Silver Nanoparticle Nanocomposite Filaments Produced by an In-Situ Reduction Reactive Melt Mixing Process
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Comparative Study of Disinfectants for Use in Low-Cost Gravity Driven Household Water Purifiers Rajshree A
443 © IWA Publishing 2013 Journal of Water and Health | 11.3 | 2013 Comparative study of disinfectants for use in low-cost gravity driven household water purifiers Rajshree A. Patil, Shankar B. Kausley, Pradeep L. Balkunde and Chetan P. Malhotra ABSTRACT Point-of-use (POU) gravity-driven household water purifiers have been proven to be a simple, low- Rajshree A. Patil Shankar B. Kausley (corresponding author) cost and effective intervention for reducing the impact of waterborne diseases in developing Pradeep L. Balkunde Chetan P. Malhotra countries. The goal of this study was to compare commonly used water disinfectants for their TCS Innovation Labs – TRDDC, fi 54B, Hadapsar Industrial Estate, feasibility of adoption in low-cost POU water puri ers. The potency of each candidate disinfectant Pune - 411013, was evaluated by conducting a batch disinfection study for estimating the concentration of India E-mail: [email protected] disinfectant needed to inactivate a given concentration of the bacterial strain Escherichia coli ATCC 11229. Based on the concentration of disinfectant required, the size, weight and cost of a model purifier employing that disinfectant were estimated. Model purifiers based on different disinfectants were compared and disinfectants which resulted in the most safe, compact and inexpensive purifiers were identified. Purifiers based on bromine, tincture iodine, calcium hypochlorite and sodium dichloroisocyanurate were found to be most efficient, cost effective and compact with replacement parts costing US$3.60–6.00 for every 3,000 L of water purified and are thus expected to present the most attractive value proposition to end users. Key words | disinfectant, drinking water, E. -

Silver As a Drinking-Water Disinfectant
Silver as a drinking-water disinfectant Silver as a drinking-water disinfectant Alternative drinking-water disinfectants: silver ISBN 978-92-4-151369-2 © World Health Organization 2018 Some rights reserved. This work is available under the Creative Commons Attribution- NonCommercial-ShareAlike 3.0 IGO licence (CC BY-NC-SA 3.0 IGO; https://creativecommons.org/licenses/by-nc-sa/3.0/igo). Under the terms of this licence, you may copy, redistribute and adapt the work for non-commercial purposes, provided the work is appropriately cited, as indicated below. In any use of this work, there should be no suggestion that WHO endorses any specific organization, products or services. The use of the WHO logo is not permitted. If you adapt the work, then you must license your work under the same or equivalent Creative Commons licence. If you create a translation of this work, you should add the following disclaimer along with the suggested citation: “This translation was not created by the World Health Organization (WHO). WHO is not responsible for the content or accuracy of this translation. The original English edition shall be the binding and authentic edition”. Any mediation relating to disputes arising under the licence shall be conducted in accordance with the mediation rules of the World Intellectual Property Organization. Suggested citation. Alternative drinking-water disinfectants: bromine, iodine and silver. Geneva: World Health Organization; 2018. Licence: CC BY-NC-SA 3.0 IGO. Cataloguing-in-Publication (CIP) data. CIP data are available at http://apps.who.int/iris. Sales, rights and licensing. To purchase WHO publications, see http://apps.who.int/bookorders. -
Safety Data Sheet Silver Nitrate Agn-25 Document No
Chief Medical Supplies Ltd. 411 – 19 Street, S. E. Calgary, AB., Canada. T2E 6J7 1.866.620.6034 Safety Data Sheet Silver Nitrate AgN-25 Document No. M-D6-009 Section I – Product and Company Identification Synonyms: Lunar caustic; Silver (1+) nitrate; Nitric Company Identification: acid, silver (1+) salt Chief Medical Supplies Ltd. CAS no.: 7761-88-8 411 – 19 Street, S. E. Calgary, AB., Canada. Molecular Weight: 169.87 T2E 6J7 Chemical Formula: AgNO3 1.866.620.6034 Product Codes: AgN-25 For information, call: 1-403-207-6034 Emergency Number: 1-403-207-6034 Section II – Hazards Identification Appearance: White Physical State: Solid Odor: None Hazards of Product: Contact with combustible / organic materials may cause fire. Causes burns by all exposure routes. Harmful by inhalation, in contact with skin and if swallowed. Potential Health Hazards: Very hazardous in case of skin contact (irritant), of ingestion. Hazardous in case of skin contact (permeate), of eye contact (irritant), of inhalation. Slightly hazardous in case of skin contact (corrosive). The amount of tissue damage depends on length of contact. Eye contact can result in corneal damage or blindness. Skin contact can produce inflammation and blistering. Inhalation of dust will produce irritation to gastro-intestinal or respiratory tract, characterized by burning, sneezing and coughing. Severe over- exposure can produce lung damage, choking, unconsciousness or death. Prolonged exposure may result in skin burns and ulcerations. Over-exposure by inhalation may cause respiratory irritation. Carcinogenic Effects: Not available Mutagenic Effects: Not available. Teratogenic Effects: Not available. Developmental Toxicity: The substance is toxic to lungs. -

