An Evaluation of the Effect of a Datum System on the Determination of the Accuracy of Bevel Gear Teeth
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Drill Bits 101 I've Used Dowels in a Variety of Woodworking Projects
Drill Bits 101 I’ve used dowels in a variety of woodworking projects having bought myself a pretty decent doweling jig a few years ago. The jig itself came with a twist drill bit for each of the three dowel sizes. For my dowel joinery I often need to drill holes of two different depths; so sometimes it is handy to have two bits of the same diameter with stops set at the different depths. One day I inadvertently was using both a twist bit and a brad point bit and noticed very different results. For example, drilling into end grain was far more difficult with a brad point bit than with the twist bit. All of this got me wondering about the different types of woodworking drill bits. Hence my investigation into the family tree of woodworking drill bits. Note that many drill bits may be multi-purpose, but generally speaking there are different families of bits for plastic, metal(s), tile, and masonry, etc. The basic job of a drill bit of course is to stay centered and not wander, cut the wood to form a round hole, and eject the chips. Seems simple, but not so perhaps, which is why there are so many types of drill bits and even options on lips, lands, flutes, margins, and other design elements – details beyond the scope of Bevel Cut. Of all the types, the common twist drill, invented by Steven Morse in 1863 and covered in US Patent 38119 is the simplest. The V-angle of the tip can vary from 60 to 118 degrees, with the latter being most common in today’s hardware stores according to my own research. -

Dual Marking Gauge
Dual Marking Gauge U.S. Des. Pat. No. D677,179 The Veritas® Dual Marking Gauge has two rods mounted eccentrically in the reference face. One rod has a non-rotating wheel cutter whose bevel faces the reference face (outside cutter) and the other has a non-rotating wheel cutter whose bevel faces away from it (inside cutter), allowing the gauge to be used in a wide range of applications. The hardened steel wheel cutters cut wood fi bers rather than tear them, and produce fi ne cut- lines, ideal for chisel registration. The most common use for this gauge would be as a mortise gauge for scribing both sides of a mortise. Unlike other mortise gauges, the cutters on the Veritas Dual Marking Gauge are used independently, scribing just one line at a time. As a result, this marking gauge can be used anywhere a project requires repeated marking of two dimensions. The individual wheel cutters can be completely retracted into the reference face, and the gauge can function as a single-cutter marking gauge. For most traditional uses, the outside cutter (bevel facing the reference face) would be used; however, for thicknessing a workpiece, the inside cutter (bevel facing away from the reference face) would be used. The eccentric confi guration of the rods maximizes the size of the reference surface, while maintaining the overall size of the gauge. The short side can also be used if space is restricted. As an added advantage, the eccentric nature means this gauge is much less likely to roll off the work surface. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Marking and Cutting Gauges
Well Stocked Shop Multi-Marker If you’re constantly resetting your gauge to a single measurement, a 3-in-1 Brass Wheel Marking Gauge second gauge, like Lee Valley’s brass Marking Gauge #153490, $15.99 05N65.01, $24.50 3-in-1 gauge, may solve the problem. leevalley.com This gauge sports a head that you Marking and can outfit with a pin, knife, or blade, so you can select the cutter best suited to the task at hand. Cutting Gauges What I like best about this tool is its size. More than one way to make your mark woods. Filing a flat on one side of Like a 4" square, the pin can correct the tendency the compact gauge By Jeff Day to tear out, but your best bet is to fits neatly into my cuttingpartner gauge it with a cutting gauge. apron pocket so it’s With a knife-edged marker, a always in easy reach. Marking and excels at making M cutting gauges crisp, clean lines across the any years ago when I A pin-headed gauge is good grain. Compared to a pin- began tooling up my shop, I for establishing lines parallel scratched line, the cutline helps quickly discovered how much One of my first purchases to the grain, such as you’d need prevent splintering and tear- I could accomplish with basic was the markingonly member gauge of the when laying out hinges, grooves out, a handy attribute when hand tools. Though many were gauge family that is technically for drawer bottoms, rabbets, or chiseling dovetails at their antiques, it wasn’t long before called a due to the thickness of a board when baseline. -
