Steam Engine Collection
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -
MACHINES OR ENGINES, in GENERAL OR of POSITIVE-DISPLACEMENT TYPE, Eg STEAM ENGINES
F01B MACHINES OR ENGINES, IN GENERAL OR OF POSITIVE-DISPLACEMENT TYPE, e.g. STEAM ENGINES (of rotary-piston or oscillating-piston type F01C; of non-positive-displacement type F01D; internal-combustion aspects of reciprocating-piston engines F02B57/00, F02B59/00; crankshafts, crossheads, connecting-rods F16C; flywheels F16F; gearings for interconverting rotary motion and reciprocating motion in general F16H; pistons, piston rods, cylinders, for engines in general F16J) Definition statement This subclass/group covers: Machines or engines, in general or of positive-displacement type References relevant to classification in this subclass This subclass/group does not cover: Rotary-piston or oscillating-piston F01C type Non-positive-displacement type F01D Informative references Attention is drawn to the following places, which may be of interest for search: Internal combustion engines F02B Internal combustion aspects of F02B 57/00; F02B 59/00 reciprocating piston engines Crankshafts, crossheads, F16C connecting-rods Flywheels F16F Gearings for interconverting rotary F16H motion and reciprocating motion in general Pistons, piston rods, cylinders for F16J engines in general 1 Cyclically operating valves for F01L machines or engines Lubrication of machines or engines in F01M general Steam engine plants F01K Glossary of terms In this subclass/group, the following terms (or expressions) are used with the meaning indicated: In patent documents the following abbreviations are often used: Engine a device for continuously converting fluid energy into mechanical power, Thus, this term includes, for example, steam piston engines or steam turbines, per se, or internal-combustion piston engines, but it excludes single-stroke devices. Machine a device which could equally be an engine and a pump, and not a device which is restricted to an engine or one which is restricted to a pump. -

Small Engine Parts and Operation
1 Small Engine Parts and Operation INTRODUCTION The small engines used in lawn mowers, garden tractors, chain saws, and other such machines are called internal combustion engines. In an internal combustion engine, fuel is burned inside the engine to produce power. The internal combustion engine produces mechanical energy directly by burning fuel. In contrast, in an external combustion engine, fuel is burned outside the engine. A steam engine and boiler is an example of an external combustion engine. The boiler burns fuel to produce steam, and the steam is used to power the engine. An external combustion engine, therefore, gets its power indirectly from a burning fuel. In this course, you’ll only be learning about small internal combustion engines. A “small engine” is generally defined as an engine that pro- duces less than 25 horsepower. In this study unit, we’ll look at the parts of a small gasoline engine and learn how these parts contribute to overall engine operation. A small engine is a lot simpler in design and function than the larger automobile engine. However, there are still a number of parts and systems that you must know about in order to understand how a small engine works. The most important things to remember are the four stages of engine operation. Memorize these four stages well, and everything else we talk about will fall right into place. Therefore, because the four stages of operation are so important, we’ll start our discussion with a quick review of them. We’ll also talk about the parts of an engine and how they fit into the four stages of operation. -
Building a Small Horizontal Steam Engine
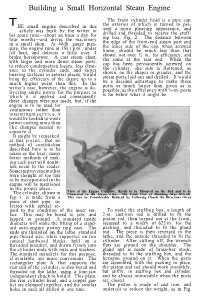
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

