Selecting and Applying Aluminum Electrolytic Capacitors for Inverter Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Introduction What Is a Polymer Capacitor?
ECAS series (polymer-type aluminum electrolytic capacitor) No. C2T2CPS-063 Introduction If you take a look at the main board of an electronic device such as a personal computer, you’re likely to see some of the six types of capacitors shown below (Fig. 1). Common types of capacitors include tantalum electrolytic capacitors (MnO2 type and polymer type), aluminum electrolytic capacitors (electrolyte can type, polymer can type, and chip type), and MLCC. Figure 1. Main Types of Capacitors What Is a Polymer Capacitor? There are many other types of capacitors, such as film capacitors and niobium capacitors, but here we will describe polymer capacitors, a type of capacitor produced by Murata among others. In both tantalum electrolytic capacitors and aluminum electrolytic capacitors, a polymer capacitor is a type of electrolytic capacitor in which a conductive polymer is used as the cathode. In a polymer-type aluminum electrolytic capacitor, the anode is made of aluminum foil and the cathode is made of a conductive polymer. In a polymer-type tantalum electrolytic capacitor, the anode is made of the metal tantalum and the cathode is made of a conductive polymer. Figure 2 shows an example of this structure. Figure 2. Example of Structure of Conductive Polymer Aluminum Capacitor In conventional electrolytic capacitors, an electrolyte (electrolytic solution) or manganese dioxide (MnO2) was used as the cathode. Using a conductive polymer instead provides many advantages, making it possible to achieve a lower equivalent series resistance (ESR), more stable thermal characteristics, improved safety, and longer service life. As can be seen in Fig. 1, polymer capacitors have lower ESR than conventional electrolytic Copyright © muRata Manufacturing Co., Ltd. -

Capacitors and Inductors
DC Principles Study Unit Capacitors and Inductors By Robert Cecci In this text, you’ll learn about how capacitors and inductors operate in DC circuits. As an industrial electrician or elec- tronics technician, you’ll be likely to encounter capacitors and inductors in your everyday work. Capacitors and induc- tors are used in many types of industrial power supplies, Preview Preview motor drive systems, and on most industrial electronics printed circuit boards. When you complete this study unit, you’ll be able to • Explain how a capacitor holds a charge • Describe common types of capacitors • Identify capacitor ratings • Calculate the total capacitance of a circuit containing capacitors connected in series or in parallel • Calculate the time constant of a resistance-capacitance (RC) circuit • Explain how inductors are constructed and describe their rating system • Describe how an inductor can regulate the flow of cur- rent in a DC circuit • Calculate the total inductance of a circuit containing inductors connected in series or parallel • Calculate the time constant of a resistance-inductance (RL) circuit Electronics Workbench is a registered trademark, property of Interactive Image Technologies Ltd. and used with permission. You’ll see the symbol shown above at several locations throughout this study unit. This symbol is the logo of Electronics Workbench, a computer-simulated electronics laboratory. The appearance of this symbol in the text mar- gin signals that there’s an Electronics Workbench lab experiment associated with that section of the text. If your program includes Elec tronics Workbench as a part of your iii learning experience, you’ll receive an experiment lab book that describes your Electronics Workbench assignments. -

