How It Was Made
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
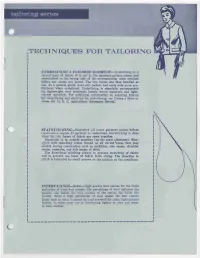
Tailoring Series TECHNIQUES for TAILORING UNDERLINING a TAILORED GARMENT—Underlining Is a Second Layer of Fabric. It Is Cut By
tailoring series TECHNIQUES FOR TAILORING UNDERLINING A TAILORED GARMENT—Underlining is a second layer of fabric. It is cut by the garment pattern pieces and staystitched to the wrong side of the corresponding outer sections before any seams are joined. The two layers are then handled as one. As a general guide, most suit jackets and coats look more pro- fessional when underlined. Underlining is especially recommended for lightweight wool materials, loosely woven materials and light- colored materials. For additional information on selecting fabrics for underlining and applying the underlining, see Lining a Shirt 01' Dress HE 72, N. C. Agricultural Extension Service. STAYSTITCHING—Staystitch all outer garment pieces before construction begins. If garment is underlined, stays-titching is done when the two layers of fabric are sewn together. Staystitch 1/3 in. outside seamline (on the seam allowance). Stay- stitch “ with matching cotton thread on all curved *areas that may stretch during construction such as necklines, side seams, shoulder seams, armholes, and side seams of skirt. Use directional stitching always to prevent stretching of fabric and to prevent one layer of fabric from riding. The direction to stitch is indicated by small arrows on the pattern on the seamlines. INTERFACINGS—Select a high quality hair canvas for the front and collar of coats and jackets. The percentage of wool indicates the quality—the higher the wool content of the canvas the better the quality. Since a high percentage of wool makes the hair canvas fairly dark in color, it cannot be used successfully under light-colored fabrics. In these cases use an interfacing lighter in color and lower in wool content. -

Sashiko Tote
Sashiko Tote You can never have too many bags! Create unique tote featuring Sashiko quilting and accent stitching. This project is quick and easy to make using the Baby Lock Sashiko machine. Skill Level: Beginner Created by: Kelly Laws, Marketing Project Manager Supplies: Baby Lock Sewing Machine Baby Lock Sashiko Twenty 4” cotton print squares in different colors 1 yard fusible fleece 1 1/4 yard coordinating cotton fabric 2 ½ yards ¾” wide gross grain ribbon All-purpose thread to match fabrics 30-Weight thread in white and black Fusible Web (optional) Iron and Ironing board Scissors Pins Ruler Chalk Baby Lock Sewing Project: Sashiko Tote Page 1 of 3 Instructions: 1. Thread the machine with all-purpose thread to match your fabrics. Using a ¼” seam sew five blocks together to form a row. 2. Create 3 more rows of 5 blocks alternating the block colors. 3. Sew two rows together to create the pieced band for the bag front. 4. Repeat to make a pieced band for the other side of the bag. 5. Cut four pieces 18” x 15” from the cotton fabric. 6. Cut two pieces of fusible fleece 18” x 15”. 7. Following the manufactures directions, fuse the fleece to the wrong side of two of the 18” x 15” pieces. 8. Sew the two fleece pieces together along one of the 15” sides. 9. Sew the other two 18” x 15” pieces together along one of the 15” sides. This is the tote lining, set this piece aside for later. 10. Open the piece out into one long strip. -

1 MULTIUSE, EMBROIDERY and SEWING SCISSORS Stainless Steel
