Bevel-Up Smoother Plane
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Newsletter of the Pacific Northwest Tool Collectors Volume XXXVI December 2019 No 3
Newsletter Of the Pacific Northwest Tool Collectors Volume XXXVI December 2019 No 3 Meeting Dates 1 Dues for 2020 2 BITW Registration Form 4 August Meeting Notes 5 Scholarship Report 6 October Meeting Notes 8 November Meeting Notes 10 Scholarship Report 11 Disposing of your Tool Collection Bill Racine 13 Auction Results 15 Estate Items for Sale 25 Collectors Inventory Form 27 Advertizing 28 Pictures by Tim Cook & Jim Halloran 2020 Meeting Schedule January 11, Washington February 15, Oregon March 14, Washington April 4, Oregon May 16, Washington June 6, Oregon Flea Market August 13 – 15, Washington Best in the West September 12, Oregon October 10, Washington Jerry Lane’s November 14, Oregon 2 3 4 August 10, 2019 Meeting Notes Meeting held at Bill Racine’s in Hillsboro OR. President Racine opened the meeting with introduction of officers and volunteers. New Members were Rick Redden,Ty Vanorden, Treasurer’s Reports: by Bill Racine $14,924.11 in General Fund $ 3,652.17 in Scholarship Fund (thanks to 2 generous donations!) $ 1,500.00 in Best in the West Fund Announcements: Tool Sale Fee – Remember to pay 2% for all sales of tools. Old Business: Scholarship – Following discussion a motion was made by Steve Crow to have Mike Hyink continue to evaluate scholarship applications as he has in the past. Motion carried. New Business: BITW 2020 to be held at LaQuinta Inn,Tacoma WA. Contract has been signed. See the registration form on page xx or download from the website. Newsletter – Jim Halloran is our new Newsletter Editor. A committee consisting of Jacob Norton Steve Broderick, Jack Birky Doug Siemens, Jim Halloran, Steve Johnson, and Chuck Guilford will study future of the newsletter and report back to the club. -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

High Angle Smoothing Plane Comparison
High angle smoothing plane comparison By Lyn J. Mangiameli June 2002 (PDF conversion by Peter Williams) Well, this is finally it. What will follow in several parts is the high angle smoothing plane investigation I have been working on for over a year. I’ve done about all I can to make it thorough and objective, but no project of this nature can be entirely either. Because of that, I’m going to try to put forward as much information as possible, that way you will know why I did things, how I did things, and what are the specific findings obtained. If you want, you can use the techniques presented to conduct evaluations of your own, and I intend to suggest some investigations that may be worth doing in the future. By posting the background first, any questions as to how things were done, or why things were done can be understood before the plane rankings are presented. Lyn Introduction: This review is different from my earlier plane reviews that have focused on the design, ergonomics and quality of manufacture in addition to the surface the plane could achieve. In this review, there were only two primary objectives: To determine if high bedding angle planes, as a group, tended to perform better than standard angle planes on difficult to plane woods (i.e., should you obtain a High Angle plane if you work with difficult hardwoods that are prone to tearout, fuzzing, etc.); and, more specifically, to find which planes and/or plane configurations yielded the best surface on particularly difficult to surface woods. -
SHAKERWORKBENCH Design, Construction Notes and Techniques
