 1,309,102 Patented July 8, 1919, 4 SHEETS-S HEET 3. | SKS | iØzzzzzzzzzzzzz! 22 y 2E, Anech / INVENTORec/or . ATIORNEr couisa PAN) RAP o, WASHINdron, D.c. E, RECOR, SEAM MOTOR GENERATOR. APPLICATION FILED APR. 19, 1916. 1,309,102. Patented July 8, 1919, 4. SHEETS-SHEET 4, Z% --O-PO S-2 %2 2 Slat S 3N O-- 2 Ele 8 222 2 36éŠ s Hinoc/2 feec/orINVENTOR ATIORNEY UNITED STATES PATENT OFFICE. ENOCH RECTOR, OF NEW YORK, N.Y. STEAMI-MOTOR GENERATOR. 1,309,102. Specification of Letters Patent, Patented July 8, 1919. Application filed April 19, 1916. Serial No. 92,114. To all whom it may CO2,667, Fig. 2 is a view similar to Fig.1 showing Be it known that I, ENOCH RECTOR, a the reverse side of the device; citizen of the United States, residing in the Fig.