Effects of Some Chemicals on Vase Life of Some Cut Flowers I
J. Plant Production, Mansoura Univ., Vol. 8 (1): 49 - 53, 2017 Effects of Some Chemicals on Vase Life of Some Cut Flowers I. Effect of 8-Hydroxyquinoline Sulfate, Silver Nitrate, Silver Nano Particles and Chitosan on Vase Life and Quality of Cut Rose Flowers (Rosa hybrida. Cv. “Black Magic”) Abdel-Kader, H. H.1; A. M. Hamza1; T. T. Elbaz2 and S. M. Eissa2 1 Veg. and Flor. Dept., Fac. of Agric., Mansoura Unive. 2 Ornam, Plants and Lands. Gard. Res. Dept., Hort. Res. Inst., Agric. Res. Cent., Giza ABSTRACT This investigation was carried out during 2015 and 2016 seasons to determine whether the selected chemical agents could be used to improve the postharvest quality of Rosa hybrida L.cv. “Black Magic” cut flowers. Freshly cut flowers were placed in glass cylinders containing 100 ml of preservative solutions [8-hydroxyquinoline sulfate (8-HQS) at 200 ppm, silver nitrate (AgNO3) at 10 ppm, Chitosan at 50, 75 or 100 ppm silver nano-particles (SN) at 5, 10 or 15 ppm, and distilled water as a control treatment].All preservative solutions and the control treatment included sucrose at 20 g/l. Compared to the control, treatments which contained of (AgNO3) or (SN) improved the quality and vase life of the flowers. They were more effective in promoting water uptake, increasing fresh weight of the flower and water balance so that the vase life of cut flowers were extended to 13.67 and 12 days during the first and second seasons, respectively. The results of bacterial count in the vase solution and the Scanning Electron Microscopy (SEM) pictures of the cut base of the stem indicated that (AgNO3) or (SN) strongly reduced bacterial population in both the vase solution and the cut stem base. -

Silver Nitrate Complexes of Nitrogen-Containing
Silver Nitrate Complexes of Nitrogen-Containing Heterocycles Hubert Schmidbaur*, Angelika Mair, Gerhard Müller*, Joachim Lachmann+, and Siegfried Gamper+ Anorganisch-chemisches Institut der Technischen Universität München, Lichtenbergstraße 4, D-8046 Garching Z. Naturforsch. 46b, 912-918 (1991); received February 19, 1991 Silver Complexes, Nitrogen Heterocycles, Pyrazole. Triazole, 8 -Amino-quinoline Pyrazole, 1,2,4-triazole, and 8 -amino-quinoline form complexes as neutral ligands with sil ver nitrate in slightly acidic aqueous medium. With pyrazole a 2:1 complex (1) is obtained. The crystal structure determination revealed an ionic structure with independent N 0 3~ anions and centrosymmetrical (pyr) 2Ag+ cations with a linear coordination geometry at the silver atoms. The reactions with 1,2,4-triazole and 8 -amino-quinoline yield dimeric 1:1 complexes (2, 3), in which the silver atoms are bridged by the ligands and have short contacts with nitrate oxygen atoms. The coordination geometry of the metals can thus be described as distorted tetrahedral. A 1 :1 complex with 2,3-diphenyl-1,2,4-triazole (2a) and a 2:1 complex with 8 -hydroxy-quino- line (4) have also been prepared, but not characterized in detail. Introduction prepared and characterized a series of complexes Complex formation of silver(I) cations by am of silver nitrate with pyrazole, (diphenyl)triazole, monia and amines has been well established in an 8 -amino-quinoline, and 8 -hydroxy-quinoline. alytical chemistry and chemical technology of sil ver for more than a century. However, nitrogen- Preparation and Properties of the Complexes containing heterocycles have also been among the early complexing agents. -

