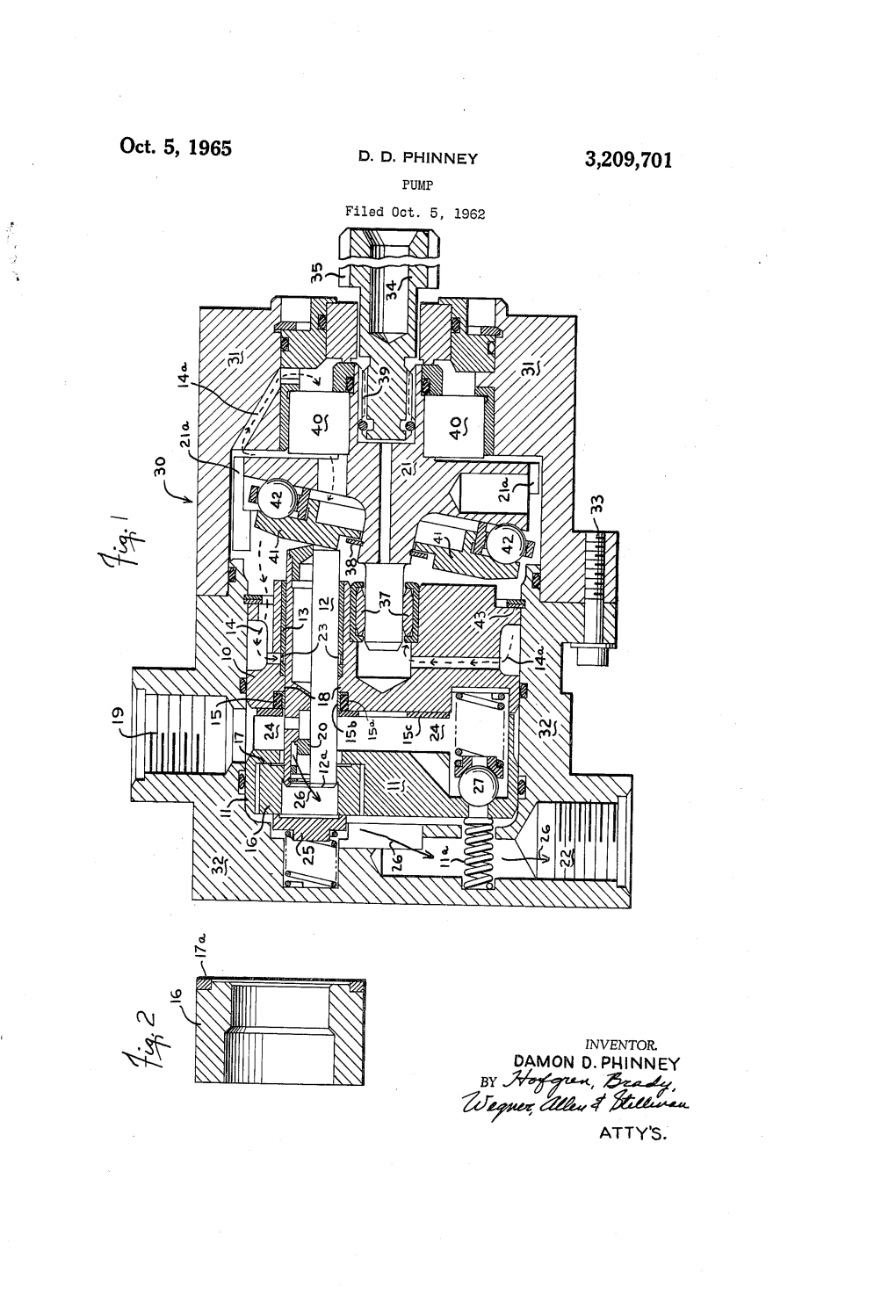
3,209,701 Oct. 5, 1965
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -

