Cosmetics Industry Achieves Long-Term Productivity Gains
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Beauty Industry's Influence on Women in Society
University of New Hampshire University of New Hampshire Scholars' Repository Honors Theses and Capstones Student Scholarship Fall 2012 The Beauty Industry's Influence on omenW in Society Ann Marie Britton University of New Hampshire - Main Campus Follow this and additional works at: https://scholars.unh.edu/honors Part of the Fashion Business Commons, and the Personality and Social Contexts Commons Recommended Citation Britton, Ann Marie, "The Beauty Industry's Influence on omenW in Society" (2012). Honors Theses and Capstones. 86. https://scholars.unh.edu/honors/86 This Senior Honors Thesis is brought to you for free and open access by the Student Scholarship at University of New Hampshire Scholars' Repository. It has been accepted for inclusion in Honors Theses and Capstones by an authorized administrator of University of New Hampshire Scholars' Repository. For more information, please contact [email protected]. RUNNING HEAD: THE BEAUTY INDUSTRY’S INFLUENCE ON WOMEN 1 HONORS THESIS The Beauty Industry’s Influence on Women in Society By Ann Marie Britton Fall Semester, 2012 Faculty Sponsor: Bruce E. Pfeiffer, Ph.D. THE BEAUTY INDUSTRY’S INFLUENCE ON WOMEN 2 Abstract There has been a significant amount of research done on the effect that advertising in the fashion and beauty industry has on women. By creating advertisements with unrealistic images of beauty, it has resulted in anxiety, low self-esteem, and low self-confidence in many women. Most of these negative emotions stems from unhappiness among body and appearance. Less research has been performed relating to cosmetics and how this can have an influence on women, and how women can use cosmetics to manipulate their appearance. -

Annual Report 2018 Contents 1St 86,000 Cosmetics Group Employees Prospects Worldwide(1) 02 Prospects by Jean-Paul Agon, Chairman & CEO
Annual Report 2018 Contents 1st 86,000 cosmetics group employees Prospects worldwide(1) 02 Prospects by Jean-Paul Agon, Chairman & CEO Strategy 36 150 brands countries 06 Governance · The Board of Directors · The Executive Committee 10 Quality 12 Ethics 26.9 505 14 Responsibility · “Sharing Beauty With All” billion euros patents registered · Citizen Day of sales(2) in 2018 · The L’Oréal Corporate Foundation 18 Human Relations Performance Commitments for 2 4.92 1 Cosmetics Market 24 L’Oréal in figures billion euros in 2020 28 Worldwide advances operating profit “Sharing Beauty With All” 31 Strategic themes Brands 33 Brands overview (1) Source: WWD, Beauty Top 100,May 2018. (2) At 31 December 2018. 34 Consumer Products 38 L’Oréal Luxe 42 Professional Products More exclusive content 46 Active Cosmetics on the digital version Expertise lorealannualreport2018.com 52 Research & Innovation 54 Operations Discover and filter 56 Digital the Annual Report content 58 Administration and Finance Discover the strategic themes of the Annual Report. Use them to filter content and personalise your navigation to find content that matches your interests. The digital version also features more exclusive content, articles, infographics and many videos. Our mission Beauty for All Offering all women and men worldwide the best of cosmetics in terms of quality, efficacy and safety to satisfy all their beauty needs and desires, in their infinite diversity. Our strategy Universalisation L’Oréal has chosen a unique strategy: Universalisation. It means globalisation that captures, understands and respects differences. Differences in desires, needs and traditions. To offer tailor-made beauty, and meet the aspirations of consumers in every part of the world. -

