Basic Plane Blade Sharpening
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Newsletter of the Pacific Northwest Tool Collectors Volume XXXVI December 2019 No 3
Newsletter Of the Pacific Northwest Tool Collectors Volume XXXVI December 2019 No 3 Meeting Dates 1 Dues for 2020 2 BITW Registration Form 4 August Meeting Notes 5 Scholarship Report 6 October Meeting Notes 8 November Meeting Notes 10 Scholarship Report 11 Disposing of your Tool Collection Bill Racine 13 Auction Results 15 Estate Items for Sale 25 Collectors Inventory Form 27 Advertizing 28 Pictures by Tim Cook & Jim Halloran 2020 Meeting Schedule January 11, Washington February 15, Oregon March 14, Washington April 4, Oregon May 16, Washington June 6, Oregon Flea Market August 13 – 15, Washington Best in the West September 12, Oregon October 10, Washington Jerry Lane’s November 14, Oregon 2 3 4 August 10, 2019 Meeting Notes Meeting held at Bill Racine’s in Hillsboro OR. President Racine opened the meeting with introduction of officers and volunteers. New Members were Rick Redden,Ty Vanorden, Treasurer’s Reports: by Bill Racine $14,924.11 in General Fund $ 3,652.17 in Scholarship Fund (thanks to 2 generous donations!) $ 1,500.00 in Best in the West Fund Announcements: Tool Sale Fee – Remember to pay 2% for all sales of tools. Old Business: Scholarship – Following discussion a motion was made by Steve Crow to have Mike Hyink continue to evaluate scholarship applications as he has in the past. Motion carried. New Business: BITW 2020 to be held at LaQuinta Inn,Tacoma WA. Contract has been signed. See the registration form on page xx or download from the website. Newsletter – Jim Halloran is our new Newsletter Editor. A committee consisting of Jacob Norton Steve Broderick, Jack Birky Doug Siemens, Jim Halloran, Steve Johnson, and Chuck Guilford will study future of the newsletter and report back to the club. -

Micro-Ruler MR-1 a NPL (NIST Counterpart in the U.K.)Traceable Certified Reference Material
Micro-Ruler MR-1 A NPL (NIST counterpart in the U.K.)Traceable Certified Reference Material . ATraceable “Micro-Ruler”. Markings are all on one side. Mirror image markings are provided so right reading numbers are always seen. The minimum increment is 0.01mm. The circles (diameter) and square boxes (side length) are 0.02, 0.05, 0.10, 0.50, 1.00, 2.00 and 5.00mm. 150mm OVERALL LENGTH 150mm uncertainty: ±0.0025mm, 0-10mm: ±0.0005mm) 0.01mm INCREMENTS, SQUARES & CIRCLES UP TO 5mm TED PELLA, INC. Microscopy Products for Science and Industry P. O. Box 492477 Redding, CA 96049-2477 Phone: 530-243-2200 or 800-237-3526 (USA) • FAX: 530-243-3761 [email protected] www.tedpella.com DOES THE WORLD NEED A TRACEABLE RULER? The MR-1 is labeled in mm. Its overall scale extends According to ISO, traceable measurements shall be over 150mm with 0.01mm increments. The ruler is designed to be viewed from either side as the markings made when products require the dimensions to be are both right reading and mirror images. This allows known to a specified uncertainty. These measurements the ruler marking to be placed in direct contact with the shall be made with a traceable ruler or micrometer. For sample, avoiding parallax errors. Independent of the magnification to be traceable the image and object size ruler orientation, the scale can be read correctly. There is must be measured with calibration standards that have a common scale with the finest (0.01mm) markings to traceable dimensions. read. We measure and certify pitch (the distance between repeating parallel lines using center-to-center or edge-to- edge spacing. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

