Phosgenation Reactions with Phosgene from Triphosgene
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Chemical Name Federal P Code CAS Registry Number Acutely
Acutely / Extremely Hazardous Waste List Federal P CAS Registry Acutely / Extremely Chemical Name Code Number Hazardous 4,7-Methano-1H-indene, 1,4,5,6,7,8,8-heptachloro-3a,4,7,7a-tetrahydro- P059 76-44-8 Acutely Hazardous 6,9-Methano-2,4,3-benzodioxathiepin, 6,7,8,9,10,10- hexachloro-1,5,5a,6,9,9a-hexahydro-, 3-oxide P050 115-29-7 Acutely Hazardous Methanimidamide, N,N-dimethyl-N'-[2-methyl-4-[[(methylamino)carbonyl]oxy]phenyl]- P197 17702-57-7 Acutely Hazardous 1-(o-Chlorophenyl)thiourea P026 5344-82-1 Acutely Hazardous 1-(o-Chlorophenyl)thiourea 5344-82-1 Extremely Hazardous 1,1,1-Trichloro-2, -bis(p-methoxyphenyl)ethane Extremely Hazardous 1,1a,2,2,3,3a,4,5,5,5a,5b,6-Dodecachlorooctahydro-1,3,4-metheno-1H-cyclobuta (cd) pentalene, Dechlorane Extremely Hazardous 1,1a,3,3a,4,5,5,5a,5b,6-Decachloro--octahydro-1,2,4-metheno-2H-cyclobuta (cd) pentalen-2- one, chlorecone Extremely Hazardous 1,1-Dimethylhydrazine 57-14-7 Extremely Hazardous 1,2,3,4,10,10-Hexachloro-6,7-epoxy-1,4,4,4a,5,6,7,8,8a-octahydro-1,4-endo-endo-5,8- dimethanonaph-thalene Extremely Hazardous 1,2,3-Propanetriol, trinitrate P081 55-63-0 Acutely Hazardous 1,2,3-Propanetriol, trinitrate 55-63-0 Extremely Hazardous 1,2,4,5,6,7,8,8-Octachloro-4,7-methano-3a,4,7,7a-tetra- hydro- indane Extremely Hazardous 1,2-Benzenediol, 4-[1-hydroxy-2-(methylamino)ethyl]- 51-43-4 Extremely Hazardous 1,2-Benzenediol, 4-[1-hydroxy-2-(methylamino)ethyl]-, P042 51-43-4 Acutely Hazardous 1,2-Dibromo-3-chloropropane 96-12-8 Extremely Hazardous 1,2-Propylenimine P067 75-55-8 Acutely Hazardous 1,2-Propylenimine 75-55-8 Extremely Hazardous 1,3,4,5,6,7,8,8-Octachloro-1,3,3a,4,7,7a-hexahydro-4,7-methanoisobenzofuran Extremely Hazardous 1,3-Dithiolane-2-carboxaldehyde, 2,4-dimethyl-, O- [(methylamino)-carbonyl]oxime 26419-73-8 Extremely Hazardous 1,3-Dithiolane-2-carboxaldehyde, 2,4-dimethyl-, O- [(methylamino)-carbonyl]oxime. -
The List of Extremely Hazardous Substances)
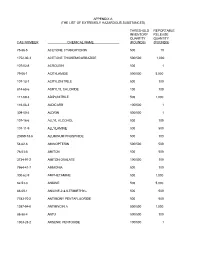
APPENDIX A (THE LIST OF EXTREMELY HAZARDOUS SUBSTANCES) THRESHOLD REPORTABLE INVENTORY RELEASE QUANTITY QUANTITY CAS NUMBER CHEMICAL NAME (POUNDS) (POUNDS) 75-86-5 ACETONE CYANOHYDRIN 500 10 1752-30-3 ACETONE THIOSEMICARBAZIDE 500/500 1,000 107-02-8 ACROLEIN 500 1 79-06-1 ACRYLAMIDE 500/500 5,000 107-13-1 ACRYLONITRILE 500 100 814-68-6 ACRYLYL CHLORIDE 100 100 111-69-3 ADIPONITRILE 500 1,000 116-06-3 ALDICARB 100/500 1 309-00-2 ALDRIN 500/500 1 107-18-6 ALLYL ALCOHOL 500 100 107-11-9 ALLYLAMINE 500 500 20859-73-8 ALUMINUM PHOSPHIDE 500 100 54-62-6 AMINOPTERIN 500/500 500 78-53-5 AMITON 500 500 3734-97-2 AMITON OXALATE 100/500 100 7664-41-7 AMMONIA 500 100 300-62-9 AMPHETAMINE 500 1,000 62-53-3 ANILINE 500 5,000 88-05-1 ANILINE,2,4,6-TRIMETHYL- 500 500 7783-70-2 ANTIMONY PENTAFLUORIDE 500 500 1397-94-0 ANTIMYCIN A 500/500 1,000 86-88-4 ANTU 500/500 100 1303-28-2 ARSENIC PENTOXIDE 100/500 1 THRESHOLD REPORTABLE INVENTORY RELEASE QUANTITY QUANTITY CAS NUMBER CHEMICAL NAME (POUNDS) (POUNDS) 1327-53-3 ARSENOUS OXIDE 100/500 1 7784-34-1 ARSENOUS TRICHLORIDE 500 1 7784-42-1 ARSINE 100 100 2642-71-9 AZINPHOS-ETHYL 100/500 100 86-50-0 AZINPHOS-METHYL 10/500 1 98-87-3 BENZAL CHLORIDE 500 5,000 98-16-8 BENZENAMINE, 3-(TRIFLUOROMETHYL)- 500 500 100-14-1 BENZENE, 1-(CHLOROMETHYL)-4-NITRO- 500/500 500 98-05-5 BENZENEARSONIC ACID 10/500 10 3615-21-2 BENZIMIDAZOLE, 4,5-DICHLORO-2-(TRI- 500/500 500 FLUOROMETHYL)- 98-07-7 BENZOTRICHLORIDE 100 10 100-44-7 BENZYL CHLORIDE 500 100 140-29-4 BENZYL CYANIDE 500 500 15271-41-7 BICYCLO[2.2.1]HEPTANE-2-CARBONITRILE,5- -