Supporting Information for Proteomics DOI 10.1002/Pmic.200500596
Supporting Information for Proteomics DOI 10.1002/pmic.200500596 Li-Tai Jin, Sun-Young Hwang, Gyurng-Soo Yoo and Jung-Kap Choi A mass spectrometry compatible silver staining method for protein incorporating a new silver sensitizer in sodium dodecyl sulfate-polyacrylamide electrophoresis gels ª 2006 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim www.proteomics-journal.com Supplementary Information A mass spectrometry compatible silver staining method for protein incorporating a new silver sensitizer in sodium dodecyl sulfate- polyacrylamide electrophoresis gels Li-Tai Jin, Sun-Young Hwang, Gyurng-Soo Yoo and Jung-Kap Choi College of Pharmacy, Chonnam National University, Kwangju 500-757, South Korea Correspondence: Prof. Jung-Kap Choi, Lab. of Analytical Biochemistry, College of Pharmacy, Chonnam National University, Yongbong-Dong 300, Buk- Ku, Kwangju 500-757, South Korea (Phone: +8262-530-2930; Fax: +8262-530- 2911; E-mail: [email protected]) Abbreviations used: EBT, eriochrome black T Keywords: Electrophoresis / Eriochrome black T / Mass spectrometry / Protein silver staining 1 1 Supplementary Introduction In life sciences, sodium dodecyl sulfate-polyacrylamide gel electrophoresis (SDS-PAGE) is a reliable and widely used analytical technique for the separation and identification of proteins. Given the development of proteomics, the ability to analyze and identify protein in a gel matrix at high sensitivity is becoming more important [1,2]. Various protein staining methods have been developed based on visible organic dyes, fluorescent and silver based systems, and radiolabeling. Of these, organic dyes are easily used but have low sensitivities, with detection limits in the range of 1-50 ng for proteins [2,3]. Fluorescent staining methods are a little more sensitive than dye-based methods but for data reading, special instruments are necessary that involve UV. -

Antibacterial Properties of Silicone Membranes After a Simple Two-Step Immersion Process in Iodine and Silver Nitrate Solutions
Biocontrol Science, 2018, Vol. 23, No. 3, 97-105 Original Antibacterial Properties of Silicone Membranes after a Simple Two-Step Immersion Process in Iodine and Silver Nitrate Solutions SHIHO AOKI, KOHEI YAMAKAWA, KENJI KUBO, JUNPEI TAKESHITA, MIKI TAKEUCHI, * YUKA NOBUOKA, RISEI WADA, MIKIO KIKUCHI, AND JUN SAWAI Faculty of Applied Bioscience, Kanagawa Institute of Technology, 1030 Shimo-Ogino, Atsugi, Kanagawa 243-0292, Japan Received 6 July, 2017/Accepted 27 January, 2018 Silicone is widely used in packing materials, medical equipment, and separation membranes. Since microbial cells easily adhere to the surface of silicone materials and form biofilms, techniques for incorporating antimicrobial activity into silicone materials are in high demand. This study describes the preparation of silver( Ag)/silicone composite membranes through a simple two-step immersion process, utilizing an iodine solution followed by a silver nitrate solution at room temperature. Scanning electron microscopy( SEM) observations revealed that particles with sizes of several nanometers to several tens of nanometers were present on the silicone membrane surface; these particles were identified as silver iodide using energy-dispersive X-ray spectroscopy( EDS). The Ag/silicone membrane possessed excellent antibacterial efficacy against Escherichia coli and Staphylococcus aureus, and the antibacterial efficacy( R) against both types of bacteria was R > 4, even after stomacher treatment or acidic treatment of pH 2-6 for 24 h. The mechanical strength of the silicone membrane was also maintained after antibacterial treatment, with Young’s modulus values of 7.9±1.2 MPa and 8.3±1.5 MPa for the untreated membrane and Ag/silicone membrane, respectively( p > 0.05). -