Pharmaceutical Sciences Cosmetics HAIR REMOVAL PRODUCTS
Development Team Principal Investigator Prof. Farhan J Ahmad Jamia Hamdard, New Delhi Dr. Vijaya Khader Former Dean, Acharya N G Ranga Agricultural University Dr. Javed Ali Paper Coordinator Jamia Hamdard, New Delhi Content Writer Mohammad Kashif Iqubal Jamia Hamdard, New Delhi Content Reviewer Dr. Mohd. Aqil Jamia Hamdard, New Delhi Pharmaceutical Cosmetics Sciences HAIR REMOVAL PRODUCTS 0 HAIR REMOVAL PRODUCTS 2017 CONTENTS Introduction Methods for removing hair Required qualities and characteristics of hair styling products Types of hair removal products with typical ingredients Formulations Effects of hair removal products on the skin and hair After depilation/ epilation preparations Packaging of hair removal products Evaluation of hair removal products Marketed hair removal products Pharmaceutical Cosmetics Sciences HAIR REMOVAL PRODUCTS 0 HAIR REMOVAL PRODUCTS 2017 HAIR REMOVAL PRODUCTS 1. INTRODUCTION Hair removal is an increasingly important sector of the cosmetic and personal care industry. Both men and women are becoming more concerned about the aesthetic aspect of their appearance. Human beings choose to remove unwanted body hair for acosmetic, social, cultural, or medical reason.A number of hair removal techniques have been developed over the years, including methods for temporary and permanent hair removal. The availability of the current methods and products may be different; most of them can be used at home; however, there are some that can be used only in professional salons and dermatological offices. 2. METHODS FOR REMOVING HAIR Now a day, there are a number of hair removal techniques and products available. Temporary methods provide hairless skin for a shorter (1–3 days) or a longer time (1–3 weeks), depending on the technique and the individual’s physiological characteristics. -
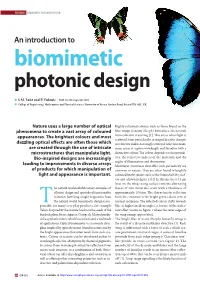
An Introduction to Biomimetic Photonic Design
feaTureS biomimeTiC PHoToniC deSign An introduction to biomimetic photonic design I S.M. Luke and P. Vukusic - DOI: 10.1051/epn/2011302 I College of Engineering, Mathematics and Physical Sciences, University of Exeter, Stocker Road, Exeter EX4 4QL, UK. nature uses a large number of optical Highly saturated colours, such as those found on the phenomena to create a vast array of coloured blue wings of many Morpho butterflies, oen result appearances. The brightest colours and most from coherent scattering [1]. is arises when light is scattered from periodically-arranged discrete changes dazzling optical effects are often those which in refractive index. A strongly scattered reflection maxi - are created through the use of intricate mum arises at a given wavelength and therefore with a microstructures that manipulate light. distinctive colour. e colour depends on the periodi - Bio-inspired designs are increasingly city, the refractive indices of the materials and the leading to improvements in diverse arrays angles of illumination and observation. Multilayer structures that offer such periodicity are of products for which manipulation of common in nature. ey are oen found in brightly light and appearance is important. coloured beetle species such as the buprestid C hrysoch - roa raja (shown in figure 1) [2]. In this species a 1.5 µm layer on the wing casing surface contains alternating he natural world exhibits many examples of layers of two materials, each with a thickness of efficient design and specialised functionality. approximately 100 nm. e characteristic reflection Scientists have long sought inspiration from from this structure is the bright green colour seen at T the natural world; biomimetic design is res - normal incidence. -

Essential of Hair Care Cosmetics
cosmetics Review Essential of Hair Care Cosmetics Aurora Alessandrini * and Bianca Maria Piraccini Division of Dermatology, Department of Experimental, Diagnostic and Specialty Medicine, University of Bologna, Bologna 40138, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-051-214-3677; Fax: +39-051-214-4867 Academic Editors: Won-Soo Lee and Enzo Berardesca Received: 18 July 2016; Accepted: 20 September 2016; Published: 27 September 2016 Abstract: Nowadays, hair care and style play a very important role in people’s physical aspect and self-perception. Hair cosmetics can be distinguished into two main categories: cosmetics with temporary effect on the hair, for example shampoos, conditioners, sprays, and temporary colors; and cosmetics with permanent effect on the hair, such as permanent waves, relaxers, bleaches and permanent colors. These cosmetic procedures may induce hair abnormalities. We provide an overview on the most important characteristics of these procedures, analyzing components and effects on the hair. Finally, we evaluated new camouflage techniques and tattoo scalp. Keywords: hair; hair care; hair care cosmetics; hair care products; cosmetic ingredient; healthy hair 1. Introduction Hair is a complex structure composed by many components that act as a unit, with the biological purpose of protecting the scalp, as well as physical attractiveness to the self-perception of beauty. Nowadays, hair care and style play a very important role in people’s lives, both for men and women, so knowledge of hair products, mode of action, efficacy, ingredients and hair procedures has become more relevant in dermatologists’ medical practice. The amount of money spent to enhance the hair beauty is an indication of how much attention is given today to the hair appearance. -