Benzyl Chlorid Final
Survey of benzyl chloride (CAS no. 100-44-7) Part of the LOUS-review [Series Title and year] Consultation draft Title: Editing: Survey of benzyl chloride (CAS no. 100-44-7) Pia Brunn Poulsen, FORCE Technology Maria Strandesen, FORCE Technology Anders Schmidt, FORCE Technology Published by: Photography: The Danish Environmental Protection Agency [Name] Strandgade 29 1401 Copenhagen K Denmark Illustration: www.mst.dk/english [Name] Year: Map: [xxxx] [Name] ISBN no. [xxxxxx] Disclaimer: When the occasion arises, the Danish Environmental Protection Agency will publish reports and papers concerning research and development projects within the environmental sector, financed by study grants provided by the Danish Environmental Protection Agency. It should be noted that such publications do not necessarily reflect the position or opinion of the Danish Environmental Protection Agency. However, publication does indicate that, in the opinion of the Danish Environmental Protection Agency, the content represents an important contribution to the debate surrounding Danish environmental policy. While the information provided in this report is believed to be accurate, The Danish Environmental Protection Agency disclaims any responsibility for possible inaccuracies or omissions and consequences that may flow from them. Neither the Danish Environmental Protection Agency nor FORCE Technology or any individual involved in the preparation of this publication shall be liable for any injury, loss, damage or prejudice of any kind that may be caused by persons who have acted based on their understanding of the information contained in this publication. Sources must be acknowledged. 2 Survey of benzyl chloride (CAS no. 100-44-7) Contents Preface ...................................................................................................................... 6 Summary and conclusions ......................................................................................... 8 Sammenfatning og konklusion ............................................................................... -

The Preparation of Certain Organic Chloroformates and Carbonates
Brigham Young University BYU ScholarsArchive Theses and Dissertations 1947-04-01 The preparation of certain organic chloroformates and carbonates Robert E. Brailsford Brigham Young University - Provo Follow this and additional works at: https://scholarsarchive.byu.edu/etd BYU ScholarsArchive Citation Brailsford, Robert E., "The preparation of certain organic chloroformates and carbonates" (1947). Theses and Dissertations. 8175. https://scholarsarchive.byu.edu/etd/8175 This Thesis is brought to you for free and open access by BYU ScholarsArchive. It has been accepted for inclusion in Theses and Dissertations by an authorized administrator of BYU ScholarsArchive. For more information, please contact [email protected], [email protected]. THE PREPARATI OH OF CERTAI N 0RG.1NIC CHLOROFORJ.'\Ll.TES AND CARBON T Thesis ubmitted to the Department of Chemistry Brigham Young University ~ .. ... "') .~ . ~ . "'). ... .. .. .. .. , ... .. ... : : ....: . ..-. ~ ..·.: : ..: ...• : ·.. ~ . : ,.. .