Aluminum Electrolytic Vs. Polymer – Two Technologies – Various Opportunities
Aluminum Electrolytic vs. Polymer – Two Technologies – Various Opportunities By Pierre Lohrber BU Manager Capacitors Wurth Electronics @APEC 2017 2017 WE eiCap @ APEC PSMA 1 Agenda Electrical Parameter Technology Comparison Application 2017 WE eiCap @ APEC PSMA 2 ESR – How to Calculate? ESR – Equivalent Series Resistance ESR causes heat generation within the capacitor when AC ripple is applied to the capacitor Maximum ESR is normally specified @ 120Hz or 100kHz, @20°C ESR can be calculated like below: ͕ͨ͢ 1 1 ͍̿͌ Ɣ Ɣ ͕ͨ͢ ∗ ͒ ͒ Ɣ Ɣ 2 ∗ ∗ ͚ ∗ ̽ 2 ∗ ∗ ͚ ∗ ̽ ! ∗ ̽ 2017 WE eiCap @ APEC PSMA 3 ESR – Temperature Characteristics Electrolytic Polymer Ta Polymer Al Ceramics 2017 WE eiCap @ APEC PSMA 4 Electrolytic Conductivity Aluminum Electrolytic – Caused by the liquid electrolyte the conductance response is deeply affected – Rated up to 0.04 S/cm Aluminum Polymer – Solid Polymer pushes the conductance response to much higher limits – Rated up to 4 S/cm 2017 WE eiCap @ APEC PSMA 5 Electrical Values – Who’s Best in Class? Aluminum Electrolytic ESR approx. 85m Ω Tantalum Polymer Ripple Current rating approx. ESR approx. 200m Ω 630mA Ripple Current rating approx. 1,900mA Aluminum Polymer ESR approx. 11m Ω Ripple Current rating approx. 5,500mA 2017 WE eiCap @ APEC PSMA 6 Ripple Current >> Temperature Rise Ripple current is the AC component of an applied source (SMPS) Ripple current causes heat inside the capacitor due to the dielectric losses Caused by the changing field strength and the current flow through the capacitor 2017 WE eiCap @ APEC PSMA 7 Impedance Z ͦ 1 ͔ Ɣ ͍̿͌ ͦ + (͒ −͒ )ͦ Ɣ ͍̿͌ ͦ + 2 ∗ ∗ ͚ ∗ ͍̿͆ − 2 ∗ ∗ ͚ ∗ ̽ 2017 WE eiCap @ APEC PSMA 8 Impedance Z Impedance over frequency added with ESR ratio 2017 WE eiCap @ APEC PSMA 9 Impedance @ High Frequencies Aluminum Polymer Capacitors have excellent high frequency characteristics ESR value is ultra low compared to Electrolytic’s and Tantalum’s within 100KHz~1MHz E.g. -

Technical Notes for Electrolytic Capacitor
TECHNICAL NOTES FOR EL ECTROLYTIC CAPACITOR 2. MANUFACTURE OF ALUMINUM ELECTROLYTIC CAPACITOR Raw Aluminum Foil (1) Etching To obtain higher capacitance, surface area of aluminum foil for electrolytic capacitor increases through etching process. In etching process, aluminum foil is applied with DC or Etched Aluminum Foil AC current in a chloride solution to preferentially dissolve the surface. Surface area is increased by 60-150 times for low voltage foils and 10-30 times for high voltage foils. (2) Anodization(Formation of Dielectric Layer) Aluminum foil for electrolytic capacitor is further formed with anodic oxide film (Al2O3) on the surface as dielectric layer. Etched aluminum foil is immersed into a solution Formed Foil including ammonium salt of boric acid or phosphoric acid and applied with DC voltage so that the foil Aluminum Oxide becomes positive and the solution becomes negative. Then aluminum oxide film is formed on the surface in proportion to the applied voltage. The anodic oxide film, having the thickness of 13-15 angstrom/V (1.3-1.5 nm/V), is extremely thin, compact and highly Aluminum Substrate insulating. RUBYCON CORPORATION 2 TECHNICAL NOTES FOR EL ECTROLYTIC CAPACITOR Slitting (3) Slitting Process Etching and Forming are processed with wide roll of master foil. Then the master roll is slitted into individual rolls with specified width as per the specification. Stitching & Winding (4) Stitching and Winding Slit anode and cathode foils after slitting process are stitched with lead tabs and wound into cylindrical element together with spacer paper. Spacer paper is to contain liquid electrolyte that works as real cathode and restores damaged dielectric film, as well as maintaining the distance between anode and cathode foils constant to prevent short circuit. -
100“ 168\A166\1::: 1:1 162 { 164C 1
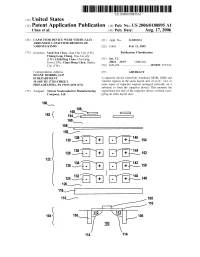
US 20060180895Al (19) United States (12) Patent Application Publication (10) Pub. No.: US 2006/0180895 A1 Chen et al. (43) Pub. Date: Aug. 17, 2006 (54) CAPACITOR DEVICE WITH VERTICALLY (21) Appl. No.: 11/055,933 ARRANGED CAPACITOR REGIONS OF VARIOUS KINDS (22) Filed: Feb. 11, 2005 (75) Inventors: Yueh-You Chen, Hsin-Chu City (TW); Publication Classi?cation Chung-Long Chang, Dou-Liu city (TW); Chih-Ping Chao, Chu-Dong (51) Int. Cl. Town (TW); Chun-Hong Chen, Jhubei H01L 29/93 (2006.01) City (TW) (52) U.S. Cl. .......................................... .. 257/595; 257/E2l Correspondence Address: (57) ABSTRACT DUANE MORRIS, LLP IP DEPARTMENT A capacitor device selectively combines MOM, MIM and 30 SOUTH 17TH STREET varactor regions in the same layout area of an IC. TWo or PHILADELPHIA, PA 19103-4196 (US) more types of capacitor regions arranged vertically on a substrate to form the capacitor device. This increase the (73) Assignee: Taiwan Semiconductor Manufacturing capacitance per unit of the capacitor device, Without occu Company, Ltd. pying an extra layout area. 100“ 168\A166\1::: 1:1 162 { 164C 1:: . 160 158, F I /_\~ ’/'_‘\ 130 Bi- - + - +--E6_,154 /\_ A/A\ 128 i. - + - +--?, 152 122 ' 134 . ,/—\ 142 126 \_/—'—~ . + .. +_-\_, 150 /\'_ ‘/_\ 4 124 i. + - +--—2, 148 120% 118/1- ] 116f 108 112 112 104 10s \ p — /_/ 106 _ m _ 114 l_/114 110 Patent Application Publication Aug. 17, 2006 Sheet 2 0f 2 US 2006/0180895 A1 200“ - + - + + - + - - + - + + - + - FIG. 2 300% 316% + ' + 314“ 312% + + 310v“ ' 308 “w - + - + 306\___ 304“ + + FIG. 3 US 2006/0180895 A1 Aug. -