Marking Gauge
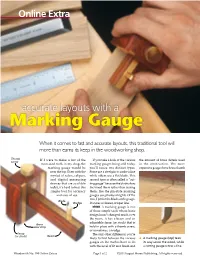
Online Extra accurate layouts with a Marking Gauge When it comes to fast and accurate layouts, this traditional tool will more than earns its keep in the woodworking shop. Thumb If I were to make a list of the If you take a look at the various the amount of brass details used screw most-used tools in my shop, the marking gauges being sold today, in the construction. The more marking gauge would be you’ll notice two distinct types. expensive gauges have brass thumb near the top. Even with the Some use a steel pin to scribe a line myriad of rulers, calipers, while others use a flat blade. This and digital measuring second type is often called a “cut- devices that are available ting gauge” because the blade slices today, it’s hard to beat this the wood fibers rather than tearing simple tool for accuracy them, like the pin-style marking and ease of use. gauges (see photos at right). Of the two, I prefer the blade-style gauge. Blade Wedge It scores a cleaner, crisper line. DESIGN. A marking gauge is one of those simple tools whose basic design hasn’t changed much over the years. It has a beam and an adjustable fence (or stock) that is Brass wear strip held in place with a thumb screw, or sometimes, a wedge. Fence The only other differences you’re (or stock) Beam likely to find between the various { A marking gauge (top) tears gauges on the market have to do its way across the wood, while with the level of fit and finish and a cutting gauge scores a line. -
Jointing Sharpening Now Observe How the Clock
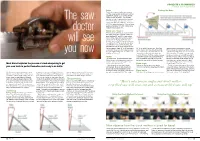
PROJECTS & TECHNIQUES Product tech – saw doctor PHOTOGRAPHS BY MARK HARRELL Rake Finding the Rake Rake is the degree of offset from vertical, and this angle governs whether you want an aggressive, ripping cut, or a clean, slower crosscut. Note the angle – we generally set rake for a rip filing somewhere between The saw 0° to 8°. Establish rake closer to zero for aggressive ripping in softwoods, and closer to 10° for dense hardwoods. Crosscut filings generally mandate 15° to 20°. Hybrid-filing finds the sweet spot at 10°. Bevel (aka ‘fleam’) doctor Bevel indicates whether you desire to knife the cutting edge of a sawtooth. Little to no bevel (between 0° and 8°), is best suited for rip filings. Again, the rule here is select closer to 0° for ripping softwoods, and gravitate closer to 8° for ripping hardwoods. will see I usually find that 5° for dedicated rip either way delivers a crisp, assertive action, and mitigates tear-out on the far side of the cut. As for crosscut filings, 15° to 20° delivers a 20° is the perfect bevel angle.” Don’t buy and somewhere in between for hybrid. clean, knife-like action when sawing across into it. Anyone who says they consistently Here’s why precise angles just don’t matter: the grain. Hybrid-filing finds the sweet spot hit a certain degree standard when hand- a rip-filed saw will crosscut, and a crosscut- you now for both at 10° to 12°. sharpening a saw is full of it. Again, the filed saw will rip. The point is, any properly important thing isn’t hitting a certain degree. -

Hand Saw Restoration
NUMBER 175 MARCH 2014 A Journal of Tool Collecting published by CRAFTS of New Jersey Hand Saw Restoration A Presentation by Bob Garay The November CRAFTS Written by Dave Nowicki dle doesn’t make the saw perfect, it can meeting featured a presentation on and does make the saw more comforta- saw restoration by CRAFTS Presi- ble to use. It’s the steel used in these dent Bob Garay. Following is most of the key elements in saws that makes them special. It was highly tempered, the presentation that collectors and woodworkers can use enabling it to hold an edge for a very long time before in the selection and restoration of quality hand saws. resharpening is required. Regardless of any other en- The