~ : :. : ·: : ··.... ; ~ : ·. : : .: . : . : : : ••• .... •." •,.r_·: -••• ~ .... In Parti a l Fulfillment of the Re~uirements for the Degree Master of cienoe 147143 by Robert E. Brailsford .tipril 1947 This Thesis by Robert E. Brailsford is accepted in its present farm by the Department of Chemistry of Brigham Young University as satisfying the ·rhesis requirement for the degree of Master of Science. PREFACE flhile working for the Hooker Electrochemical Company of Niagara Falls , New York , from April 3 , 1943 , to January 30 , 1946 , the writer became interested in organic chloroformates and. carbonates , an interest instigated by requests from B. F . Goodrich Company for a number of samples . fter returning to Brigham Young University that preliminary interest was revived and the experi - mental work of this thesis was performed. under the direction of Dr . Charles ' . :Maw and Professor Joseph K. -

Benzyl Chloroformate (CHLOROFORMIC ACID, BENZYL ESTER)
Rev B Benzyl Chloroformate (CHLOROFORMIC ACID, BENZYL ESTER) C8H7O2Cl Molecular Weight = 170.6 CAS# 501‐53‐1 SPECIFICATIONS Assay: 98.% min. Color (APHA): 50 max. Benzyl Alcohol: 0.1% max. Hydrogen Chloride: 0.1% max. Benzyl Chloride: 1.5% max. Phosgene: 0.1% max. Dibenzyl Carbonate: 0.5% max. Iron: 1.5 PPM max. PHYSICAL PROPERTIES Appearance: Clear liquid free of visible contaminants BP: Decomposes at elevated temperature Odor: Pungent Density: 1.195 ‐1.22 MP/Range: ‐30°C Flash Point: 126°C NOTICE: The technical information and suggestions for use made herein are based on VanDeMark’s research and experience and are believed to be reliable, but such information and suggestions do not constitute a warranty, and no patent liability can be assumed. This publication is not to be taken as a license to operate under or infringe on any patents. Since VanDeMark has no control over the conditions under which the product is transported, stored, handled, used or applied, buyer must determine for himself by preliminary tests or otherwise, the suitability of the product for his purposes. VanDeMark’s liability on any basis is limited to the price of the product used. The information in this bulletin supersedes all previously issued bulletins on the subject matter covered. VanDeMark Benzyl Chloroformate APPLICATIONS SPILLS AND DISPOSAL Benzyl Chloroformate is a reactive chemical intermediate Use personal protective equipment (see MSDS). used in the synthesis of pharmaceutical and agrochemical Evacuate personnel to safe areas. Dike far ahead of products. It is used as a reagent in peptide synthesis to liquid spill for later disposal. -

Benzyl Chloride
Right to Know Hazardous Substance Fact Sheet Common Name: BENZYL CHLORIDE Synonyms: Chloromethyl Benzene; alpha-Chlorotoluene CAS Number: 100-44-7 Chemical Name: Benzene, (Chloromethyl)- RTK Substance Number: 0217 Date: July 2002 Revision: November 2010 DOT Number: UN 1738 Description and Use EMERGENCY RESPONDERS >>>> SEE LAST PAGE Benzyl Chloride is a colorless liquid with a strong, irritating Hazard Summary odor that causes tearing of the eyes. It is used in making dyes, Hazard Rating NJDOH NFPA plasticizers, drugs, lubricants, resins and cosmetics. HEALTH - 3 FLAMMABILITY - 2 f ODOR THRESHOLD = 0.041 ppm REACTIVITY - 1 f Odor thresholds vary greatly. Do not rely on odor alone to determine potentially hazardous exposures. CARCINOGEN CORROSIVE POISONOUS GASES ARE PRODUCED IN FIRE CONTAINERS MAY EXPLODE IN FIRE Reasons for Citation Hazard Rating Key: 0=minimal; 1=slight; 2=moderate; 3=serious; 4=severe f Benzyl Chloride is on the Right to Know Hazardous Substance List because it is cited by OSHA, ACGIH, DOT, f Benzyl Chloride can affect you when inhaled and may be NIOSH, DEP, IARC, IRIS, NFPA and EPA. absorbed through the skin. f This chemical is on the Special Health Hazard Substance f Benzyl Chloride is a CARCINOGEN and MUTAGEN. List. HANDLE WITH EXTREME CAUTION. f Benzyl Chloride is a CORROSIVE CHEMICAL and contact can severely irritate and burn the skin and eyes with possible eye damage. SEE GLOSSARY ON PAGE 5. f Inhaling Benzyl Chloride can irritate the nose and throat. f Inhaling Benzyl Chloride can irritate the lungs. Higher FIRST AID exposures may cause a build-up of fluid in the lungs Eye Contact (pulmonary edema), a medical emergency. -