Capacitor & Capacitance
CAPACITOR & CAPACITANCE - TYPES Capacitor types Listed by di-electric material. A 12 pF 20 kV fixed vacuum capacitor Vacuum : Two metal, usually copper, electrodes are separated by a vacuum. The insulating envelope is usually glass or ceramic. Typically of low capacitance - 10 - 1000 pF and high voltage, up to tens of kilovolts, they are most often used in radio transmitters and other high voltage power devices. Both fixed and variable types are available. Vacuum variable capacitors can have a minimum to maximum capacitance ratio of up to 100, allowing any tuned circuit to cover a full decade of frequency. Vacuum is the most perfect of dielectrics with a zero loss tangent. This allows very high powers to be transmitted without significant loss and consequent heating. Air : Air dielectric capacitors consist of metal plates separated by an air gap. The metal plates, of which there may be many interleaved, are most often made of aluminium or silver-plated brass. Nearly all air dielectric capacitors are variable and are used in radio tuning circuits. Metallized plastic film: Made from high quality polymer film (usually polycarbonate, polystyrene, polypropylene, polyester (Mylar), and for high quality capacitors polysulfone), and metal foil or a layer of metal deposited on surface. They have good quality and stability, and are suitable for timer circuits. Suitable for high frequencies. Mica: Similar to metal film. Often high voltage. Suitable for high frequencies. Expensive. Excellent tolerance. Paper: Used for relatively high voltages. Now obsolete. Glass: Used for high voltages. Expensive. Stable temperature coefficient in a wide range of temperatures. Ceramic: Chips of alternating layers of metal and ceramic. -
3. PPE Materials Components and Devices 2019 USPAS
Pulsed Power Engineering: Materials & Passive Components and Devices U.S. Particle Accelerator School University of New Mexico Craig Burkhart & Mark Kemp SLAC National Accelerator Laboratory June 24-28, 2019 Materials & Passive Components and Devices Used in Pulsed Power Engineering - Materials • Conductors • Insulators • Magnetic material - Passive components and devices • Resistors • Capacitors • Inductors • Transformers • Transmission lines • Loads - Klystrons - Beam kickers Jun. 24-28, 2019 USPAS Pulsed Power Engineering C. Burkhart & M. Kemp 2 Materials - Generally encounter three types of materials in pulsed power work • Conductors - Wires & cable - Buss bars - Shielding - Resistors • Insulators - Cables and bushing - Standoffs - Capacitors • Magnetic - Inductors, transformers, and magnetic switches - Ferrite and tape-wound Jun. 24-28, 2019 USPAS Pulsed Power Engineering C. Burkhart & M. Kemp 3 Calculating Resistance - At low frequency, resistance (R) determined by: • R = ρℓ/A (ohm) - Material resistivity, ρ (Ω•cm) - Conductor length, ℓ (cm) - Conductor cross-sectional area, A (cm2) - At high frequency, effective conductor area decreased by “skin effect” • Conducted current produces magnetic field • Magnetic field induces eddy currents in conductor which oppose/cancel B • Eddy currents decay due to material resistance, allow conducted current/magnetic field to penetrate material • Skin depth, δ, is the effective conducted current penetration (B = Bapplied/e) • δ = (2ρ/μω)½ (meters) for a current of a fixed frequency ω=2πf, or δ ≈ (2tρ/μ)½ (meters) for a pulsed current of duration t (sec) - Material resistivity, ρ (Ω•m) - Material permeability, μ (H/m) ½ ½ • δ = (6.6/f )[(ρ/ρc)/(μ/μo)] (cm) -8 - Normalized resistivity, (ρ/ρc) , copper resistivity, ρc = 1.7 X 10 (Ω•m) -7 - Relative permeability, μr =(μ/μo), permeability of free space, μo = 4π X 10 (H/m) • Litz wire is woven to minimize skin effects Jun. -