BENCHCRAFTED · SHAKER BENCH PLANS SHAKERWORKBENCH Design, Construction Notes and Techniques “Don't make something unless it is both necessary and useful; but if it is both neces- sary and useful, don't hesitate to make it beautiful." –Shaker Dictum Introduction and Design: Ron Brese Construction Notes and Techniques: Jameel Abraham Measured Drawings: Louis Bois Copyright Benchcrafted 2011·2014 No unauthorized reproduction or distribution. You may print copies for your own personal use only. 1 BENCHCRAFTED · SHAKER BENCH PLANS · INTRODUCTION & DESIGN · “Whatever perfections you may have, be assured people will find them out, but whether they do or not, nobody will take them on your word” Canterbury, New Hampshire, 1844 When I first laid eyes on the workbench at the Hancock Shaker Museum in Pittsfield, Massachusetts I had a pretty good idea of the configuration of my next workbench. I think it would be safe to say that I was inspired. However, designing a workbench that is inspired by a Shaker icon can be intimidating as well. I had to do justice to the original and keep in mind what might be considered acceptable. Luckily, most are aware that the Shakers were quite accepting of new technologies that could be practically applied, so this did allow a fair amount of leeway in regards to using more recent workholding devices on this bench. In the end, I did want the look to be very representative of the Shaker Ideal. “‘Tis a Gift to Be Simple” is an over used Shaker pronouncement, however I often think it’s meaning is misinterpreted. I believe it means having freedom from making things unnecessarily complicated. -

Corrected Copy of Kidron 09
1 Murland Antique Tool Value Guide 57 Stanley Defiance block plane/Box #1247 2 Catalogue of Antique Tools 58 Stanley Defiance smooth plane/Box #1243 3 Heckel's "45" and Sargent Planes 59 Stanley Defiance jack plane/Box #1205 4 {3} MJD Tool Catalogues 60 Supreme hook scraper/Box Queens City NY 5 Eric Sloane "A Museum of Early American Tools" 61 Wrench Atlas 10" pat'd. 1888 6 AH Reid archemedian drill pat.12 12 82 62 Wright quick adjust wrench Canton OH 7 Gunn pat saw vise Pittsburgh PA 63 Wrench Bayco 8" Sweden 8 Blacksmith iron brace 64 Wrench Handee quick adj New Bedford MA 9 Large brass plumb bob 65 Wrench Baumo quick adj Sassamansville PA 10 Chicken catcher Liberty NY 66 Wrench Universal Metal Prod Los Angeles CA 11 Buck saw pat. 09 04 94 67 Wrench Trimo 8" Roxbury MA 12 Primitive pickaroon 68 Wrench Evan's pat Zip-grip Los Angeles CA 13 Primitive reaping scythe 69 Home made monkey wrench by Art Brown 14 Early jack pat. 02 05 03 70 Stanley #59 dowelling jig/Box 15 Primitive mitre jack 71 Stanley #138 level sights/Box bottom 16 Child's jigsaw Gibb's Mfg. Canton OH 72 Stanley #4 trammel points/Box 17 Stanley SW #2 cherry level 30" 73 Stanley #80 cabinet scraper/Box 18 Lufkin #2 log measurer 74 Stanley #82 scraper/Box 19 Goosewing axe 75 Stanley #75 bullnose e toy planes 20 Chaplin jointer #1211 24" 76 Stanley {2} spokeshaves #51 & #53 21 {2} unusual levels 14"inclinometer & 24" plumb 77 Stanley brace #923 w/16"swing 22 Slate ripper 78 Stanley early model #66 beader 23 Slater's hammer Aulde & Conger Co Cleveland OH 79 Stanley early {type 2?} #45 comb. -

Handplane Essentials
lending a Hand to low-angle block plane Power tools shoulder plane The four most useful handplanes for the modern power-tool woodshop. smoothing plane t’s easy to get labeled by your fellow wood- workers as a power-tool junkie (a Normite) or Ia hand-tool Luddite (a Neanderthal). The truth is that most woodworkers fall somewhere between those two extremes. And with good reason. Using a combination of hand and power tools jointer plane can be an effective one-two punch of quickness and accuracy. Power tools excel at converting rough stock to usable lumber, which is exhausting and tedious if done by hand. And hand tools provide the started. In fact, after much historical research and fine detailing and perfectly fit joints that can be a work at the bench, I’ve found that most woodwork- challenge to achieve with power tools. ers need only four handplanes to complement their So where do you start? Most of us begin power tools. woodworking with power tools, which allow us to accomplish great feats of furniture-building when LOW-ANGLE BLOCK PLANE our woodworking skills are in their infancy. As our The first plane you should buy is a low-angle skills develop it’s natural to become interested in block plane with an adjustable mouth. They are the hand tools. But many early attempts with planes simplest plane to sharpen and set up. They will open and chisels are usually stymied by one missing your eyes to what other planes can do. And they skill: sharpening. begin tuning your fine motor skills (such as where A keen edge is the secret to success with hand to apply pressure and sensing when you are cutting tools. -

