Development of a Correlation Between
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Explosive Weapon Effectsweapon Overview Effects
CHARACTERISATION OF EXPLOSIVE WEAPONS EXPLOSIVEEXPLOSIVE WEAPON EFFECTSWEAPON OVERVIEW EFFECTS FINAL REPORT ABOUT THE GICHD AND THE PROJECT The Geneva International Centre for Humanitarian Demining (GICHD) is an expert organisation working to reduce the impact of mines, cluster munitions and other explosive hazards, in close partnership with states, the UN and other human security actors. Based at the Maison de la paix in Geneva, the GICHD employs around 55 staff from over 15 countries with unique expertise and knowledge. Our work is made possible by core contributions, project funding and in-kind support from more than 20 governments and organisations. Motivated by its strategic goal to improve human security and equipped with subject expertise in explosive hazards, the GICHD launched a research project to characterise explosive weapons. The GICHD perceives the debate on explosive weapons in populated areas (EWIPA) as an important humanitarian issue. The aim of this research into explosive weapons characteristics and their immediate, destructive effects on humans and structures, is to help inform the ongoing discussions on EWIPA, intended to reduce harm to civilians. The intention of the research is not to discuss the moral, political or legal implications of using explosive weapon systems in populated areas, but to examine their characteristics, effects and use from a technical perspective. The research project started in January 2015 and was guided and advised by a group of 18 international experts dealing with weapons-related research and practitioners who address the implications of explosive weapons in the humanitarian, policy, advocacy and legal fields. This report and its annexes integrate the research efforts of the characterisation of explosive weapons (CEW) project in 2015-2016 and make reference to key information sources in this domain. -

A Simplified Guide to Explosives Analysis Introduction a Backpack Left on a Crowded City Street
A Simplified Guide to Explosives Analysis Introduction A backpack left on a crowded city street. A gunman’s apartment. A meth lab in an abandoned building. These are all areas where explosives have been found ― ready to detonate, endangering lives and property. In today’s law enforcement environment, officers are more sensitive than ever to the possible existence of explosive devices. The bomb squads who respond to these situations are highly trained to identify explosives and to dispose, disrupt or render them safe. In a situation where an explosion has occurred, investigators will scour the area to piece together clues to help identify the type of device used and gather all available physical evidence or witness testimony that could help lead to the bomber. Fragments of circuit boards, fingerprints, even pieces of pet hair have been used to help narrow the investigation and nab a perpetrator. Principles of Explosives Analysis Explosives are used for a variety of legitimate applications from mining to military operations. However, these materials can also be used by criminals and terrorists to threaten harm or cause death and destruction. Bombs can be either explosive or incendiary devices, or a combination of the two. An explosive device employs either a liquid, a powder, or a solid explosive material; an incendiary device is flammable and is intended to start a fire. Explosives are classified according to the speed at which they react. High explosive materials, such as dynamite, Trinitrotoluene (TNT), C-4 and acetone peroxide, react at a rate faster than the speed of sound in that material (TATP), causing a loud detonation. -
Guide for the Selection of Commercial Explosives Detection Systems For
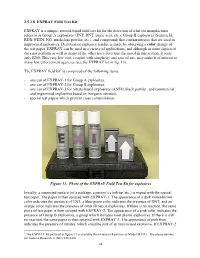
2.5.3.8 EXPRAY Field Test Kit EXPRAY is a unique, aerosol-based field test kit for the detection of what the manufacturer refers to as Group A explosives (TNT, DNT, picric acid, etc.), Group B explosives (Semtex H, RDX, PETN, NG, smokeless powder, etc.), and compounds that contain nitrates that are used in improvised explosives. Detection of explosive residue is made by observing a color change of the test paper. EXPRAY can be used in a variety of applications, and although in some aspects it does not perform as well as many of the other trace detectors discussed in this section, it costs only $250. This very low cost, coupled with simplicity and ease of use, may make it of interest to many law enforcement agencies (see the EXPRAY kit in fig. 13). The EXPRAY field kit2 is comprised of the following items: - one can of EXPRAY-1 for Group A explosives, - one can of EXPRAY-2 for Group B explosives, - one can of EXPRAY-3 for nitrate-based explosives (ANFO, black powder, and commercial and improvised explosives based on inorganic nitrates), - special test papers which prevent cross contamination. Figure 13. Photo of the EXPRAY Field Test Kit for explosives Initially, a suspected surface (of a package, a person’s clothing, etc.) is wiped with the special test paper. The paper is then sprayed with EXPRAY-1. The appearance of a dark violet-brown color indicates the presence of TNT, a blue-green color indicates the presence of DNT, and an orange color indicates the presence of other Group A explosives. -