Laser Hair Removal
Laser Hair Removal providing you with the safest, most comfortable, and most effective treatment course available in the market. We have the answers to your hair removal questions. How does Intense Pulsed Light Treatment (IPL) remove hair? Highly controlled flashes of light are selectively absorbed by hair follicles lying below aser hair removal is a safe, gentle and effective the surface of the skin. The absorbed light heats the hair, L way to remove unwanted hair. Hair removal which damages the re-growth potential of the follicle. methods such as shaving, waxing and tweezing only The result is successful hair reduction without damaging provide temporary relief. While electrolysis can provide the surrounding tissue. permanent hair removal, it is typically painful, costly and time consuming. Laser hair removal safely removes What does treatment feel like? unwanted hair without damaging the skin. It is an Each pulse of light feels like a slight sting or pinch, efficient treatment that can remove unwanted hair and similar to a snap of a rubber band. The sensation of heat, provide long-term results. however, is minimized during treatment with both ice and a skin cooling device. In addition, a topical numbing When laser hair removal was first introduced in the mid agent may be applied to the area 30 minutes prior to 1990s, it was limited to only fair skinned individuals with treatment to decrease discomfort. Most people tolerate dark hair. The Alexandrite and Diode lasers, however, the treatment very well. would not work on those with darker skin tones. It was difficult for these early generation lasers to distinguish between skin pigment and hair follicles, thus resulting in blistering and burning of the skin in darker toned patients. -

Effective Active Ingredients Obtained Through Biotechnology
cosmetics Review Effective Active Ingredients Obtained through Biotechnology Claudia Zappelli 1, Ani Barbulova 2, Fabio Apone 1,2,* and Gabriella Colucci 1,2 1 VitaLab srl, via B. Brin 69, Naples-80142, Italy; [email protected] (C.Z.); [email protected] (G.C.) 2 Arterra Bioscience srl, via B. Brin 69, Naples-80142, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-81-6584411 Academic Editor: Marie Lodén Received: 9 September 2016; Accepted: 14 November 2016; Published: 18 November 2016 Abstract: The history of cosmetics develops in parallel to the history of man, associated with fishing, hunting, and superstition in the beginning, and later with medicine and pharmacy. Over the ages, together with human progress, cosmetics have changed continuously and nowadays the cosmetic market is global and highly competitive, where terms such as quality, efficacy and safety are essential. Consumers’ demands are extremely sophisticated, and thus scientific research and product development have become vital to meet them. Moreover, consumers are aware about environmental and sustainability issues, and thus not harming the environment represents a key consideration when developing a new cosmetic ingredient. The latest tendencies of cosmetics are based on advanced research into how to interfere with skin cell aging: research includes the use of biotechnology-derived ingredients and the analysis of their effects on the biology of the cells, in terms of gene regulation, protein expression and enzymatic activity measures. In this review, we will provide some examples of cosmetic active ingredients developed through biotechnological systems, whose activity on the skin has been scientifically proved through in vitro and clinical studies. -