first rule of thumb is to start with a good hancements it’s the steel that makes a saw. What’s a good saw? In this case we’re talking saw good. With regard to other enhance- about good usable saws. Many times just knowing the ments, just about any saw with a rose- maker of the saw will tell you whether you have a good wood handle is a good indicator of a high saw. According to Bob, when he sees a Disston, a Si- quality saw, where premium materials monds or an Atkins saw he knows it’s a good saw. were used to enhance the product. For When it comes to value, Disston‘s are the ones to look example the Atkins #400 and #401 saws for. They were all made to a consistent high quality had rosewood handles. -

Cosentino PRODUCT GUIDE Product Guide
Cosentino PRODUCT GUIDE Product Guide * ** YEAR TRANSFERABLE WARRANTY * See specific warranty conditions. ** To obtain more information about hues with NSF certificate, please visit www.nsf.org COSENTINO NORTH AMERICA HEADQUARTERS 355 Alhambra Circle Suite 1000, Coral Gables, FL 33134 , United States of America 786.686.5060 F T ò @CosentinoUSA www.cosentino.com I www.silestone.com SAP 904295 MAR18 2 4 A Big Family Around the World USA CANADA IRELAND SWEDEN Cosentino ANAHEIM Cosentino CALGARY Cosentino DUBLIN Cosentino GÖTEBORG Cosentino ATLANTA Cosentino VANCOUVER Cosentino AUSTIN Cosentino TORONTO UK SWITZERLAND Cosentino BOSTON Cosentino QUEBEC Cosentino DARLINGTON Cosentino ZURICH Cosentino CHARLOTTE Cosentino CITY TORONTO Cosentino EAST LONDON Cosentino CHICAGO Cosentino CITY MONTREAL Cosentino GLOUCESTER HOLLAND Cosentino CINCINNATI Cosentino HOOK Cosentino Cosentino DALLAS MEXICO Cosentino CITY LONDON THE NETHERLANDS Cosentino DENVER Cosentino MEXICO DF Cosentino MANCHESTER Cosentino DETROIT Cosentino NORTHERN IRELAND* ISRAEL Cosentino FORT PUERTO RICO Cosentino SCOTLAND Cosentino TEL AVIV LAUDERDALE Cosentino PUERTO RICO Cosentino HAWAII DENMARK TURQUIA Cosentino HOUSTON SPAIN Cosentino DENMARK Cosentino ANKARA Cosentino KANSAS CITY Cosentino A CORUÑA Cosentino ESTAMBUL Cosentino LONG ISLAND Cosentino BILBAO FINLAND Cosentino IZMIR Cosentino LOS ANGELES Cosentino BARCELONA Cosentino HELSINKI Cosentino MILWAUKEE Cosentino CASTELLÓN SINGAPORE Cosentino MINNEAPOLIS Cosentino MÉRIDA GERMANY Cosentino LO SINGAPORE Cosentino NEW JERSEY -
Bevel Desk Is Designed for Indoor Use on Level Floors
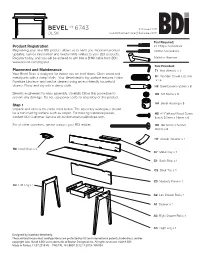
TM BEVEL 6743 bdiusa.com DESK [email protected] Tool Required: Product Registration #1 Phillips Screwdriver Registering your new BDI product allows us to send you important product Slotted Screwdriver updates, service information and helpful hints related to your BDI products. Register today, and you will be entered to win free a BINK table from BDI: Mallet or Hammer www.bdiusa.com/register Tool Provided: Placement and Maintenance T1 Hex Wrench x 1 Your Bevel Desk is designed for indoor use on level floors. Clean wood and metal parts with a damp cloth. Your Bevel desk's top surface features Forbo H1 Wooden Dowel x 35 mm Furniture Linoleum and can be cleaned using an eco-friendly household x 16 cleaner. Rinse and dry with a damp cloth. H2 Steel Dowel x 52mm x 8 Bevel is engineered for easy assembly. Carefully follow this procedure to H3 Set Screw x 8 prevent any damage. Do not use power tools for assembly of this product. H4 Barrel Housing x 8 Step 1 Unpack and identify the parts listed below. The assembly workspace should be a non-marring surface such as carpet. For missing hardware pieces, H5 #2 Flathead Wood Screw contact BDI Customer Service at: [email protected]. (black) 3,5mm x 16mm x 6 For all other concerns, please contact your BDI retailer. H6 M6 Screw (chrome) 80mm x 8 H7 Drawer Retainer x 1 H8 Cord Wrap x 2 C7 Metal Tray x 1 C1 Back Stop x 1 C2 Desk Top x 1 Modesty Panel x 1 C3 C4 Left Leg x 1 A2 Left Drawer Rail x 1 A1 Drawer x 1 A3 Right Drawer Rail x 1 C5 Right Leg x 1 Designed by Matthew Weatherly. -

Revolving Windsor Chair