Development of Predictive Gasoline Direct Fuel Injector Model for Improved
Development of Predictive Gasoline Direct Fuel Injector Model for Improved In-cylinder Combustion Characterization Thesis Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Mohit Atul Mandokhot Graduate Program in Mechanical Engineering The Ohio State University 2018 Thesis Committee Prof. Shawn Midlam-Mohler, Advisor Prof. Giorgio Rizzoni 1 Copyrighted by Mohit Atul Mandokhot 2018 2 Abstract Gasoline direct fuel injection systems have gained importance due to the increasing level of emissions regulation on SI combustion systems. Direct fuel injection delivery to cylinder provides better atomization and fuel mixing performance, enabling homogenous mixture and better in-cylinder combustion. Increasing focus over the last few decades has been on better characterization of such gasoline direct fuel injection systems. Solenoid powered injectors act as actuators and enable accurate fuel delivery into the cylinder for a combustion event. Characterization of injector’s fuel delivery performance is an important aspect of achieving improved in-cylinder combustion performance. The objective of the current thesis is to develop a numerical physics based fuel injector model that provides a reliable prediction of flow rate and needle lift, in order to be used to improve in-cylinder combustion performance using 3D CFD model methodology. The developed model provides a reliable estimate of flow rate of developed injector, which is experimentally verified against instantaneous flow rate data provided by typical suppliers. In cases where inadequate prediction performance was noted, the errors arise out of lack of high fidelity electromagnetic modeling data, damping characteristics inside model and lack of geometry data to capture performance of highest accuracy. -

Lean's Engine Reporter and the Development of The
Trans. Newcomen Soc., 77 (2007), 167–189 View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Research Papers in Economics Lean’s Engine Reporter and the Development of the Cornish Engine: A Reappraisal by Alessandro NUVOLARI and Bart VERSPAGEN THE ORIGINS OF LEAN’S ENGINE REPORTER A Boulton and Watt engine was first installed in Cornwall in 1776 and, from that year, Cornwall progressively became one of the British counties making the most intensive use of steam power.1 In Cornwall, steam engines were mostly employed for draining water from copper and tin mines (smaller engines, called ‘whim engines’ were also employed to draw ore to the surface). In comparison with other counties, Cornwall was characterized by a relative high price for coal which was imported from Wales by sea.2 It is not surprising then that, due to their superior fuel efficiency, Watt engines were immediately regarded as a particularly attractive proposition by Cornish mining entrepreneurs (commonly termed ‘adventurers’ in the local parlance).3 Under a typical agreement between Boulton and Watt and the Cornish mining entre- preneurs, the two partners would provide the drawings and supervise the works of erection of the engine; they would also supply some particularly important components of the engine (such as some of the valves). These expenditures would have been charged to the mine adventurers at cost (i.e. not including any profit for Boulton and Watt). In addition, the mine adventurer had to buy the other components of the engine not directly supplied by the Published by & (c) The Newcomen Society two partners and to build the engine house. -

Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine
Published by : International Journal of Engineering Research & Technology (IJERT) http://www.ijert.org ISSN: 2278-0181 Vol. 7 Issue 11, November-2018 Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine K. Durga Prasad1 K. V. J. P. Narayana2 N. Kiranmayee3 Dept of Mechanical Engineering, Dept of Mechanical Engineering, Dept of Mechanical Engineering, V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of Engineering, AP, India. Engineering, AP, India Engineering, AP, India Abstract-In this paper a static simulation is conducted on a Forging demands for several dies to achieve the crankshaft from a single cylinder 4- stroke diesel engine. A final component and casting requires non-permanent, three dimension model of diesel engine crankshaft is created usually sand, molds. These two processes also need various using CATIA V5 software. Finite element analysis (FEA) is finishing operations, such as grinding and balancing. As for performed to obtain the variation of stress magnitude at the machining process, it is only viable for unitary or low critical locations of crankshaft in. The static analysis is done using FEA Software HYPERMESH which resulted in the load production, as the material waste and machining time is spectrum applied to crank pin bearing. This load is applied to enormous, despite not requiring much in the way of the FEA model in HYPERMESH, and boundary conditions balancing. The prototype tool developed in this paper, are applied according to the engine mounting conditions allows to overcome the shortcomings associated with the conventional processes, as the pre-form used is a round bar, I. -