TWGFEX Glossary of Terms
Glossary of terms ANFO A mixture of ammonium nitrate and fuel oil. Base Charge The main high explosive charge in a blasting cap. Binary Explosive Two substances which are not explosive until they are mixed. Black Powder A low explosive traditionally consisting of potassium nitrate, sulfur and charcoal. Sodium nitrate may be found in place of potassium nitrate. Black Powder Substitutes Modified black powder formulations such as but not limited to: Pyrodex, Black Canyon, Golden Powder, Clean Shot, and Clear Shot. Blasting Agent A high explosive with low-sensitivity usually based on ammonium nitrate and not containing additional high explosive(s). Blasting Cap A metal tube containing a primary high explosive capable of initiating most explosives. Bomb A device containing an explosive, incendiary, or chemical material designed to explode. Booby Trap A concealed or camouflaged device designed to injure or kill personnel. Booster A cap sensitive high explosive used to initiate other less sensitive high explosives. Brisance The shattering power associated with high explosives. C4 A white pliable military plastic explosive containing primarily Cyclonite (RDX). Cannon Fuse A coated, thread-wrapped cord filled with black powder designed to initiate flame-sensitive explosives. Combustion Any type of exothermic oxidation reaction, including, but not limited to burning, deflagration and/or detonation. Deflagration An exothermic reaction that occurs particle to particle at subsonic speed. Detasheet (Det Sheet) A plastic explosive in sheet form containing PETN, HMX or RDX. Detonation An exothermic reaction that propagates a shockwave through an explosive at supersonic speed (greater than 3300ft/sec). Detonation Cord (Det-Cord) A plastic/fiber wrapped cord containing a core of PETN or RDX. -

Engineering Geology Field Manual
Chapter 19 BLAST DESIGN Introduction This chapter is an introduction to blasting techniques based primarily on the Explosives and Blasting Procedures Manual (Dick et al., 1987) and the Blaster’s Handbook (E.I. du Pont de Nemours & Co., Inc., 1978). Blast design is not a precise science. Because of widely varying properties of rock, geologic structure, and explo- sives, design of a blasting program requires field testing. Tradeoffs frequently must be made when designing the best blast for a given geologic situation. This chapter provides the fundamental concepts of blast design. These concepts are useful as a first approximation for blast design and also in troubleshooting the cause of a bad blast. Field testing is the best tool to refine individual blast designs. Throughout the blast design process, two overriding prin- ciples must be kept in mind: (1) Explosives function best when there is a free face approximately parallel to the explosive column at the time of detonation. (2) There must be adequate space for the broken rock to move and expand. Excessive confinement of explosives is the leading cause of poor blasting results such as backbreak, ground vibrations, airblast, unbroken toe, flyrock, and poor fragmentation. Properties and Geology of the Rock Mass The rock mass properties are the single most critical variable affecting the design and results of a blast. The FIELD MANUAL rock properties are very qualitative and cannot be suffi- ciently quantified numerically when applied to blast design. Rock properties often vary greatly from one end of a construction job to another. Explosive selection, blast design, and delay pattern must consider the specific rock mass being blasted. -