How to Making a Coffin Smoothing Plane By
How To Making a Coffin Smoothing Plane By: Gary Mercer April 2016 From a block of wood that was used to bind loads on a semi-trailer into a Coffin Smoother Plane. My way of making this plane is loosely based on the design by Caleb James. A free download of his design is available at his website: http://kapeldesigns.blogspot.com/2013/04/wooden-smoothing-plane-plans.html Make it Square I began with a block of wood that measured about 3”x 3” x 14”. I jointed two sides square, then sawed the other two sides square on a table saw using skim cuts, then squared each end. Start the Layout I scored a line at the center of the length all the way around the outside using a square and a knife (the length of my wood was 12-3/4” so the center is located @ 6-3/8”). …Sorry about the bad photo. I selected the bottom and the toe based on the wood grain and marked it on the wood. I also marked a centerline on the end I sawed the board in half down the length. If the two halves are not exactly the same width don’t panic…They will be corrected later after they are glued back together. I am using a Woodriver V3 no.3 bench plane blade from woodcraft, which is 1-3/4” wide, so I will make 2 angle cuts into each half 7/8” deep, to house the blade. Cutting the Bed Angle (Left Side) Set the table saw blade to 7/8” above the table (half the plane blade width). -
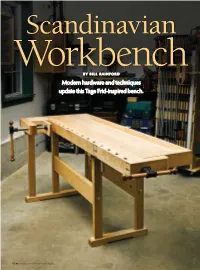
Modern Hardware and Techniques Update This Tage Frid-Inspired Bench
Scandinavian Workbench BY BILL RAINFORD Modern hardware and techniques update this Tage Frid-inspired bench. 02 ■ POPULAR WOODWORKING MAGAZINE 30_1702_PWM_FridBench.indd 30 11/29/16 9:59 AM candinavian- or Continental- “Take a piece of wood – plane, it’s well-suited for workbench building style workbenches are the vinyl sand, and oil it, and you will fi nd it and relatively plentiful in New England, SLP records of the woodworking a beautiful thing. The more you do where I live. Buy your wood well in world. These iconic benches have never to it from then on, the more chance advance so that you can bring it into left the scene. A few are classics and oth- that you will make it worse.” your shop, sticker it and allow it to ac- ers are the fl avor of the month. Some Tage Frid (1915-2004), climate to your shop for at least a week. benches in this style are masterworks Danish-born woodworking teacher, While the wood acclimates, gather and some are poor approximations of furniture maker and author all your hardware and vises, and note an archetypical form. The trick is fi nd- any changes you need to make to your ing the workbench that hits all the right joiner y or de sign to fi t your hardware. notes for how you work so you can go I was inspired by Frid’s bench – but I Once the wood is acclimated, plane, rip on to create your own opus. also listened to the criticisms. Some and buck the pieces close to their fi nal folks complained about the relatively sizes – but leave them a bit oversized What’s Old is New Again short length, which was designed for and again sticker them for a couple of Much as how Roubo and Nicholson a modest cabinetmaker in a classroom days. -
General Workshop
CARPENTRY INTRODUCTION Wood is an important engineering material that is extensively used in the buildings and industries. ‘Timber’ is another name for wood, which is obtained from exogeneous trees. “Wood Working” means processing of wood by hand and machines for making articles of different shapes and sizes. It is further divided into two groups; (1) Carpentry (2) Pattern making. Carpentry is the common term used with any class of work with wood. Pattern making deals with the type and construction of wooden patterns. Steel Rule Four fold rule Flexible tape Blade Try square Stock List of Tools I. Marking and Measuring tools 1. Pencil 9. Combination square 