16 Revolving Windsor Chair A few years ago it fell to me to write a story about Thomas Jefferson in a chess match with his slave Jupiter. This venture led to a play on the same subject, as well as research into the physical objects used as metaphorical vehicles for the ideas. In this regard, Jefferson makes it easy for us. One of the more obvious physical items is the revolving Windsor chair used by Jefferson when he was working to draft the Declaration of Independence in 1776. Having seen a picture of the chair in its surviving form and an- other picture of a re-creation of it, I undertook to make a similar one to use on stage. My version differs from the original in the use of a steam-bent arm rail rather than a sawn and carved one, because I could make a bent arm faster than a sawn one. Making this swivel Windsor is in some ways easier than making a normal one, in that the seat is circular rather than a sculpted outline. There are a lot of parts and processes to a Windsor chair, but with the exception of hollowing the seat, you have already seen how to do them all. Windsor chairs, as the name suggests, are of English design. Windsor chair-making in England centered around the town of High Wycombe, but the chairmaking did not begin in town. Out in the woods, workers called chair bodgers felled, split, and turned the beech legs on their springpole lathes, then sold these legs to chairmakers in town. -

Measuring and Layout
DRILLING DRILLING MEASURING AND LAYOUT TAPE MEASURES CHALK LINES/PLUMB BOBS DIGITAL MEASURING PRECISION MEASURING RULERS/SQUARES LEVELS PROTRACTORS MARKING TOOLS AND FLAGGING TAPES Measuring and Layout 1 TAPE MEASURES INDUSTRIAL TAPE MEASURES - SAE INDUSTRIAL TAPE MEASURES - SAE/METRIC • Durable nylon coated blade • Durable nylon coated blade • High contrast blade for easy reading • High contrast blade for easy reading • Impact resistant case with rubberized grip • Impact resistant case with rubberized grip • Easy slide lock in any position • Easy slide lock in any position Item # Size Item # Size 27904 1" x 16' 27902 5/8" x 10' (3M) 27906 1" x 25' 27908 1" x 25' (7.5M) NEW PROFESSIONAL TAPE MEASURES - SAE/ PROFESSIONAL TAPE MEASURES - SAE METRIC • Impact resistant rubberized case • Impact resistant rubberized case • Easy-to-read black and red markings • Easy-to-read black and red markings • Slide-down bar locks tape in any position • Slide-down bar locks tape in any position • Tru-zero hook and removable belt clip • Tru-zero hook and removable belt clip Item # Size Item # Size Item # Size Item # Size 27914 1" x 16' 27922 1-1/4" x 16' 27916 1" x 16' (5M) 27924 1-1/4" x 16' (5M) 27918 1" x 25' 27926 1-1/4" x 25' 27920 1" x 25' (7.5M) 27928 1-1/4" x 25' (7.5M) 2 Measuring and Layout Tape Measures/Long Tapes NEW 1" X 25' TAPE MEASURE FRACTIONAL 1" X 25' (7.5M) TAPE MEASURE MARKINGS - SAE DOUBLE SIDED - SAE/METRIC • Easy read fractional markings • Best when taking measurements at a height • Impact resistant rubberized case • Impact resistant -

Show Catalogue 2016
PRESENTS Live Love Guitars BERLIN OCT 8+9 2016 C4 C3 C2 C1 DEMO CONCERTS SHOW OFFICE SOUND CABINS SOUND CABINS EXHIBITOR SERVICES 5 Cabins: 5 Cabins: Restricted access Testing electric Testing electric guitars & basses guitars, basses & acoustic guitars STAGE SOUND CABINS 4 Cabins: Testing acoustic guitars FOYER ESTREL HALL Exhibitors Exhibitors 66-137 1-65 Bathrooms Show Entrance & Exit Restaurant PASSAGE area Ticket Counter Wardrobe Smoking Area Reception ROOM PARIS ROOM LYON ROOM STRAßBURG Entrance Estrel PUBLIC LOUNGE DEMO CONCERTS LECTURES TAXI Ziegrastraße THE HOLY GRAIL GUITAR SHOW 2016 October 8 & 9, 2016 Estrel Berlin Sonnenallee 225 12057 Berlin ► PUBLIC HOURS: ► DEMO CONCERTS & LECTURES: Saturday, October 8, 2016 • 10:00 - 18:00 First-come, first-served; once all seats are taken doors will close. Sunday, October 9, 2016 • 10:00 - 17:00 Doors will remain closed during concerts and lectures. The schedule is subject to change without notice. ► TICKETS*: Free of ChArge for TiCkeT hOlDerS 1-day ticket € 20 Weekend ticket € 30 ► DISCOUNTED 1-DAY ticKETS*: Disabled persons, seniors ( 65 and older), students € 12 Child (ages 6-14) free * All prices include 19 % VAT The Holy Grail Guitar Show is organized by the European Guitar Builders e.V. (EGB). An important part of the EGB’s mission is the promotion of the luthier-built guitar among the guitar playing public. 3 i n today’s connected have large budgets to advertise widely, or pay endorsers to world we can browse create this ‘mimetic desire’ that drives most of the market. On WELCOME TO the internet and find the face of it we are at a distinct disadvantage compared to the out about builders all large companies, which are able to generate it in spades.