Tantalum Hybrid® Capacitors
7DQWDOXP+\EULG&DSDFLWRUV- The Capacitors with the Highest Available Power Density in Medium Voltage Range 'DYLGýHVSLYD Czech Technical University in Prague 7HFKQLFNi6W Prague - 6, 166 27, Czech Republic David A. Evans, president Evans Capacitor Company 72 Boyd Avenue East Providence, RI 02914 401-435-3555 [email protected] =X]DQD.HMtNRYi Czech Technical University in Prague Dept. Of El. Power Engineering 7HFKQLFNi6W Prague - 6, 166 27, Czech Republic Abstract Tantalum Hybrid electrolytic/electrochemical capacitors are very versatile compo- nents, used in a wide variety of applications. This paper deals with pulse discharge characte- ristics measurement and specific power determination of these capacitors. Capacitors ZLWK 100 V rated voltage were chosen for the measurement. The capacitors were repetitively dis- charged into a low resistance load. More than 140 surge discharges were made with each component. The results were statistically processed and are presented. Equivalent series resis- tance of Hybrid capacitors is calculated from these measurements and based on its magnitude the specific power of the components is determined. Simultaneously with tantalum Hybrid capacitors some aluminum electrolytic capacitors were measured and the results are presented as well. Based on these results the capacitors are then compared. Tantalum Hybrid capacitors have the highest volumetric specific power (related to its dimensions) in medium voltage range. Introduction Tantalum Hybrid capacitors take advantage of the best features of electrolytic and electrochemical capacitors. They combine an anode from an electrolytic capacitor, a cathode from an electrochemical capacitor and compatible electrolyte. The tantalum Hybrid capacitor is a series combination of an anodic dielectric oxide film capacitance, Ta2O5, and a high elec- trochemical capacitance, a film of the conductive metal oxide, RuO2. -

Capacitors Capacitors
Capacitors There seems to be a lot of hype and mystery concerning the sound of capacitors, the quality of capacitors and what capacitors actually do in a circuit. There are many types of capacitors including ceramic, polyester, polypropylene, polycarbonate silver mica, tantalum and electrolytic. Each has its own area of “expertise”. One type of capacitor will perform well in a particular application and perform poorly in another. A capacitor is simply two metal plates separated by a dielectric. An electrical charge is stored between these two plates. The plates and dielectric can be made form several different types of material. The closer the plates are, the higher the capacitance and the larger the area of the plates, the larger the capacitance. The dielectric material affects the capacitance as well. Here is some brief information about the particular types. Note: The unit of capacitance is the Farad. It is a very large unit and so we use the following to express capacitance Microfarad is one millionth of a farad. Picofarad is one millionth of a microfarad So 0.001mfd is equal to 1000 picofarad (pF) The above diagram shows a simple representation of a capacitor. The capacitor is shown in RED . In parallel with the plates of the capacitor is a resistance, InsInsIns-Ins ---ResRes of the insulation. Teflon has the highest resistance with polystyrene, polypropylene and polycarbonate coming in second. Third is polyester and then the ceramics COG, Z5U and XR7 with tantalum and aluminium last. Dap is the Dielectric Absorption. All capacitors when charged to a particular voltage and then the leads are shorted, will recover some of their charge after the short is removed. -