2. Steel rule 10. Marking Knife (Scriber) 3. Four fold rule 11 Marking Gauge 4. Flexible tape 12 Mortise Gauge 5. Straight Edge 13. Wing compass 6. Try square 14. Trammel (beam compass) 7. Mitre Square 15 Calipers (Outside and Inside) 8. Bevel Square 16. Spirit level and plumb bob II. Cutting tools A. Saws B. Chisels C. Axes (a). Saws (b). Chisels 1. Hand Saw a. Firmer Chisel (Cross cut saw) 2. Rip Saw b. Bevel edged 3. Tenon saw (Back saw) c. Pairing Chisel 4. Panel Saw d. Mortise chisel 5. Dovetail Saw e. Gouges (Inside & outside) (c). Axes a. Side Axe b. Adze III. Planinng Tools a. Jack plane (wooden & Metal) b. Smoothing plane c. Rebate plane d. Spoke shave e. Trying plane f. Plough plane g. Router plane Bevel Square Marking knife Mortise gauge Marking gauge Marking pin IV. Boring Tools a. Gimlet b. Bradawl c. Brace (Ratchet & Wheel brace) d. -

Basic Plane Blade Sharpening
BBASICASIC PPLANELANE BBLADELADE SSHARPENINGHARPENING We get a lot of questions about sharpening. Woodworkers have strong, often confl icting, opinions about the right way to sharpen. We’ve taught many beginners to get a razor edge in minutes, using a simple method that gives reliable results. Here it is. A sharp edge is the intersection of two polished surfaces, so you need to work both the bevel and the back of the blade. FForor tthishis mmethodethod yyouou wwillill nneed:eed: •1000 & 8000 grit stones, or equivalent.* •Side Clamping Honing Guide •6” Ruler, approx .020” thick •Protractor •Wet/dry sandpaper – 120-220 Grit * Stones must be fl at. If your stone is used, please refer to the “To Flatten Your Stones” section. BBasicasic TTechniqueechnique (with blade in decent condition) Lie-Nielsen blades are delivered ground fl at, with a bevel of 25°. Other blades, especially old ones, may need work on the back and bevel on coarse stones fi rst to establish a fl at, straight surface. 11.. Set blade bevel down in honing guide at 30° using a protractor. Note: If you record the length the blade projects from the front of the honing guide, then you can re-set it next time to the same angle without the use of the protractor. An easy way to do this is with a simple stop block attached to a small piece of plywood or MDF: Stop Block Bench Top Stop 22.. Hone on 1000 grit until wire edge/burr forms on back of blade, about 4 strokes pulling blade towards you. Distribute wear ev e n l y by using the full surface of the stone. -

"^Atelsteie^Isr J^JJ^'XX^J^X.XJ^. [ Published by Authority
"^ATElSTEIE^Isr J^JJ^'XX^J^X.XJ^. [ Published by Authority. ] This Gazette is pniblished for Police information only, and the Police throughout the Colony are instructed to make themselves thoroughly acquainted with the contents. M. S. SMITH, Superintendent of Police. No. 22.] WEDNESDAY, JUNE 3. [1885. Stealing in Dwellings, frori the Miscellaneous. JOHN PEAKE, exp., late 96.34 ; charged at Northam, Person, &c. on the '28th ult., by P.C. Grant, with disorderly Victoria Plains.—On the 14th ult., from the conduct. Pined ^1. Victoria Plains Hotel,—1 horso rug, brown one side, striped with various colors the other, half circular JEEEMIAH HKATH ; charged at Northam, on the ])iece torn out of side, the property of Bernard F. 28th ult., by L.C. Hogan, with drunkenness and Reddingfield. Suspicion attaches to Thomas Hoban, disorderly conduct. Pined =£1 or 14 days h.l. exp., late 2.509.—C.I. 176. EDWAED PETTIT ; charged at Northam, on the llth inst., by John R. Morrell, with using abusive Bunbury.-Ahont the 6th and 16th ult., res language. Fined £\ aud costs. pectively, from the premises of J. E. Hands,—a light brown brocaded silk dress-jacket witli plain light brown satin collar piped with light brown JAMES FREEMAN; charged at Fremantle, on the merino, and a single breasted woollen tweed coat 28th ult., by Edward FothergiU, with deserting black and white check pattern, the property of J. E. service. Fined =£1 and costs or 14 davs h.l. Hands. Suspicion attaches to Annie Woodrow for stealing the former, and to Mrs. P. Buswell for HENRY BROCKINGTON, exp., late 8799; charged at stealing the latter article.—C.I.