230 Subpart K—Indirect Discharge Point Sources
§ 414.110 40 CFR Ch. I (7±1±00 Edition) [52 FR 42568, Nov. 5, 1987, as amended at 58 PSES and PSNS 1 FR 36893, July 9, 1993] Maximum Effluent characteristics Maximum for any for any monthly Subpart KÐIndirect Discharge one day average Point Sources Acenaphthene ................................... 47 19 Anthracene ........................................ 47 19 SOURCE: 58 FR 36893, July 9, 1993, unless Benzene ............................................ 134 57 otherwise noted. Bis(2-ethylhexyl) phthalate ................ 258 95 Carbon Tetrachloride ......................... 380 142 § 414.110 Applicability; description of Chlorobenzene .................................. 380 142 Chloroethane ..................................... 295 110 the subcategory of indirect dis- Chloroform ......................................... 325 111 charge point sources. Di-n-butyl phthalate ........................... 43 20 1,2-Dichlorobenzene .......................... 794 196 The provisions of this subpart are ap- 1,3-Dichlorobenzene .......................... 380 142 plicable to the process wastewater dis- 1,4-Dichlorobenzene .......................... 380 142 charges resulting from the manufac- 1,1-Dichloroethane ............................ 59 22 ture of the OCPSF products and prod- 1,2-Dichloroethane ............................ 574 180 1,1-Dichloroethylene .......................... 60 22 uct groups defined by § 414.11 from any 1,2-trans-Dichloroethylene ................. 66 25 indirect discharge point source. 1,2-Dichloropropane ......................... -

SUMMARY of PARTICULARLY HAZARDOUS SUBSTANCES (By
SUMMARY OF PARTICULARLY HAZARDOUS SUBSTANCES (by alpha) Key: SC -- Select Carcinogens RT -- Reproductive Toxins AT -- Acute Toxins SA -- Readily Absorbed Through the Skin DHS -- Chemicals of Interest Revised: 11/2012 ________________________________________________________ ___________ _ _ _ _ _ _ _ _ _ _ _ ||| | | | CHEMICAL NAME CAS # |SC|RT| AT | SA |DHS| ________________________________________________________ ___________ | _ | _ | _ | _ | __ | | | | | | | 2,4,5-T 000093-76-5 | | x | | x | | ABRIN 001393-62-0 | | | x | | | ACETALDEHYDE 000075-07-0 | x | | | | | ACETAMIDE 000060-35-5 | x | | | | | ACETOHYDROXAMIC ACID 000546-88-3 ||x| | x | | ACETONE CYANOHYDRIN, STABILIZED 000075-86-5 | | | x | | x | ACETYLAMINOFLUORENE,2- 000053-96-3 | x | | | | | ACID MIST, STRONG INORGANIC 000000-00-0 | x | | | | | ACROLEIN 000107-02-8 | | x | x | x | | ACRYLAMIDE 000079-06-1 | x | x | | x | | ACRYLONITRILE 000107-13-1 | x | x | x | x | | ACTINOMYCIN D 000050-76-0 ||x| | x | | ADIPONITRILE 000111-69-3 | | | x | | | ADRIAMYCIN 023214-92-8 | x | | | | | AFLATOXIN B1 001162-65-8 | x | | | | | AFLATOXIN M1 006795-23-9 | x | | | | | AFLATOXINS 001402-68-2 | x | | x | | | ALL-TRANS RETINOIC ACID 000302-79-4 | | x | | x | | ALPRAZOMAN 028981-97-7 | | x | | x | | ALUMINUM PHOSPHIDE 020859-73-8 | | | x | | x | AMANTADINE HYDROCHLORIDE 000665-66-7 | | x | | x | | AMINO-2,4-DIBROMOANTHRAQUINONE 000081-49-2 | x | | | | | AMINO-2-METHYLANTHRAQUINONE, 1- 000082-28-0 | x | | | | | AMINO-3,4-DIMETHYL-3h-IMIDAZO(4,5f)QUINOLINE,2- 077094-11-2 | x | | | | | AMINO-3,8-DIMETHYL-3H-IMIDAZO(4,5-f)QUINOXALINE, -