DESCRIPTION of a FLUID-PRESSURE REVERSING GEAR for Locodiiotive ENGINES
552 APRIL1834. DESCRIPTION OF A FLUID-PRESSURE REVERSING GEAR FOR LOCODiIOTIVE ENGINES. BY Bln. DAVID JOY, OF LOSDOX. - SingZe-Zccentric T’alre-G‘ear.--Ever since his former paper to this Institution in 1880 (Proceedings page 418) describing the radial valve-gear which he was then introducing, the writer has entertained the idea of a yet simpler and more direct form of Reversing and Expansion Valve-Gear than either the radial itself or any other plan hitherto in use. Notwithstanding the success achieved with the radial gear, the difficulties encountered in its introduction convinced him that a better plan was required, and enabled him to see the direction in which to work. Froin the outset the idea kept prominently in view was that only a single set of pieces of mechanism should be employed, instead of a duplicate set, for actuating the valve from the crank axle, and also for reversing from forward to backward gear ; and further, that reversal should be accomp~ished by the change of position of the gear, as in the radial gear, and not by the addition, as in the link gear, of other and distinct parts for backward running. Accordingly the single eccentric with shifting position on the crank axle, as in Dodds’ wedge-motion, naturally recommended itself for adoption : while the difficulties and complication involved in any attempt to effect the shifting by mechanical connections through levers, links, screws, or friction gear, which would have been fatal to practical success, led the writer to throw all such expedients aside, and to have recourse to the cmployment of fluid pressure, by means of oil or other fluid conveyed through the centre of the axle itself for shifting the position of the eccentric. -

141210 the Rise of Steam Power
The rise of steam power The following notes have been written at the request of the Institution of Mechanical Engineers, Transport Division, Glasgow by Philip M Hosken for the use of its members. The content is copyright and no part should be copied in any media or incorporated into any publication without the written permission of the author. The contents are based on research contained in The Oblivion of Trevithick by the author. Section A is a very brief summary of the rise of steam power, something that would be a mighty tome if the full story of the ideas, disappointments, successes and myths were to be recounted. Section B is a brief summary of Trevithick’s contribution to the development of steam power, how he demonstrated it and how a replica of his 1801 road locomotive was built. Those who study early steam should bear in mind that much of the ‘history’ that has come down to us is based upon the dreams of people seen as sorcerers in their time and bears little reality to what was actually achieved. Very few of the engines depicted in drawings actually existed and only one or two made any significant contribution to the harnessing of steam power. It should also be appreciated that many drawings are retro-respective and close examination shows that they would not work. Many of those who sought to utilise the elusive power liberated when water became steam had little idea of the laws of thermodynamics or what they were doing. It was known that steam could be very dangerous but as it was invisible, only existed above the boiling point of water and was not described in the Holy Bible its existence and the activities of those who sought to contain and use it were seen as the work of the Devil. -

ON a NEW REVERSING and EXPANSIVE VALVE-GEAR. The
418 AUGUST1880. ON A NEW REVERSING AND EXPANSIVE VALVE-GEAR. - BY MR. DAVID- JOY, OF LONDON. The Reversing and Expansive Valve-Motion, which is the subject of the present paper, was originally drawn out by the writer in a crude state, but possessing all its present elements, in the year 1868-9 ; and has since been, at different times, the subject of frequent investigation and experiment on his part. In 1877 he made it a special study, first working it out on paper, and afterwards testing all the movements and positions by means of models. And thus, passing through innumerable forms under the correction of various errors of action, it has ended in the arrangement which is now submitted to the Institution. In passing, the writer may call attention to the fact, that this is only one of the many instances where inventions are the result of a long course of work, followed in a given and definite direction, and with a special end in view. It thus helps to disprove the theory of opponents of the patent system, who rather characterise inventions as lucky chances, which men of scheming brains fall upon without expecting it. A few such cases do occur, just to give colour to this statement ; but even these generally happen to men who have been working laboriously on some kindred subject. In the writer’s case, as an engineer, his attention has been specially directed by circumstances, and perhaps partly by, taste, to the question of the movement of the valves in steam and other engines. -

The 26-L Brake Equipment
INSTRUCTION PAMPHLET No. 74 June 1964 THE 26-L BRAKE EQUIPMENT with 26-C BRAKE VALVE and 26-F CONTROL VALVE arranged for SAFETY CONTROL OVERSPEED CONTROL DYNAMIC INTERLOCK and MULTIPLE-UNIT CONTROL for LOCOMOTIVES THE 26-L BRAKE EQUIPMENT WITH 26-C BRAKE VALVE AND 26-F CONTROL VALVE ARRANGED FOR SAFETY CONTROL OVERSPEED CONTROL DYNAMIC INTERLOCK AND MULTIPLE-UNIT CONTROL FOR LOCOMOTIVES INSTRUCTION PAMPHLET NO. 74 JUNE 1964 (Supersedes Issue of September 1960) CONTENTS Paqe The Equipment .................................................................................................................................. 3 26-C Brake Valve .............................................................................................................................. 5 Automatic Brake Operation .................................................................................................... 9 Independent Brake Operation ................................................................................................. 11 26-F Control Valve ........................................................................................................................... 13 J-1 Relay Valve ................................................................................................................................. 20 MU-2-A Valve ................................................................................................................................... 23 F-1 Selector Valve ........................................................................................................................... -