WWW.RAMUNDI.IT GIMAP s.r.l. 23834 PREMANA (LC) ITALY Zona Ind. Giabbio Tel. +39 0341 818 000 The line is composed by extremely high performance items, result of over 70 years of research of perfect cutting performances. Every single item is produced with the best materials and is carefully controlled by the expert hands of our artisans, from the raw material to the last control phase. The Extra line quality will satisfy all your needs. MULTIUSE, EMBROIDERY AND SEWING SCISSORS Stainless steel and handles in nylon 6 Series of professional scissors for textile, embroidery and multipurpose use. Made in AISI 420 steel, these scissors will allow you to made every kind of job with an extreme confort and precision. The scissors are made with special machines that make a perfect finish and operation that lasts over time. Nylon 6 handle are made with fiberglass with an innovative design and it can be use in contact with food. multiuse scissors in stainless steel and handles 553/5 in nylon 6 13 cm 553/6 15 cm 553 552/7,5 19 cm 552/8,5 21 cm 552/9,5 24 cm 552/10,5 26 cm 552/11 28 cm 552M Left- hand 22 cm 552 240/1/3,5 Embroidery scissors 9 cm 241/1/4 Embroidery scissors bent 10 cm 241/1/4 240/1/3,5 351/4 Sewing scissors 10,5 cm 351/5 12,5 cm 351/6 15 cm 351 485/7 Multiuse scissors 19 cm 360MN/4,5 Thread clipper 485/7 360MN/4,5 1 WWW.RAMUNDI.IT GIMAP s.r.l. -

Simplified Sewing: Hems
South Dakota State University Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange SDSU Extension Fact Sheets SDSU Extension 1964 Simplified Sewing: Hems Cooperative Extension South Dakota State University Follow this and additional works at: https://openprairie.sdstate.edu/extension_fact Recommended Citation South Dakota State University, Cooperative Extension, "Simplified Sewing: Hems" (1964). SDSU Extension Fact Sheets. 865. https://openprairie.sdstate.edu/extension_fact/865 This Fact Sheet is brought to you for free and open access by the SDSU Extension at Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. It has been accepted for inclusion in SDSU Extension Fact Sheets by an authorized administrator of Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. For more information, please contact [email protected]. .. ... -~--- - --v · . --,-.-.- , -. ·. ..•, .. ·'··· .••,.,. - .t:\. --(. ......., • ... ·\•i• ....,.,•-•1•,··...- .,.. "\' ·,- • • • -:\. -: ·):.~\:,..,:}:,:.·,:,..,:;:,:.~:,-:-,:.0:.- ·,~\:,.!;;;; ··:,:.\!.t:,-;..:,t;.,:,:,:.i:1:,:.'.:.•; .-·F_:,~::::_:.~:~~~~~;.:::z~:;:'.·---~-~;:~~L ::·.1~~~~1::.:;.:_;~~: File Copy FS244 THE l-lE~I of your dress can have the "professional - Wearer should stand in a natural position with look" or the "homemade look." In general, the best arms at sides and weight on both feet. hem is the least conspicuous, and every step in making a hem is planned with this in mind There are several methods of marking a hem. You may use any one of these: The professional touch is recognize-cl by the follow- ing characteristics: Various types of chalk markers or pin markers - Inconspicuous from the right side Yardstick - Even distance from the floor Tailor's square. - Wide enough for good proportion and to gi\.re With some of these you can mark enough weight to hang well your own hem; others require a - Even in width help«. -

Taking Shape DARTS ADD SHAPE TURNING a FLAT PIECE of FABRIC INTO a THREE-DIMENSIONAL FORM to MATCH the CONTOURS of the BODY LINDA TURNER GRIEPENTROG
Techniques Taking Shape DARTS ADD SHAPE TURNING A FLAT PIECE OF FABRIC INTO A THREE-DIMENSIONAL FORM TO MATCH THE CONTOURS OF THE BODY LINDA TURNER GRIEPENTROG ustline, hip, waistline to tummy, elbow and shoulder. Darts can be horizontal, vertical or anywhere in between, straight or curved, but the stitching principles are the same. BThe goal of quality dart stitching is smooth, pucker-free points that don’t call attention to themselves. SHAPING A single-point dart is shaped like a triangle, and when stitched it takes a wedge of fabric out of the garment allowing for controlled fullness at the point. A single dart may be on the lengthwise fabric grain, angled or slightly curved. (1) A double-point or contour dart is diamond or rugby ball shaped, and is used to shape the waistline, leaving fullness at both ends for the bust and hip. (2) A French dart is a curved shape from the garment