Diesel and Fuel-Oil Engines
HdiiUiiat uuioTAt* VI i nPicrence moK not to do AUG 2 ^ : , CuKCH JlUili lilO L, iDi slil CS102E-42 Jf' Engines, Diese! and fuei-oil (export classifications) U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director DIESEL AND FUEL-OIL ENGINES (Export Classifications) COMMERCIAL STANDARD CS102E-42 Effective Date for New Production from October 30, 1942 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1942 For sale by the Superintendent of Documents, Washington, D. C. Price 10 cents . U. S. Department of Commerce National Bureau of Standard? PROMULGATION of COMMERCIAL STANDARD CS102E-42 for DIESEL AND FUEL-OIL ENGINES (Export Classifications) On January 30, 1942, at the instance of the Diesel Engine Manu- facturers’ Association, a conference of representative manufacturers adopted a recommended commercial standard for Diesel and fuel -oil engines (export classifications). Those concerned have since accepted and approved the standard as shown herein for promulgation by the U. S. Department of Commerce, through the National Bureau of Standards. The standard is effective for new production from October 30, 1942. Promulgation recommended I. J. Fairchild, Chieff Division of Trade Standards, Promulgated. Lyman J. Briggs, Director^ National Bureau of Standards, Promulgation approved. Jesse H. Jones, Secretary of Commerce. II DIESEL AND FUEL-OIL ENGINES (Export Classifications) COMMERCIAL STANDARD CS102E-42 PARTS Page 1. Nomenclature and definitions.. ' 1 2. Slow- and medium-speed stationary Diesel engines 7 3. Slow- and medium-speed marine Diesel engines 13 4. Small, medium- and high-speed stationary, marine, and portable Diesel engines 19 5. -

Steam As a General Purpose Technology: a Growth Accounting Perspective
Working Paper No. 75/03 Steam as a General Purpose Technology: A Growth Accounting Perspective Nicholas Crafts © Nicholas Crafts Department of Economic History London School of Economics May 2003 Department of Economic History London School of Economics Houghton Street London, WC2A 2AE Tel: +44 (0)20 7955 6399 Fax: +44 (0)20 7955 7730 1. Introduction* In recent years there has been an upsurge of interest among growth economists in General Purpose Technologies (GPTs). A GPT can be defined as "a technology that initially has much scope for improvement and evntually comes to be widely used, to have many uses, and to have many Hicksian and technological complementarities" (Lipsey et al., 1998a, p. 43). Electricity, steam and information and communications technologies (ICT) are generally regarded as being among the most important examples. An interesting aspect of the occasional arrival of new GPTs that dominate macroeconomic outcomes is that they imply that the growth process may be subject to episodes of sharp acceleration and deceleration. The initial impact of a GPT on overall productivity growth is typically minimal and the realization of its eventual potential may take several decades such that the largest growth effects are quite long- delayed, as with electricity in the early twentieth century (David, 1991). Subsequently, as the scope of the technology is finally exhausted, its impact on growth will fade away. If, at that point, a new GPT is yet to be discovered or only in its infancy, a growth slowdown might be observed. A good example of this is taken by the GPT literature to be the hiatus between steam and electricity in the later nineteenth century (Lipsey et al., 1998b), echoing the famous hypothesis first advanced by Phelps-Brown and Handfield-Jones, 1952) to explain the climacteric in British economic growth. -
From Crank to Click the Evolution of the Car Key in 1769, the French
Car Key Origins: From Crank to Click The Evolution of the Car Key In 1769, the French inventor, Nicolas-Joseph Cugnot, introduced the first automobile to the world. Ever since then, cars have continued to evolve at a remarkable rate. You might think that car keys have accompanied cars all along, but that's a little inaccurate. Car keys, along with auto locksmith services, only saw the light of day in the late 1940's. So what's the story of cars and keys? Read on to find out. Early Cars Had no Keys This might come as a shock, but older cars had no keys to speak of. In the early years of the last century, many used to chain their vehicles to lampposts in order to secure them. Back in the day as well, to start your car's engine, you needed to manually crank up the engine. But this had its drawbacks. With engines getting bigger and more powerful, rotating a lever to start your car proved inconvenient, even dangerous. In turn, this made way for the electric starter, a small motor driven with a high enough voltage to start the engine. A Step closer to a Car Key In addition to the electric starter, the early decades of the twentieth century featured others types of starters, such as spring motors and air starter motors. The driver was able to operate those starters by pressing a button on the dashboard or the floor. Alternatively, a few cars had pedals to engage the starter by foot. The advent of button-operated starters meant an easier, safer way of starting your car. -