DELIVERY of COSMETIC INGREDIENTS to the SKIN the Skin Is a Complex Organ And, As Such, Must Be Gently Common to Be Advised Never to Put Alcohol on Skin
DELIVERY OF COSMETIC INGREDIENTS TO THE SKIN The skin is a complex organ and, as such, must be gently common to be advised never to put alcohol on skin. Size of the particle in the cosmetic preparation relates usually leads to higher activity. Occlusion (covering the vaccine could be delivered to cellular DNA via a persuaded to allow benecial substances to pass while While it is true that excessive use of highly volatile, dramatically to its ability to penetrate skin and cause an product with plastic or a medical hydrogel) usually liposomal vehicle placed on the skin to immunize a child. still continuing to function properly. The chemical form quickly evaporating alcohols can cause skin dryness, a effect. Some cosmetics containing collagen claim that increases activity. But a word of caution should be given Even more exotic would be placement of an inactive chosen for the active ingredient can dramatically alter its variety of special alcohols act as penetration enhancers they increase the collagen content of skin. Collagen, here: DO NOT try to increase product activity without drug on the skin that, at the time it was needed for Dr. Charlene DeHaven, M.D. Product development is also a signicant cost. The availability to skin cells. For example, vitamin C is an and antimicrobials in cosmetics. Panthenol is, being a very large molecule, is unable to penetrate skin consulting the manufacturer. In medicine, treatment of cancer, could be “turned on” by giving Clinical Director, INNOVATIVE SKINCARE® information explosion extends to all elds of knowledge important skin nutrient that is difcult to deliver inside chemically speaking, also an alcohol; yet panthenol is a even when combined with penetration enhancers, photoexposure (light exposure) may activate a medicine another medicine orally or by skin application. -

L'oréal Returns to Growth
Clichy, 22 October 2020 at 6.00 p.m. SALES AT 30 SEPTEMBER 2020 L’ORÉAL RETURNS TO GROWTH Sales: 20.11 billion euros 1 o -7,4% like-for-like o -6,9% at constant exchange rates o -8,6% based on reported figures Growth in the third quarter: +1.6% like-for-like 1 Exceptional growth of the Active Cosmetics Division: +15.2% like-for-like 1 Power and growth in e-commerce 2: 23.7% of sales, +61.6% 1 Strong growth in mainland China: +20.8% like-for-like 1 Commenting on the figures, Mr Jean-Paul Agon, Chairman and Chief Executive Officer of L'Oréal, said: “In the context of the ongoing epidemic crisis, L’Oréal’s absolute priority continues to be to protect the health of all its employees worldwide. The Group was able to return to growth as soon as this third quarter thanks to the determination and the relevance of the strategic choices taken in all Divisions and geographic Zones. After a first half marked by a crisis of supply, linked to the closure of points of sale around the world, L’Oréal put everything in place, as early as June, to stimulate demand for its brands and products and to re-engage all its business drivers. All of the launches initially planned went ahead, business drivers and media investments were strengthened, and “Back to Beauty” plans were deployed with our distribution partners everywhere, in brick-and-mortar and e-commerce, to stimulate the return to consumption. This return to growth is evidence of consumers’ robust appetite for beauty products and our innovations. -

Hair Care Cosmetics: from Traditional Shampoo to Solid Clay and Herbal Shampoo, a Review
cosmetics Review Hair Care Cosmetics: From Traditional Shampoo to Solid Clay and Herbal Shampoo, A Review Jennifer Gubitosa 1 , Vito Rizzi 2 , Paola Fini 1 and Pinalysa Cosma 1,2,* 1 Consiglio Nazionale delle Ricerche CNR-IPCF, UOS Bari, Via Orabona, 4-70126 Bari, Italy; [email protected] (J.G.); p.fi[email protected] (P.F.) 2 Dipartimento di Chimica, Università degli Studi “Aldo Moro” di Bari, Via Orabona, 4-70126 Bari, Italy; [email protected] * Correspondence: [email protected]; Tel.: +39-080-5443443 Received: 31 January 2019; Accepted: 14 February 2019; Published: 19 February 2019 Abstract: Hair is an important part of the body appeal and its look is a health indicator. Accordingly, recent advances in hair science and hair care technologies have been reported in literature claiming innovations and strategies for hair treatments and cosmetic products. The treatment of hair and scalp, primarily, involved the use of shampoo for an effective, but gentle cleansing; however, for years, the shampoo is considered not only as a cosmetic product having the purifying purpose, but it is also responsible for maintaining the health and the beauty of hair, imparting gloss and improving manageability. For meeting the needs of a multitasking formulation, following also the recent marketing-trend addressed to the "natural world", new challenges for cosmetic technology are aimed towards the research of natural ingredients, as well as new techniques for shampoo formulation. Regarding the recent development of solid shampoos, little information is available about their use, formulation and advantages. This review is largely focused on the description of solid shampoos, mainly based on the use of clays, herbs or flours as washing bases alternative to the traditional ones, consisting of a combination of synthetic surfactants, together with other usual ingredients expected in a shampoo formulation. -