8-Inch Jointer-Planer Model JJP-8BT
Operating Instructions and Parts Manual 8-inch Jointer-Planer Model JJP-8BT JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-707400 Ph.: 800-274-6848 Revision B 08/2014 www.jettools.com Copyright © 2014 JET 1.0 Warranty and Service JET warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday. Warranty Period The general warranty lasts for the time period specified in the literature included with your product or on the official JET branded website. • JET products carry a limited warranty which varies in duration based upon the product. (See chart below) • Accessories carry a limited warranty of one year from the date of receipt. • Consumable items are defined as expendable parts or accessories expected to become inoperable within a reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects. Who is Covered This warranty covers only the initial purchaser of the product from the date of delivery. What is Covered This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear, improper repair, alterations or lack of maintenance. JET woodworking machinery is designed to be used with Wood. Use of these machines in the processing of metal, plastics, or other materials may void the warranty. The exceptions are acrylics and other natural items that are made specifically for wood turning. -
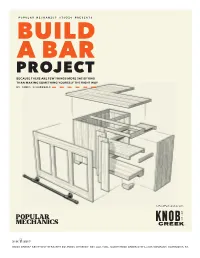
Because There Are Few Things More Satisfying Than Making Something Yourself the Right Way by James Schadewald
POPULAR MECHANICS STUDIO PRESENTS BUILD A BAR BECAUSE THERE ARE FEW THINGS MORE SATISFYING THAN MAKING SOMETHING YOURSELF THE RIGHT WAY BY JAMES SCHADEWALD In Paid Partnership with KNOB CREEK® KENTUCKY STRAIGHT BOURBON WHISKEY 50% ALC./VOL. ©2019 KNOB CREEK DISTILLING COMPANY, CLERMONT, KY. BUILD A BAR NO SHORTCUTS Look for our pointers throughout the plans to ensure you cut no corners in your bar build. E DIAGRAM OF PARTS FOR ASSEMBLY G H C I D J Y Z Z 3 B L P Z O Z Q K N Y O M L J R X O K T U W V F A S MATERIALS Part Description Size Qty Part Description Size Qty Part Description Size Qty A Side panel 3/4” x 37” x 20-1/4” 1 K Frame 3/4” x 2” x 17-1/4” 3 U Steel pipe T fitting 1” 2 B Front panel 3/4” x 37” X 58-1/2” 1 L Frame 3/4” x 2” x 58-1/2” 3 V Steel pipe foot rail 1” x 34” 1 C Side panel 3/4” x 37” x 46-1/2” 1 M Edge band 3/4” x 2-1/4” x 36-1/2” 2 W Steel pipe nipple 1” x 2” 2 D End panel 3/4” x 37” x 24-1/4” 1 N Edge band 3/4” x 2-1/4” x 26-1/4” 2 X Steel pipe floor flange 1” 1 E Bar Top 1-1/2” x 55-3/4” x 64” 1 O Plywood shelf 3/4” X 18-3/4” x 36-1/2” 2 Y Support block 3/4” x 1-1/2” x 17-1/2” 1 Note: Maximum length, width. -

Lapping Plate
Lapping Plate 05M20.20 Patent Pending Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. Although lapping can be used to create fl at surfaces, in the context of woodworking, lapping better serves to minimize the roughness of a surface – known as surface conditioning. By minimizing the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches, even if the back of the blade isn’t perfectly fl at. Straight cutting edge on a lapped blade. Jagged cutting edge on a ground blade. Figure 1: A ground blade versus a lapped blade. Lapping can remove only small amounts of material. If the sole of your plane or the back of your blade is twisted, wavy or bowed, it will be necessary to sand or grind off the high points prior to lapping. Lapping is always performed with an abrasive oil slurry, which not only allows the object to slide Small Abrasive about the lapping plate (called a lap), but also Particles provides a means to remove abraded particles and worn abrasive. Oil Object Abraded Metal Lap Groove in Lap Large Abrasive Particles Figure 2: Lapping mechanics. 2 Important Notes The lapping plate is made of soft iron and will wear over time. These instructions provide information on how to ensure the lap remains fl at for a lifetime. -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -
Verification Regulation of Steel Ruler
ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 1 of 15 Effective Date Revision Calibration of Micrometers 2002 00 ITTC Quality System Manual Sample Work Instructions Work Instructions Calibration of Micrometers 7.6 Control of Inspection, Measuring and Test Equipment 7.6-02 Sample Work Instructions 7.6-02-04 Calibration of Micrometers Updated / Edited by Approved Quality Systems Group of the 28th ITTC 23rd ITTC 2002 Date: 07/2017 Date: 09/2002 ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 2 of 15 Effective Date Revision Calibration of Micrometers 2002 00 Table of Contents 1. PURPOSE .............................................. 4 4.6 MEASURING FORCE ......................... 9 4.6.1 Requirements: ............................... 9 2. INTRODUCTION ................................. 4 4.6.2 Calibration Method: ..................... 9 3. SUBJECT AND CONDITION OF 4.7 WIDTH AND WIDTH DIFFERENCE CALIBRATION .................................... 4 OF LINES .............................................. 9 3.1 SUBJECT AND MAIN TOOLS OF 4.7.1 Requirements ................................ 9 CALIBRATION .................................... 4 4.7.2 Calibration Method ...................... 9 3.2 CALIBRATION CONDITIONS .......... 5 4.8 RELATIVE POSITION OF INDICATOR NEEDLE AND DIAL.. 10 4. TECHNICAL REQUIREMENTS AND CALIBRATION METHOD ................. 7 4.8.1 Requirements .............................. 10 4.8.2 Calibration Method: ................... 10 4.1 EXTERIOR ............................................ 7 4.9 DISTANCE -