MT-101: Decoupling Techniques
MT-101 TUTORIAL Decoupling Techniques WHAT IS PROPER DECOUPLING AND WHY IS IT NECESSARY? Most ICs suffer performance degradation of some type if there is ripple and/or noise on the power supply pins. A digital IC will incur a reduction in its noise margin and a possible increase in clock jitter. For high performance digital ICs, such as microprocessors and FPGAs, the specified tolerance on the supply (±5%, for example) includes the sum of the dc error, ripple, and noise. The digital device will meet specifications if this voltage remains within the tolerance. The traditional way to specify the sensitivity of an analog IC to power supply variations is the power supply rejection ratio (PSRR). For an amplifier, PSRR is the ratio of the change in output voltage to the change in power supply voltage, expressed as a ratio (PSRR) or in dB (PSR). PSRR can be referred to the output (RTO) or referred to the input (RTI). The RTI value is equal to the RTO value divided by the gain of the amplifier. Figure 1 shows how the PSR of a typical high performance amplifier (AD8099) degrades with frequency at approximately 6 dB/octave (20 dB/decade). Curves are shown for both the positive and negative supply. Although 90 dB at dc, the PSR drops rapidly at higher frequencies where more and more unwanted energy on the power line will couple to the output directly. Therefore, it is necessary to keep this high frequency energy from entering the chip in the first place. This is generally done with a combination of electrolytic capacitors (for low frequency decoupling), ceramic capacitors (for high frequency decoupling), and possibly ferrite beads. -

Solid Polymer Aluminum SMT Capacitors Tape Specifications Reel Specifications
Application Guide, Solid Polymer Aluminum SMT Capacitors Tape Specifications Reel Specifications SPA ESRD ESRE ESRH SPA Type t2 = H + 0.3 mm ±0.2 mm W D– P A B EF P 1 P t ±0.3 + 0.1/–0.0 Ø ±0.2 2 ±0.2 ±0.2 1 A ±0.2 B Min. C ±0.5 D ±0.8 E ±0.5 W ±1.0 t 12.0 1.8 5.5 1.5 4.0 8.0 2.0 7.7 4.6 0.4 333.0 50.0 13.0 21.0 2.0 14.0 3.0 Tol.: ± mm unless otherwise specified Design Kits Design kits containing various ratings are available through the CDE web site. Typical Temperature Characteristics Capacitance Change at 120 Hz Dissipation Factor at 120 Hz 20 10 10µF/6.3V 10µF/6.3V 8 10 6 % ) 0 C ( DF ( % ) ǻ 4 -10 2 -20 0 -60 -20 20 60 100 -60 -20 20 60 100 Temperature (°C) Temperature (°C) CDE Cornell Dubilier • 1605 E. Rodney French Blvd. • New Bedford, MA 02744 • Phone: (508)996-8561 • Fax: (508)996-3830 • www.cde.com Application Guide, Solid Polymer Aluminum SMT Capacitors Typical Impedance and Equivalent Series Resistance ESRD (3.1 mm Ht.) 100.000 ESRD680M08R 68 uF/8 V Impedance/E.S.R. 10.000 ESRD121M04R 120 uF/4 V Impedance/E.S.R. 1.000 ESRD181M02R Ohms 180 uF/2 V Impedance/E.S.R. 0.100 0.010 0.001 0.1 1 10 100 1000 10000 100000 Frequency (kHz) ESRE 100.000 ESRE101M08R 100 uF/8 Vdc 10.000 Impedance/E.S.R. -

AN-1099 Application Note
AN-1099 APPLICATION NOTE One Technology Way • P. O. Box 9106 • Norwood, MA 02062-9106, U.S.A. • Tel: 781.329.4700 • Fax: 781.461.3113 • www.analog.com Capacitor Selection Guidelines for Analog Devices, Inc., LDOs by Glenn Morita WHY DOES THE CHOICE OF CAPACITOR MATTER? Applications such as VCOs, PLLS, RF PAs, and low level analog Capacitors are underrated. They do not have transistor counts signal chains are very sensitive to noise on the power supply in the billions nor do they use the latest submicron fabrication rail. The noise manifests itself as phase noise in the case of technology. In the minds of many engineers, a capacitor is VCOs and PLLs and amplitude modulation of the carrier for simply two conductors separated by a dielectric. In short, RF PAs. In low level signal chain applications such as EEG, they are one of the lowliest electronic components. ultrasound, and CAT scan preamps, noise results in artifacts displayed in the output of these instruments. In these and It is common for engineers to add a few capacitors to solve other noise sensitive applications, the use of multilayer noise problems. This is because capacitors are widely seen by ceramic capacitors must be carefully evaluated. engineers as a panacea for solving noise related issues. Other than the capacitance and voltage rating, little thought is given Taking the temperature and voltage effects is extremely to any other parameter. However, like all electronic compo- important when selecting a ceramic capacitor. The Multilayer nents, capacitors are not perfect and possess parasitic resistance, Ceramic Capacitor Selection section explains the process of inductance, capacitance variation over temperature and voltage determining the minimum capacitance of a capacitor based bias, and other nonideal properties.