Page 1 of 4 IK1201105 I6 Engine Hydrolocked 7/1/2016
IK1201105 I6 Engine Hydrolocked Page 1 of 4 BAHAMAS, BOLIVIA, BELIZE, CANADA, CHILE, TAIWAN, COLOMBIA, COSTA RICA, DOMINICAN REPUBLIC, ECUADOR, EL SALVADOR, TRINIDAD AND TOBAGO, UNITED STATES, Document Countries: IK1201105 URUGUAY, VENEZUELA, ARUBA, ID: NICARAGUA, PERU, Curaçao, GUAM, GUATEMALA, GUYANA, HAITI, HONDURAS, JAMAICA, KOREA, SOUTH KOREA, PANAMA Availability: ISIS Revision: 9 Major ENGINES Created: 3/24/2014 System: Current Last English 6/1/2016 Language: Modified: Other Greg Español, Author: Languages: Tomaszkiewicz Viewed: 7356 Less Info Hide Details Coding Information Copy Relative Provide Copy Link Bookmark Add to Favorites Print Edit Document Helpful Not Helpful Link Feedback View My 47 5 Bookmarks Title: I-6 Engine Hydro-locked Applies To: MaxxForce DT, 9, 10, N9 & N10 CHANGE LOG Please refer to the change log text box below for recent changes to this article: 12/2/15 - Removed link to IK1201086 in step 4 (matured document). 6/5/15 - Added chAnge log, updAted SRT codes to correct coding And clArified whAt pArts need to be chAnged for A hydrolocked cylinder 3/24/14 - Published DESCRIPTION Standard repair procedure for a hydrolocked engine. SYMPTOM(s) 1. Engine will not crank 2. Engine will not start 3. Engine overheat 4. Coolant loss 5. Slow cranking speed DIAGNOSTICS 1. Verify the complaint by attempting to bar the engine over by the dampener bolts. If the engine will turn over with minimal effort proceed to step 2 if difficult or unable to turn over proceed to step 3. 2. Pressure test the cooling system per the applicable engine service manual. 3. If ApplicAble remove the interstAge cooler And check for the presence of coolAnt At the inlet port. -

Wärtsilä Safestart a Slow Turning System That Detects Hydrolock
Engine services Wärtsilä SafeStart A slow turning system that detects hydrolock Hydrolock occurs when a cylinder is completely or partially filled with an incompressible fluid. In the worst case, hydrolock can damage the connecting rod and crankshaft. Slow turning reduces these risks significantly. In order to further reduce the risks of hydrolock during start up, we developed the Wärtsilä SafeStart slow turning system. The system is a standard feature in our newly built engines and is also available as an upgrade for Wärtsilä 16V34SG and 20V34SG engines manufactured before 2009 as well as Wärtsilä 32 engines. STARTING AN ENGINE USING SLOW TURNING When starting an engine using slow turning, the slow turning After a successful slow turn, the start air valve opens and the valve is activated first. The goal is to rotate the engine at a engine starts. If the slow turning procedure fails, a failure alarm lower speed to prevent any possible damage. Slow turning is will sound and engine start up will be aborted. The engine should completed when the engine has rotated through the configured then be inspected to determine the cause of the failure. number of revolutions in a pre-determined amount of time. TECHNICAL CONCEPT Implementing Wärtsilä SafeStart requires: — At minimum a UNIC engine control system — A solenoid valve for slow turning — A start improvement set for Wärtsilä 32 engines, if not existing SafeStart also includes a start improvement function for Wärtsilä 32 engines where cranking revolutions are increased during the start sequence, significantly improving start reliability. The volume of control air in the air block channel is reduced by installing pipe inserts, improving the accuracy of air injection during a start.