side seam to the bustline. This dart has cut edges joined like a seam. (3) V9082 Vintage Vogue, 1960. Misses’ A5(6-8-10-12-14) E5(14-16-18-20-22). Sew Rating: Average. Price code Orange. Illustrations: Theresa O’Connell Theresa Illustrations: 1 2 3 26 SEW TODAY May/June 2019 MARKING to anchor the stitches. Stitch (7) and stitch toward the point, Darts are indicated on the along the line, removing the A third technique for dart then repeat for the other pattern tissue by either solid pins as you get to them. Taper point, slightly overlapping or dashed lines and a dot the stitching to the point the beginning stitching lines at the point. -
Astronauts in Lunar Orbit After Blastoff from Moon
ri . v f- ■ ,, Average Dally Net Press Ron 'I’hfe-Weather For The Week Ended Mostly cloudy, warm, humid through Wednesday with chance July 81, m i of ahowers/thunderstorms; low tonight near. 70 with consider 14,890 able night rain. Manchester— A City of Village Charm (Classified Advertising on Page 17) PRICE FIFTEEN CENTS VOL. LXXXX, NO. 257 (TWENTY PAGES) man(:hester, conn., Monday, august 2,1971 Steel Strike Averted But Pact Settles Astronauts in Lunar Orbit Prices Hiked PITTSBURGH (AP)— Rail Strike U.S. Steel Corp., the in After Blastoff from Moon dustry pacesetter, hiked WASHINGTON (A P)— Negotiators announced to prices on virtually all prod day a contract settlement providing 42 per cent wage ucts today, a little more hikes over 42 months for about 200,000 trainmen, and SPACE CENTER, Hous than 12 hours after the said pickets would be removed froih 10-strike-bound ton (A P)—Apollo 15 as steel industry and the railroads, -------------------- : tronauts David R. Scott and James B. Irwin blast United Steelworkers Settlement of the 18-day old President Charles Luna of the ' strikes in the dispute involving striking-AFO-CTO United Trans- ed off safely from the agreed on a strike-avert all of the nation’s major rail- portatlon Union, ing contract. moon today after three roads came after a 17-hour <‘nve arp very happy that this days of historic lunar ex The m oveby U.S. Steel came marathon bargaining session at long dispute has ended and that as most of the nation’s steel ploration. A television the Labor Department. -

A Pair of Scissors Wool a Sewing Needle Small Knitting
Easy peasy (well, it is if you take a look at the champion ‘how to knit’ guide at www.learn2knit.co.uk which will give you everything you need.) But if you’ve 1. Pop your feet up with a cup of tea. done a bit in the past, here’s a reminder of the main stitch. 2. Using double knitting yarn and some small needles, cast on 28 stitches. You’ll need this stuff: 3. Knit 2 rows. Then, starting with a knit row, work in stocking stitch (knit 1 row, purl 1 row, knit 1 row etc) for 12 more rows. small knitting 4. For the next row, knit 2 together to the end (14 a sewing a pair perhaps wool needles stitches). And for the row after that, purl 2 together needle of scissors some bobbles (31/4 mm - 4mm) to the end (7 stitches). 5. When you’ve finished, cut the yarn leaving about 25 cm. Thread the cut end of the yarn through a sewing needle, then run it through the loops and 1. Insert the tip of the right needle through the first loop remove the knitting needle (fig. A). on the left needle, from front to back. Then wrap the working yarn around the tip of the right needle. 6. Tighten the yarn (fig. B) and sew the little hat together at the side (fig. C). Once finished, turn it right-side out so that the seam you've just sewn runs up the inside. 7. Just to check you’re on the right track we reckon 2. -

Ipswich Lace Workshop Materials Information