Cosmetic Ingredients/Material Prohibited/Restricted by FDA (14 Total, Through November, 2011)
Cosmetic ingredients/material prohibited/restricted by FDA (14 total, through November, 2011). For the most part, FDA regulatory action to ban use of an ingredient in cosmetics means that ingredient is exempt from CIR review. In the case of Methylene Chloride, CIR=s safety assessment that preceded FDA=s regulation is now superceded. In the case of Tallow and tallow derivatives, the FDA identification of prohibited cattle material does not ban Tallow and tallow derivatives use in cosmetics. In the case of Trichloroethane, the EPA ban (except for essential uses) and the FDA determination of non-essential use appears to relate to aerosol cosmetic uses only. Ingredient No. CIR Conclusion FDA Regulation 1 Bithionol Exempt from CIR review Cosmetics containing bithionol.are deemed to be adulterated because of FDA under section 601(a) of the Federal Food, Drug, and Cosmetic regulation. Act (21CFR'700.11) 1 Chlorofluorocarbon propellants Exempt from CIR review FDA has prohibited the use of Chlorofluorocarbon propellants in because of FDA cosmetic products with self-pressurized containers regulation. (21CFR'700.23) 1 Chloroform Exempt from CIR review FDA has prohibited the use of Chloroform, except if present in because of FDA residual amounts from its use as a processing solvent during regulation manufacture, or as a byproduct from the synthesis of an ingredient (21CFR'700.18) 4 Halogenated salicylanilides Exempt from CIR review FDA has prohibited (21CFR'700.15) the use of four because of FDA halogenated salicylanilides: regulation tribromsalan (TBS,3,4 Œ,5Btribromosalicylanilide), dibromsalan (DBS,4 Œ5Bdibromosalicylanilide), metabromsalan (MBS, 3,5 B dibromosalicylanilide) and 3,3 Œ,4,5 ŒB tetrachlorosalicylanilide (TCSA) 1 Hexachlorophene Exempt from CIR review Not allowed as a preservative in cosmetics where normal use because of FDA may be applied to mucous membranes or which are intended to regulation (CIR has be used on mucous membranes. -

Development of Skin Moisturizing Product Using Fermentation Technology of Plant Extracts
ISSN: 2574-1241 Volume 5- Issue 4: 2018 DOI: 10.26717/BJSTR.2018.09.001790 Jiyoung Kim. Biomed J Sci & Tech Res Opinion Open Access Development of Skin Moisturizing Product Using Fermentation Technology of Plant Extracts Bora Kwon, Young-Ji Choi, Mi Hee Kim, Kang Yeol Yu and Jiyoung Kim* Jeonju Agro Bio-Materials Institute, Jeonju-Si, Korea Received: : September 14, 2018; Published: *Corresponding author: Jiyoung Kim, Jeonju Agro September Bio-Materials 26, 2018Institute, Jeonju-si, Korea Opinion promising 21st century biotech industry that produces safe and Unlike medicines, cosmetics are not used to treat or prevent certain diseases. They are used daily for the beauty and health of turning point for the development of highly functional fermented human skin. Therefore, safety must be considered, and there should efficacious products. Fermentation biotechnology may become a cosmetics. be no side effects in use [1]. Oriental cosmetics, which are oriented toward “well-being” that has become a global trend, satisfy the needs Acknowledgment of consumers who prefer natural ingredients. They are believed to This research was supported by the Ministry of Trade, Industry be effective as an anti-atopic or an anti-aging for skin health, and & Energy (MOTIE), Korea Institute for Advancement of Technology are considered suitable as a herbal cosmetic raw material. With (KIAT) through the Encouragement Program for The Industries of the rise of some cosmetic stability problems, consumers’ desire for Economic Cooperation Region. safe and natural cosmetics has increased, and the most noteworthy of them is fermented ingredients. Since fermentation cosmetics References utilize living organisms, it is possible to extract raw ingredients 1.