Benzyl Chloride)
Screening Assessment for the Challenge Benzene, (chloromethyl)- (Benzyl chloride) Chemical Abstracts Service Registry Number 100-44-7 Environment Canada Health Canada November 2009 Screening Assessment CAS RN 100-44-7 Synopsis Pursuant to section 74 of the Canadian Environmental Protection Act, 1999 (CEPA 1999), the Ministers of the Environment and of Health have conducted a screening assessment of benzene, (chloromethyl)-, also known as benzyl chloride, Chemical Abstracts Service Registry Number 100-44-7. This substance was identified in the categorization of the Domestic Substances List (DSL) as a high priority for action under the Challenge. Benzyl chloride was identified as presenting greatest potential for exposure of individuals in Canada and had been classified by other agencies on the basis of carcinogenicity and genotoxicity. Although the substance met the categorization criteria for persistence, it did not meet the criteria for bioaccumulation potential or inherent toxicity to aquatic organisms; therefore, the focus of this assessment relates primarily to human health aspects. According to data submitted in response to a Notice issued under section 71 of the Act, no persons in Canada reported manufacturing benzyl chloride in a quantity greater than or equal to the reporting threshold of 100 kg for the 2006 calendar year. However, it was reported that 100 000–1 000 000 kg were imported into Canada in that year. The response to the section 71 notice indicated that benzyl chloride is mainly used in Canada as a chemical intermediate for the synthesis of quaternary ammonium compounds, which are used primarily as hard surface sanitizers, corrosion inhibitors, fungicides in industrial cleaners and bactericides in surfactants in household and personal care products. -

(12) United States Patent (10) Patent No.: US 6,251,057 B1 Jung Et Al
USOO6251.057B1 (12) United States Patent (10) Patent No.: US 6,251,057 B1 Jung et al. (45) Date of Patent: Jun. 26, 2001 (54) DEHYDROHALOGENATIVE COUPLING R.A. Benkeser, et al, Sillylation of Organic Halides. A New REACTION OF ORGANIC HALIDES WITH Method of Forming the Carbon-SiliconBond; Journal of the SILANES American Chemical Society, 91:13, pp. 3666-3667, Jun. 18, 1969. (75) Inventors: Il Nam Jung, Seoul; Bok Ryul Yoo, R.A. Benkeser, et al, Trichlorosilane-Tertiary Amine Com Koyang; Joon Soo Han, Seoul, binations as Reducing agents for Polyhalo Compounds. Seung-Hyun Kang, Seoul, Yeon Seok Potential Analogies with Phosphorus Chemistry; Journal of Cho, Seoul, all of (KR) the American Chemical Society, 90:10, Sep. 11, 1968. (73) Assignee: Korea Institute of Science and * cited by examiner Technology, Seoul (KR) Primary Examiner Paul F. Shaver (*) Notice: Subject to any disclaimer, the term of this (74) Attorney, Agent, or Firm-Oblon, Spivak, McClelland, patent is extended or adjusted under 35 Maier & Neustadt, P.C. U.S.C. 154(b) by 0 days. (57) ABSTRACT The present invention relates to methods for making the (21) Appl. No.: 09/543,546 compounds of formula I which is a dehydrohalogenative (22) Filed: Apr. 5, 2000 coupling of hydrochlorosilanes of formula II with organic halides of formula III in the presence of a Lewis base (30) Foreign Application Priority Data catalyst. Apr. 13, 1999 (KR) ................................................. 99-13006 Mar. 15, 2000 (KR) ................................................. 00-13090 R°CHSR'Cl, (I) (51) Int. Cl." .................................................... C07F 7/08 HSR'Cl, (II) (52) U.S. Cl. .............................................................. 572/481 R°CHX (III) (58) Field of Search .............................................. -