Original Homemade Primer Course 2019-06-28
Homemade Primer Course This document describes how to make homemade ammunition primers. Approaches to make corrosive and noncorrosive primers are covered. W. Marshall Thompson PhD Revision Date: June 28, 2019, Contents Warning/Disclaimer ...................................................................................................................................... 4 Is it Legal ....................................................................................................................................................... 4 How Do Primers Work .................................................................................................................................. 4 The Discovery of percussion sensitive chemicals ..................................................................................... 4 Percussion Caps ........................................................................................................................................ 5 Rimfire Metallic Cartridges ....................................................................................................................... 5 Centerfire cartridges ................................................................................................................................. 6 Mercuric primers work great but make brass brittle ............................................................................ 7 Non-Mercuric primers were developed to save brass .......................................................................... 7 Non-Corrosive -
Explosives and Blasting Procedures Manual
Information Circular 8925 Explosives and Blasting Procedures Manual By Richard A. Dick, Larry R. Fletcher, and Dennis V. D'Andrea US Department of Interior Office of Surface Mining Reclamation and Enforcement Kenneth K. Eltschlager Mining/Blasting Engineer 3 Parkway Center Pittsburgh, PA 15220 Phone 412.937.2169 Fax 412.937.3012 [email protected] UNITED STATES DEPARTMENT OF THE INTERIOR James G. Watt, Secretary BUREAU OF MINES Robert C. Horton, Director As the Nation's principal conservation agency, the Department of the Interior has responsibility for most of our nationally owned public lands and natural resources. This includes fostering the wisest use of our land and water re• sources, protecting our fish and wildlife, preserving the environmental and cultural values of our national parks and historical places, and providing for the enjoyment of life through outdoor recreation. The Department assesses our energy and mineral resources and works to assure that their development is in the best interests of all our people. The Department also has a major re· sponsibility for American Indian reservation communities and for people who live in Island Territories under U.S. administration. This publication has been cataloged as follows: Dick, Richard A Explosives and blasting procedures manual, (Bureau of Mines Information circular ; 8925) Supt. of Docs. no.: I 28.27:8925. 1. Blasting-Handbooks, manuals, etc, 2. Explosives-Haodbooks, manuals, etc, I. Fletcher, Larry R. II. D'Andrea, Dennis V. Ill, Title, IV. Series: Information circular (United States, Bureau of Mines) ; 8925, TN295,U4 [TN279] 622s [622'.23] 82·600353 For sale by the Superintendent of Documents, U.S. -

Table of Contents
TABLE OF CONTENTS 1 INTRODUCTION ............................................................................................................................................... 1 2 GENERAL SURVEY.......................................................................................................................................... 9 2.1 TERMINOLOGY AND SCOPE ................................................................................................................ 11 2.1.1 Percussion, Concussion, Impact, and Collision ............................................................................ 12 2.1.2 Explosion and Implosion .............................................................................................................. 18 2.1.3 Conflagration, Deflagration, Detonation, and Detonics ............................................................... 22 2.1.4 Hydraulic Jump, Bore, Surge, Tsunami, Seiche, Sea Shock, and Rogue Wave ........................... 25 2.1.5 Shock and Shock Wave ................................................................................................................ 28 2.1.6 Collisionless Shock Waves........................................................................................................... 33 2.1.7 Shock and Vibration ..................................................................................................................... 34 2.1.8 Blast Wave, Blast, and Blasting ................................................................................................... 34 -

Introduction to Explosives
Introduction to Explosives FOR OFFICIAL USE ONLY Overview Military Explosives – C4 – HMX – PETN – RDX – Semtex Commercial Explosives – ANAL – ANFO – Black Powder – Dynamite – Nitroglycerin – Smokeless Powder – TNT – Urea Nitrate Improvised Explosives* – HMTD – TATP *While many military and commercial explosives can be improvised, HMTD and TATP do not have military or commercial purposes. Introduction to Explosives FOR OFFICIAL USE ONLY Military Explosives Introduction to Explosives FOR OFFICIAL USE ONLY C4: Characteristics, Properties, and Overview American name for the 4th generation of Composition C Explosives, also called Harrisite – Western counterpart to Semtex plastic explosive – Requires a blasting cap for detonation Ingredients: – Approximately 90% RDX; remainder is a plasticizer Appearance: – Smells like motor oil, light brown putty-like substance Uses: – Typically for demolition and metal cutting – Can be specially formed to create targeted explosion – Can be used for underwater operations Sensitivity: – Non-toxic, insensitive to shock, will ignite and burn Introduction to Explosives FOR OFFICIAL USE ONLY C4: Analysis and Trends U.S. manufactured so likely to be found in countries where the U.S. has military connections A preferred terrorist explosive Damaged hull – Used in 2000 U.S.S. Cole and 2002 Bali nightclub of U.S.S. Cole in Yemeni port bombings – Recommended in Al-Qaeda’s traditional curriculum of explosives training – Frequently used in IEDs in Iraq Can only be purchased domestically by legitimate buyers through -