Positive Displacement Reciprocating Pump Fundamentals— Power and Direct Acting Types
POSITIVE DISPLACEMENT RECIPROCATING PUMP FUNDAMENTALS— POWER AND DIRECT ACTING TYPES by Herbert H. Tackett, Jr. Reciprocating Product Manager James A. Cripe Senior Reciprocating Product Engineer Union Pump Company; A Textron Company Battle Creek, Michigan and Gary Dyson Director of Product Development - Aftermarket Union Pump, A Textron Company A Trading Division of David Brown Engineering, Limited Penistone, Sheffield ABSTRACT Herbert H. Tackett, Jr., is Reciprocating Product Manager for Union Pump Company, This tutorial is intended to provide an understanding of the in Battle Creek, Michigan. He has 39 years fundamental principles of positive displacement reciprocating of experience in the design, application, and pumps of both power and direct acting types. Topics include: maintenance of reciprocating power and • A definition and overview of the pump types—Including the direct acting pumps. Prior to Mr. Tackett’s differences between single acting and double acting pumps, how current position in Aftermarket Product both types work, where they are used, and how they are applied. Development, he served as R&D Engineer, Field Service Engineer, and new equipment • Component options—Covers aspects of valve designs and when order Engineer, in addition to several they should be used; describes the various stuffing box designs positions in Reciprocating Pump Sales and Marketing. He has been available with specific reference to their function and application, a member of ASME since 1991. and points out the differences between plungers and pistons and their selection criteria. • Specification criteria and methodology—What application James A. Cripe currently is a Senior information is needed by pump suppliers to correctly size and Reciprocating Product Engineer assigned supply appropriate equipment? to the New Product Development Team for Union Pump Company, in Battle Creek, • Additional topics—Volumetric and mechanical efficiency, net Michigan. -

Aquidneck Island's Reluctant Revolutionaries, 16'\8- I 660
Rhode Island History Pubhshed by Th e Rhod e bland Hrstoncal Society, 110 Benevolent St reet, Volume 44, Number I 1985 Providence, Rhode Island, 0 1~, and February prmted by a grant from th e Stale of Rhode Island and Providence Plamauons Contents Issued Ouanerl y at Providence, Rhode Island, ~bruary, May, Au~m , and Freedom of Religion in Rhode Island : November. Secoed class poet age paId al Prcvrdence, Rhode Island Aquidneck Island's Reluctant Revolutionaries, 16'\8- I 660 Kafl Encson , presIdent S HEI LA L. S KEMP Alden M. Anderson, VIet presIdent Mrs Edwin G FI!I.chel, vtce preudenr M . Rachtl Cunha, seatrory From Watt to Allen to Corliss: Stephen Wllhams. treasurer Arnold Friedman, Q.u ur<lnt secretary One Hundred Years of Letting Off Steam n u ow\ O f THl ~n TY 19 Catl Bndenbaugh C H AR LES H O F f M A N N AND TESS HOFFMANN Sydney V James Am cmeree f . Dowrun,; Richard K Showman Book Reviews 28 I'UIIU CAT!O~ S COM!I4lTT l l Leonard I. Levm, chairmen Henry L. P. Beckwith, II. loc i Cohen NOl1lUn flerlOlJ: Raben Allen Greene Pamtla Kennedy Alan Simpson William McKenzIe Woodward STAff Glenn Warren LaFamasie, ed itor (on leave ] Ionathan Srsk, vUlI1ng edltot Maureen Taylo r, tncusre I'drlOt Leonard I. Levin, copy editor [can LeGwin , designer Barbara M. Passman, ednonat Q8.lislant The Rhode Island Hrsto rrcal Socrerv assumes no respcnsrbihrv for the opinions 01 ccntnbutors . Cl l9 8 j by The Rhode Island Hrstcncal Society Thi s late nmeteensh-centurv illustration presents a romanticized image of Anne Hutchinson 's mal during the AntJnomian controversy. -