United States Patent Office Patented Oct
3,535,391 United States Patent Office Patented Oct. 20, 1970 1. 2 the benzyl chloride is frequently used in industrial applica 3,535,391 STABILIZING COMPOSTIONS tions in a water free condition, it was necessary for the Glendon D. Kyker, Chattanooga, Tenn., assignor to user to separate the benzyl chloride from the water or Weisicol Chemical Corporation, Chattanooga, Tenn., a alkali solution. For a customer desiring benzyl chloride corporation of Tennessee free of water, anhydrous benzyl chloride has sometimes No Drawing. Continuation-in-part of application Ser. No. been stored and shipped in more expensive containers of 591,445, Nov. 2, 1966. This application Apr. 7, 1969, glass or silver, such materials being devoid of catalytic Ser. No. 814,518 activity. The portion of the term of the patent subsequent to The use of strong acids has also been proposed as Jan. 9, 1985, has been disclaimed O stabilizers for aralkyl halides. However, these acids often Int. CI. C07c 25/00, 25/14 cause corrosion of the containers and tend to deteriorate U.S. C. 260-651 10 Claims the aralkyl halides at high temperatures. In addition to condensation with itself, aralkyl halides ABSTRACT OF THE DISCLOSURE often form condensation products with relatively stable 5 hydrocarbons, particularly in Friedel-Crafts condensa New stabilized aralkyl halide compositions. tions catalyzed by metal contaminates. This reaction is undesirable in the case of aralkyl halides where they are stored or treated in solution with aromatic hydrocarbons. This application is a continuation in part of my copend The aromatic hydrocarbons may be inherently present as a ing application Ser. -

Important Interactions in Peptide-Based Transfection Agents, Sugars As Chiral Scaffolds, and Molecular Imprinting of Nerve Gases
IMPORTANT INTERACTIONS IN PEPTIDE-BASED TRANSFECTION AGENTS, SUGARS AS CHIRAL SCAFFOLDS, AND MOLECULAR IMPRINTING OF NERVE GASES By FLORENT ALLAIS A DISSERTATION PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY UNIVERSITY OF FLORIDA 2004 Copyright 2004 by Florent Allais This is dedicated to my parents Nadine and Jacques. This is for Stanislas, especially, who inspires me daily. ACKNOWLEDGMENTS First and foremost I would like to thank my parents and my grandmother Maria. Their love, support, and understanding are a continuous source of strength. They have always continued to support me in whatever endeavor I choose and I will forever be grateful. I would also like to thank my great-grandmother Alberte, who taught me a lot while I was a child; and my grandfather Georges, whom I didn’t have the joy to really know. I am sure they would be really proud to see the individual I became and where I am now. There are other important persons in my life: Stanislas, the greatest man I could have ever found; my family (although some of them did or still behave in a way that disgusts and upsets me); Nathan, (though I haven’t known him for a long time, I know that we will be friends forever); and finally Xavier, who is someone I won’t forget, in spite of huge misunderstandings about life and relationships. Next I would like to thank Pr. Eric Enholm for being a great advisor, but more importantly an excellent teacher.