The Efficacy of Silver Nitrate (Agno3) As a Coating Agent to Protect Paper Against High Deteriorating Microbes
catalysts Article The Efficacy of Silver Nitrate (AgNO3) as a Coating Agent to Protect Paper against High Deteriorating Microbes Amr Fouda 1,* , Gomaa Abdel-Maksoud 2, Hosam A. Saad 3 , Adil A. Gobouri 3, Zuhair M. Mohammedsaleh 4 and Mohamad Abdel-Haleem El-Sadany 5 1 Botany and Microbiology Department, Faculty of Science, Al-Azhar University, Nasr City, Cairo 11884, Egypt 2 Conservation Department, Faculty of Archaeology, Cairo University, Giza 12613, Egypt; [email protected] 3 Department of Chemistry, College of Science, Taif University, P.O. Box 11099, Taif 21944, Saudi Arabia; [email protected] (H.A.S.); [email protected] (A.A.G.) 4 Department of Medical Laboratory Technology, Faculty of Applied Medical Sciences, University of Tabuk, Tabuk 71491, Saudi Arabia; [email protected] 5 Adminstration of Conservation of Islamic Monuments in Mansoura, Dakahlia Governorate, Ministry of Antiquities, Cairo 26854, Egypt; [email protected] * Correspondence: [email protected]; Tel.: +20-11-1335-1244 Abstract: This study focuses on the efficacy of silver nitrate (AgNO3) as a coating agent used to preserve papers against microbial deterioration. To this end, the in vitro cytotoxicity of AgNO3 was assessed against two normal cell lines, WI-38 and HFB-4, to detect a safe dose that can be used as −1 a coating agent, which was 80 µg mL . Bacillus subtilis B3 and Penicillium chrysogenum F9 were selected as high deteriorating microbes, previously isolated from a historical manuscript dating back Citation: Fouda, A.; Abdel-Maksoud, to 1677 A.-D. The microbial growth inhibition, color change, mechanical properties, and cellulosic G.; Saad, H.A.; Gobouri, A.A.; fibers of untreated/treated papers were evaluated. -

Biological Synthesis of Silver Nanoparticles and Evaluation of Antibacterial and Antifungal Properties of Silver and Copper Nanoparticles
Turkish Journal of Biology Turk J Biol (2015) 39: 556-561 http://journals.tubitak.gov.tr/biology/ © TÜBİTAK Research Article doi:10.3906/biy-1406-81 Biological synthesis of silver nanoparticles and evaluation of antibacterial and antifungal properties of silver and copper nanoparticles 1, 1 2 1 3 Azam JAFARI *, Latifeh POURAKBAR , Khalil FARHADI , Lida MOHAMADGOLIZAD , Yobert GOOSTA 1 Department of Biology, Faculty of Science, Urmia University, Urmia, Iran 2 Department of Chemistry, Faculty of Science, Urmia University, Urmia, Iran 3 Department of Plant Protection, Faculty of Agriculture, Urmia University, Urmia, Iran Received: 29.06.2014 Accepted/Published Online: 29.01.2015 Printed: 30.07.2015 Abstract: There is increasing attention being paid to metallic nanoparticles because of their intensive applications in different areas of science such as medicine, chemistry, agriculture, and biotechnology. In addition, there has been growing interest in using environmentally friendly methods of synthesizing nanoparticles without making or using substances risky to the environment and human health. Biological methods for the synthesis of nanoparticles have been considered as possible ecofriendly alternatives to chemical synthesis. In the present study, biosynthesis and characterization of silver nanoparticles (SNPs) using marshmallow flower (Althaea officinalis L.), thyme (Thymus vulgaris L.), and pennyroyal (Mentha pulegium L.) leaf extracts is reported for the first time. Copper nanoparticles (CuNPs) were formed by reduction of CuCl2 with L-ascorbic acid. The antibacterial and antifungal effects of SNPs and CuNPs in comparison with silver nitrate (AgNO3) and copper chloride (CuCl2) (respective nanoparticle constrictive salts) and synthetic antibiotics and fungicides were studied. Fungi (A. flavus and P. chrysogenum) and bacteria (E. -