SB-10052498-5734.Pdf
SB-10052498-5734 ATTENTION: IMPORTANT - All GENERAL MANAGER q Service Personnel PARTS MANAGER q Should Read and CLAIMS PERSONNEL q Initial in the boxes SERVICE MANAGER q provided, right. SERVICE BULLETIN APPLICABILITY: 2013MY Legacy and Outback 2.5L Models NUMBER: 11-130-13R 2012-13MY Impreza 2.0L Models DATE: 04/05/13 2013MY XV Crosstrek REVISED: 06/19/13 2011-2014MY Forester 2013MY BRZ SUBJECT: Difficulty Starting, Rough Idle, Cam Position or Misfire DTCs P0340, P0341, P0345, P0346, P0365, P0366, P0390, P0391, P0301, P0302, P0303 or P0304 INTRODUCTION This Bulletin provides inspection and repair procedures for intake and exhaust camshaft position-related and/or engine misfire DTCs for the FA and FB engine-equipped models listed above. The camshaft position sensor (CPS) clearance may be out of specification causing these condition(s) and one or more of the DTCs listed above to set. In addition to a Check Engine light coming on, there may or may not be customer concerns of rough idle, extended cranking or no start. NOTES: • This Service Bulletin will replace Bulletin numbers 11-100-11R, 11-122-12, 11-124-12R and 11-125-12. • Read this Bulletin completely before starting any repairs as service procedures have changed. • An exhaust cam position sensor clearance out of specification willNOT cause a startability issue. COUNTERMEASURE IN PRODUCTION MODEL STARTING VIN Legacy D*038918 Outback D*295279 Impreza 4-Door D*020700 Impreza 5-Door D*835681 XV Crosstrek Forester E*410570 BRZ D*607924 NOTE: These VINs are for reference only. There may be a small number of vehicles after the starting VINs listed above which do not have the countermeasure due to production sequence changes. -

Cooling Systems
SEBD0518-09 c 2008 Caterpillar Printed in U.S.A. Contents Understanding Cooling Systems . .4 Cleaning of Heavy-Duty Coolant/Antifreeze Function . 4 Systems . 26 Function of Components. 4 Commercial Heavy-Duty Coolant/Antifreeze Cooling System Temperature . 6 and Supplemental Coolant Additive . 26 Factors That Affect the Cooling System . .8 Water and Supplemental Coolant Additive . .27 Sources of Heat. 8 Cooling Systems with Larger Capacities . 28 Oil Coolers . 8 Adding the Cat SCA to Water at the Aftercoolers. 9 Initial Fill. 28 Transmission, Marine Transmission, or Torque Adding the Cat SCA to Water for Converter Oil Coolers. 9 Maintenance . 28 Retarder Coolers . 10 S•O•S Services Coolant Analysis . .29 Water Cooled Exhaust Manifolds and Water New, Refilled, or Converted Systems. 29 Cooled Turbocharger Shields . 10 Recommended Interval for S•O•S Coolant Hydraulic Oil Coolers. 10 Sampling . 29 Safety Recommendations . .11 S•O•S Coolant Analysis (Level 1) . 29 S•O•S Coolant Analysis (Level 2) . 29 Cooling System Maintenance . .12 Coolant . 12 Caterpillar® Conditioner Elements . .30 Heat Transfer. 12 Functional Effects . .32 Protection Against Freezing of the Coolant . 12 Corrosion Resistance. 12 Pitting and Cavitation-erosion . 33 Scale and Deposits . 12 Rust . 35 Compatibility . 12 Acidity-Alkalinity Imbalance . 36 Non-Foaming . 12 Galvanic and Electrolytic Corrosion. 36 Sediment . 12 Scale and Deposit Formation . 37 Cylinder Wall Pitting . 13 Aeration. 37 Coolant Properties . .14 Coolant-Related Failures . .38 Water . 14 Cracked or Warped Cylinder Heads . 38 Additives . 15 Cylinder Block . 39 Glycol . 15 Piston Seizure . 39 Testing Glycol Concentrations . 16 Cold Operating Temperatures . 40 Coolant Recommendations . .17 Service and Periodic Maintenance .