Ipswich Lace Workshop Materials Information Patterns, etc. provided to the students from the instructor: 1. Two Ipswich pattern packs of your choice. Please choose from the attached list. The samples are listed in approximate level of difficulty, with #2 being the easiest. 2. Prickings are printed on light grey cardstock and mailed to your snail mail address. 3. Color-coded working diagram 4. Corresponding pictures of the reconstructed lace and the original 1790 sample. Supply list: 1. Lace pillow, your preferred style for continuous lace, large enough to accommodate up to 50 pairs of bobbins 2. Bobbins (your preferred style) up to 50 pairs, depending on pattern choice 3. Pins – all the same size. The Ipswich lacemakers used handmade pins, which were approximately .60 to .65 mm in diameter. 4. Black silk thread, such as YLI 50, Clover 50, or Tiger (approximately 35-36 wraps/cm), or Piper spun silk 140/2 or Kreinik Au Ver a Soie 130/2 (42 wraps/cm) 5. Gimp thread: Gütermann 30/3 (S1003, 3-ply, approx. 16 wraps/cm) or Soie Perlee for a slightly thinner gimp. Or use 4-6 strands of your lace thread. 6. Two cover cloths. The one on the pillow, under the bobbins should be light color to contrast with the black threads. 7. Several short bobbin holders 8. Scissors, other regular bobbin lace supplies for continuous lace technique. 9. Wind on each bobbin about 4 times the length of lace you plan to make. Wind the number of bobbins indicated on your chosen pattern, singly or in pairs, depending on your preference. -

Scissors [680
Sales office: +39 015 40 1935 - [email protected] www.tessilmarket.it Scissors TESSILMARKET srl CODE TBFL0110 TBFL0113 DESCRIPTION SEWING SCISSORS SEWING SCISSORS Blades = nickel plated steel with steel handles Blades = nickel plated steel with steel handles FEATURES Lenght = tot. 10 cm. (4”) Lenght = tot. 13 cm. (5”) Blades = 3,5 cm. (1,35”) Blades = 5 cm. (2”) WEIGHT 30 gr. 42 gr. CODE TBFL0115 TBFL0213 DESCRIPTION SEWING SCISSORS DRAPER SCISSORS Blades = nickel plated steel with steel handles Blades = nickel plated steel with pla- stic handles FEATURES Lenght = tot. 15 cm. (6”) Lenght = tot. 13 cm. (5”) Blades = 6 cm. (2,5”) Blades = 5 cm. (2”) WEIGHT 60 gr. 45 gr. CODE TBFL0218 TBFL0315 DESCRIPTION DRAPER SCISSORS DRAPER SCISSORS Blades = nickel plated steel with plastic Blades = inox plated steel ASI420 with handles nylon handles FEATURES Lenght = tot. 18 cm. (7”) Lenght = tot. 15 cm. (6”) Blades = 7,5 cm. (3”) Blades = 6,5 cm. (2,5”) WEIGHT 75 gr. 45 gr. Sales office: +39 015 40 1935 - [email protected] www.tessilmarket.it Scissors TESSILMARKET srl CODE TBFM0110 TBFM0113 DRAPER SCISSORS DESCRIPTION DRAPER SCISSORS Blades = with rounded tips in nickel plated steel with plastic Blades = with rounded tips in nickel plated steel handles and steel handles FEATURES Lenght = tot. 10 cm. (4”) Lenght = tot. 13 cm. (5”) Blades = 4 cm. (1,6”) Blades = 5 cm. (2”) WEIGHT 25 gr. 42 gr. CODE TBFM0216 TBFR0110 DESCRIPTION DRAPER SCISSORS EMBROIDERY SCISSORS Blades = with rounded tips in nickel plated steel with plastic Blades = sharp tips in nickel plated steel handles and steel handles FEATURES Lenght = tot. -

80739083.Pdf
3-~"'81 8-1355 ~.(O~ All About ... • Pattern Selection • Fabric Selection • Contemporary Techniques • Fusible Interfacings • Finishing Tips CONTENTS Page Pattern Selection. ............................................... .. 3 Fabric Selection ................................................ .. 3 Notions. ....................................................... .. 3 Pressing Points ................................................. .. 4 Inner Fabrics. .................................................. .. 4 Underlining. ................................................. .. 4 Interfacing. .................................................. .. 4 Lining. ..................................................... .. 5 Preparation ............................................ .. 5 Fabric. ...................................................... .. 5 Pattern Fit. .................................................. .. 5 Cutting and Marking. ......................................... .. 