A Formaldehyde-Free Silver Staining Using Aldoses As Developing Agents, with Enhanced Compatibility with Mass Spectrometry
Sweet silver: A formaldehyde-free silver staining using aldoses as developing agents, with enhanced compatibility with mass spectrometry. Mireille Chevallet, Sylvie Luche, Hélène Diemer, Jean-Marc Strub, Alain van Dorsselaer, Thierry Rabilloud To cite this version: Mireille Chevallet, Sylvie Luche, Hélène Diemer, Jean-Marc Strub, Alain van Dorsselaer, et al.. Sweet silver: A formaldehyde-free silver staining using aldoses as developing agents, with enhanced com- patibility with mass spectrometry.. Proteomics, Wiley-VCH Verlag, 2008, 8 (23-24), pp.4853-61. 10.1002/pmic.200800321. hal-00348699 HAL Id: hal-00348699 https://hal.archives-ouvertes.fr/hal-00348699 Submitted on 20 Dec 2008 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Sweet silver: a formaldehyde-free silver staining using aldoses as developing agents, with enhanced compatibility with mass spectrometry. Mireille Chevallet 1,2, Sylvie Luche 1,2, Hélène Diemer 3, Jean-Marc Strub 3, Alain Van Dorsselaer 3, Thierry Rabilloud 1,2 1 CEA- Laboratoire de Biochimie et Biophysique des systèmes Intégrés, -
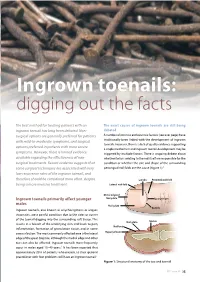
Ingrown Toenails: Digging out the Facts
Ingrown toenails: digging out the facts The best method for treating patients with an The exact causes of ingrown toenails are still being ingrown toenail has long been debated. Non- debated surgical options are generally preferred for patients A number of intrinsic and extrinsic factors (see over page) have with mild-to-moderate symptoms, and surgical traditionally been linked with the development of ingrown toenails. However, there is a lack of quality evidence supporting options preferred in patients with more severe a single mechanism and ingrown toenail development may be symptoms. However, there is limited evidence triggered by multiple factors. There is ongoing debate about available regarding the effectiveness of non- whether factors relating to the nail itself are responsible for the surgical treatments. Recent evidence suggests that condition or whether the size and shape of the surrounding some surgical techniques are associated with very periungual nail folds are the cause (Figure 1).3 low recurrence rates of the ingrown toenail, and therefore should be considered more often, despite Lunula Proximal nail fold being a more invasive treatment. Lateral nail fold Distal edge of Ingrown toenails primarily affect younger Nail plate Eponychium males Nail plate The Foot Series Cuticle Ingrown toenails, also known as onychocryptosis or unguis incarnates, are a painful condition due to the sides or corner of the toenail digging into the surrounding soft tissue. This Nail plate Matrix results in a breach of the underlying skin and leads to pain, Nail bed inflammation, formation of granulation tissue, and in some cases infection. The most commonly affected area is the lateral Hyponychium edge of the great (big) toe, although the medial edge and other toes can also be affected. -

Biosynthesis, Characterization and Anti-Microbial Activity of Silver
Spec. Matrices 2019; 7:1–19 Research Article Open Access Kazumasa Nomura* and Paul Terwilliger Green Process Synth 2019; 8: 577–583 Self-dual Leonard pairs Mohammed Muqtader Ahmed1,*, Farhat Fatima1, Md. Khalid Anwer1,*, Saad M. Alshahrani1, Ahmed Alalaiwe1 and Prakash Katakamhttps://doi.org/10.1515/spma-2019-00012 Received May 8, 2018; accepted September 22, 2018 Biosynthesis, characterizationAbstract: Let F denote a eld and and let Vanti-microbialdenote a vector space over F with nite positive dimension. Consider a pair A, A∗ of diagonalizable F-linear maps on V, each of which acts on an eigenbasis for the other one in an activity of silver nanoparticleirreducible tridiagonal fashion. based Such a pairgel is calledhand a Leonard wash pair. We consider the self-dual case in which there exists an automorphism of the endomorphism algebra of V that swaps A and A∗. Such an automorphism https://doi.org/10.1515/gps-2019-0027 is unique, and calledhygiene the duality[1,2]. HeA noticedA∗. Inthe the spread present of paperinfection we giveand a comprehensive description of this Received November 8, 2018; accepted March 26, 2019. ↔ duality. In particular,mortality we display of new an born invertible given Fbirth-linear in his map hospital,T on V suchwhich that the map X TXT− is the duality → Abstract: In the current study, silverA nanoparticlesA∗. We express wasT asrelatively a polynomial higher inthanA and the Aadjacent∗. We describe midwife-run how T acts on ags, decompositions, ↔ (AgNPs) were biosynthesised by microwaveand 24 irradiation bases for Vmaternity. hospital. In his investigation, he concluded using Azadirachta indica.