Chamfer Plane
Chamfer Plane Christopher Swingley Introduction These plans are for a wooden chamfer plane modelled after the chamfer plane shown in Making Traditional Wooden Planes by John M. Whelan. My plans differ slightly because I used a two piece laminated plane body instead of the single block used by Whelan. My plane iron is a bit wider than his, so my plane body is also slightly larger. Detailed instructions on plane making appear in Whelan’s book and should be consulted as a supplement to these plans. Plans The first set of plans show the body of the plane. Two pegs through the body will strengthen the connection between the halves of the body. Constructing the plane this way is much easier because we can saw and chisel the mortise. 6 3/4" 2 1/2" 2" 1 7/8" 2 7/8" 1 1/4" Left half Left half Right half Interior side Heel Mortise 2 3/4" 2 3/4" 7/8" Heel Toe 1 3/4" 3 7/8" 1 7/8" 1" 3/8" Left half 7/8" Bottom side 1 1/4" 3/8" The following diagrams show the dimensions of the stop that forms the throat in front of the iron. It rests at the front of the mortise in the body, in front of the wedge, and iron. (Insert figure here) Construction Notes *Construction begins by sawing the two halves of the plane body to size. Next, the interior surfaces need * Some images appear at http://www.frontier.iarc.uaf.edu/∼cswingle/woodworking/jigs.phtml 1 Cut List Qty Description T W L Notes 2 Plane body halves 1 1/4 2 3/4 6 3/4 Mortise cut 7/8 inches deep, bottom in- ner edge planed to 45◦. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Owner's Manual & Safety Instructions
Owner’s Manual & Safety Instructions Save This Manual Keep this manual for the safety warnings and precautions, assembly, operating, inspection, maintenance and cleaning procedures. Write the product’s serial number in the back of the manual near the assembly diagram (or month and year of purchase if product has no number). Keep this manual and the receipt in a safe and dry place for future reference. 20c ® Visit our website at: http://www.harborfreight.com Email our technical support at: [email protected] When unpacking, make sure that the product is intact and undamaged. If any parts are missing or broken, please call 1-888-866-5797 as soon as possible. Copyright© 2018 by Harbor Freight Tools®. All rights reserved. No portion of this manual or any artwork contained herein may be reproduced in Read this material before using this product. any shape or form without the express written consent of Harbor Freight Tools. Failure to do so can result in serious injury. Diagrams within this manual may not be drawn proportionally. Due to continuing SAVE THIS MANUAL. improvements, actual product may differ slightly from the product described herein. Tools required for assembly and service may not be included. table of contents Safety ........................................................................2 Maintenance .............................................................14 Specifications ............................................................6 Parts List and Diagram .............................................17 Setup .........................................................................7 Warranty ...................................................................20 Sa Operation ..................................................................10 FE ty ® WarninG SyMBOLS anD DEFinitiOnS This is the safety alert symbol. It is used to alert you to potential S personal injury hazards. Obey all safety messages that E tup follow this symbol to avoid possible injury or death. -

MICHIGAN STATE COLLEGE Paul W
A STUDY OF RECENT DEVELOPMENTS AND INVENTIONS IN ENGINEERING INSTRUMENTS Thai: for III. Dean. of I. S. MICHIGAN STATE COLLEGE Paul W. Hoynigor I948 This]: _ C./ SUPP! '3' Nagy NIH: LJWIHL WA KOF BOOK A STUDY OF RECENT DEVELOPMENTS AND INVENTIONS IN ENGINEERING’INSIRUMENTS A Thesis Submitted to The Faculty of MICHIGAN‘STATE COLLEGE OF AGRICULTURE AND.APPLIED SCIENCE by Paul W. Heyniger Candidate for the Degree of Batchelor of Science June 1948 \. HE-UI: PREFACE This Thesis is submitted to the faculty of Michigan State College as one of the requirements for a B. S. De- gree in Civil Engineering.' At this time,I Iish to express my appreciation to c. M. Cade, Professor of Civil Engineering at Michigan State Collegeafor his assistance throughout the course and to the manufacturers,vhose products are represented, for their help by freely giving of the data used in this paper. In preparing the laterial used in this thesis, it was the authors at: to point out new develop-ants on existing instruments and recent inventions or engineer- ing equipment used principally by the Civil Engineer. 20 6052 TAEEE OF CONTENTS Chapter One Page Introduction B. Drafting Equipment ----------------------- 13 Chapter Two Telescopic Inprovenents A. Glass Reticles .......................... -32 B. Coated Lenses .......................... --J.B Chapter three The Tilting Level- ............................ -33 Chapter rear The First One-Second.Anerican Optical 28 “00d011 ‘6- -------------------------- e- --------- Chapter rive Chapter Six The Latest Type Altineter ----- - ................ 5.5 TABLE OF CONTENTS , Chapter Seven Page The Most Recent Drafting Machine ........... -39.--- Chapter Eight Chapter Nine SmOnnB By Radar ....... - ------------------ In”.-- Chapter Ten Conclusion ------------ - ----- -.