Optimization of Drilling and Blasting Technology in the Gypsum Mine Glubokoye to Reduce the Share of Boulders and Fines
Optimization of drilling and blasting technology in the gypsum mine Glubokoye to reduce the share of boulders and fines To the Faculty of Geosciences, Geo-Engineering and Mining of the Technische Universität Bergakademie Freiberg Approved MASTER THESIS To attain the degree of Master of mining Submitted by Ievgen Liubymtsev Born on the 12th of May 1991 in Ukraine Reviewers: Prof. Dr. Carsten Drebenstedt, TU Bergakademie Freiberg Dipl.-Ing. Richard Eichler, TU Bergakademie Freiberg Dr. Eduard Dobmeier, KNAUF Gips Company KG Dr. Strilec A.P, National Mining University, Ukraine Date of the defense: March 2015, Freiberg, Germany Dedicated to my beloved parents Ievgen Liubymtsev and Tatiana Liubymtseva 2 Declaration I hereby declare that I completed this work without any improper help from a third party and without using any aids other than those cited. All ideas derived directly or indirectly from other sources are identified as such. I did not seek the help of a professional doctorate-consultant. This thesis has not previously been submitted to another examination authority in the same or similar form in Germany or abroad. 3 Abstract The current stage of blasting operations in Russia is characterized by a high rate of development and production of new types explosives and initiating devices. In this context improving the technology of mass explosions in the quarries is an important task. The idea of the work is improving the energy efficiency of explosives and achieves the required quality of rock crushing. Increased explosive fragmentation of rock can be achieved by increasing the fugacity and brisance provided a rational volume concentration of energy in the rock mass explosion. -

Background Reading on Explosives
EXPLOSIVES 8/15/05 HISTORY Roger Bacon described the preparation of the first explosive, black gunpowder, in 1249. By 1300, it was known and used throughout Europe. Written descriptions and drawings of guns appeared in documents as early as 1325, but the active period of gunpowder warfare was not initiated until the English used guns in the battle of Cressy in 1346. In 1788, Berthollet, a student of Lavoisier, prepared a chlorate gunpowder but abandoned its use following a disastrous explosion. In 1800, Edward Howard described the preparation and properties of mercury fulminate (the preparation has not changed essentially to this day), but it was not until 1864 that Alfred Nobel adopted it for use in percussion caps. The discovery by Nobel that an explosive wave from the firing of a percussion cap could initiate the explosion of another explosive has been called the most important discovery and invention in the history of the explosive art. The history of modern explosives dates from the discovery of nitrocellulose (more correctly named cellulose nitrate) independently by Schonbein and Bottger in 1845. They soon perceived the military possibilities of their product and cooperated with each other to exploit a form of nitrocellulose called guncotton. Many disastrous explosions followed, both in the preparation and use of the explosive. These produced such unfavorable impressions that the manufacture of guncotton was discontinued in England, France, and Austria for many years. Glyceryl trinitrate, or nitroglycerine as it is commonly called, was first prepared by Sobrero, an Italian physician and chemist in 1846 or early 1847. He noted that the material was a powerful vasodilator - "a trace of nitroglycerine placed upon the tongue -- gives rise to a most violent pulsating headache" - and prescribed it medicinally in the treatment of angina pectoris (a common heart disease), a use that has continued to this day. -
Modular Explosives Training Program
If you have issues viewing or accessing this file contact us at NCJRS.gov. ..... - Instructor Glossary / Modular Explosives Training Program Bureau of Alcohol, Tobacco and Firearms ATF P 7550.7 (3/76) (replaces ATF T 5145-01) To be used in conjunction with Instructor Guide, ATF Training 5145-01 (8-72) Users of this glossary are encouraged to submit comments or recomm~ndations for improvement. This publication is not all inclusive nor does the dissemination of this document constitute Department of U.S. Treasury endorsement or a?proval of content. • A AC - Anti-Counter Mine - to prevent counter mining; associated with ACM and Inine sweeping operations; i.e. The mine has anti-counter mine features. Access and Recovery - to gain entrance to; to expose; to avail; to remove; the operation in E.O.D. to first and finally expose a piece of ordnance to an E.O.D. procedure; i.e. digging moving probing. Accident - An unexpected event involving a nuclear weapon or component resulting in any of the following: Loss or serious damage to the weapon or component; nuclear or non-nuclear detonation of the weapon; radioactive contamination; public haza.rd. ACM - Anti-Counter Mine Mechanism - a device in mines to prevent counter measures used in sweeping or clearing mine field; i.e. explosive counter mining, acoustic countermining. A.F.T.O. - Air Force Technical Order - Code abbreviation to designate written air force publications on technical information; usually associated with EODB and TM codes. Agent - one who is authorized or instructed to obtaining information for intelligence or counterintelligence purposes.