5 Comparison of Custom and Contemporary Tailoring Techniques. ...... .. 5 Front and Back Interfacing. ...................................... .. 5 Fusible Method-Front. ...................................... .. 5 onfusible Method-Back Reinforcement. ....................... .. 6 One-Piece Method. ........................................ .. 6 Two-Piece Method ......................................... .. 6 Applying Back Reinforcement .................................. .. 7 Lapel and Roll Line ............................................. .. 7 Marking the Roll Line , 8 Taping the -
Savile-Row-Inside-Out.Pdf
Savile Row: Inside Out 1 Savile Row BeSpoke aSSociation he Savile Row Bespoke Association is dedicated to protecting and promoting Tthe practices and traditions that have made Savile Row the acknowledged home of the best bespoke tailoring and a byword for unequalled quality around the world. The SRBA comprises of fifteen member and associate houses, who work together to protect and champion the understanding of bespoke tailoring and to promote the ingenious craftsmen that comprise the community of Savile Row. The SRBA sets the standards that define a Savile Row bespoke tailor, and all members of the Association must conform to the key agreed definitions of a bespoke suit and much more besides. A Master Cutter must oversee the work of every tailor employed by a member house and all garments must be constructed within a one hundred yard radius of Savile Row. Likewise, every member must offer the customer a choice of at least 2,000 cloths and rigorous technical requirements are expected. For example, jacket foreparts must be entirely hand canvassed, buttonholes sewn, sleeves attached and linings felled all by hand. It takes an average 50 plus hours to produce a suit in our Savile Row cutting rooms and workshops. #savilerowbespoke www.savilerowbespoke.com 2 1 Savile Row: inSide out Savile Row: Inside Out looks inside the extraordinary world of bespoke tailoring; an exclusive opportunity to step behind the scenes and celebrate the tailor’s art, the finest cloth and the unequalled expertise that is British Bespoke. A real cutter will be making a real suit in our pop-up cutting room in front of a collection of the work – both ‘before’ and ‘after’ to show the astonishing level of craftsmanship you can expect to find at Savile Row’s leading houses. -
Theories and Methods in Japanese Studies: Current State and Future Developments
Hans Dieter Ölschleger (ed.) Theories and Methods in Japanese Studies: Current State and Future Developments Papers in Honor of Josef Kreiner V&R unipress Bonn University Press Bibliografische Information der Deutschen Nationalbibliothek Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.des abrufbar. ISBN 978-3-89971-355-8 Veröffentlichungen der Bonn University Press erscheinen im Verlag V&R unipress GmbH. © 2008, V&R unipress in Göttingen / www.vr-unipress.de Alle Rechte vorbehalten. Das Werk und seine Teile sind urheberrechtlich geschützt. Jede Verwertung in anderen als den gesetzlich zugelassenen Fällen bedarf der vorherigen schriftlichen Einwilligung des Verlages. Hinweis zu § 52a UrhG: Weder das Werk noch seine Teile dürfen ohne vorherige schriftliche Einwilligung des Verlages öffentlich zugänglich gemacht werden. Dies gilt auch bei einer entsprechenden Nutzung für Lehr- und Unterrichtszwecke. Printed in Germany. Gedruckt auf alterungsbeständigem Papier. Table of Contents PREFACE...........................................................................................................7 Ronald DORE Japan – Sixty Years of Modernization? .........................................................11 KUWAYAMA Takami Japanese Anthropology and Folklore Studies................................................25 ITŌ Abito The Distinctiveness and Marginality of Japanese Culture.............................43 FUKUTA AJIO