Force-Multiplying Pneumatic Cylinders in Rivet, Hole Punch and Broaching Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -

Small Engine Parts and Operation
1 Small Engine Parts and Operation INTRODUCTION The small engines used in lawn mowers, garden tractors, chain saws, and other such machines are called internal combustion engines. In an internal combustion engine, fuel is burned inside the engine to produce power. The internal combustion engine produces mechanical energy directly by burning fuel. In contrast, in an external combustion engine, fuel is burned outside the engine. A steam engine and boiler is an example of an external combustion engine. The boiler burns fuel to produce steam, and the steam is used to power the engine. An external combustion engine, therefore, gets its power indirectly from a burning fuel. In this course, you’ll only be learning about small internal combustion engines. A “small engine” is generally defined as an engine that pro- duces less than 25 horsepower. In this study unit, we’ll look at the parts of a small gasoline engine and learn how these parts contribute to overall engine operation. A small engine is a lot simpler in design and function than the larger automobile engine. However, there are still a number of parts and systems that you must know about in order to understand how a small engine works. The most important things to remember are the four stages of engine operation. Memorize these four stages well, and everything else we talk about will fall right into place. Therefore, because the four stages of operation are so important, we’ll start our discussion with a quick review of them. We’ll also talk about the parts of an engine and how they fit into the four stages of operation. -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -

Development of Predictive Gasoline Direct Fuel Injector Model for Improved
Development of Predictive Gasoline Direct Fuel Injector Model for Improved In-cylinder Combustion Characterization Thesis Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Mohit Atul Mandokhot Graduate Program in Mechanical Engineering The Ohio State University 2018 Thesis Committee Prof. Shawn Midlam-Mohler, Advisor Prof. Giorgio Rizzoni 1 Copyrighted by Mohit Atul Mandokhot 2018 2 Abstract Gasoline direct fuel injection systems have gained importance due to the increasing level of emissions regulation on SI combustion systems. Direct fuel injection delivery to cylinder provides better atomization and fuel mixing performance, enabling homogenous mixture and better in-cylinder combustion. Increasing focus over the last few decades has been on better characterization of such gasoline direct fuel injection systems. Solenoid powered injectors act as actuators and enable accurate fuel delivery into the cylinder for a combustion event. Characterization of injector’s fuel delivery performance is an important aspect of achieving improved in-cylinder combustion performance. The objective of the current thesis is to develop a numerical physics based fuel injector model that provides a reliable prediction of flow rate and needle lift, in order to be used to improve in-cylinder combustion performance using 3D CFD model methodology. The developed model provides a reliable estimate of flow rate of developed injector, which is experimentally verified against instantaneous flow rate data provided by typical suppliers. In cases where inadequate prediction performance was noted, the errors arise out of lack of high fidelity electromagnetic modeling data, damping characteristics inside model and lack of geometry data to capture performance of highest accuracy. -

Lean's Engine Reporter and the Development of The
Trans. Newcomen Soc., 77 (2007), 167–189 View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Research Papers in Economics Lean’s Engine Reporter and the Development of the Cornish Engine: A Reappraisal by Alessandro NUVOLARI and Bart VERSPAGEN THE ORIGINS OF LEAN’S ENGINE REPORTER A Boulton and Watt engine was first installed in Cornwall in 1776 and, from that year, Cornwall progressively became one of the British counties making the most intensive use of steam power.1 In Cornwall, steam engines were mostly employed for draining water from copper and tin mines (smaller engines, called ‘whim engines’ were also employed to draw ore to the surface). In comparison with other counties, Cornwall was characterized by a relative high price for coal which was imported from Wales by sea.2 It is not surprising then that, due to their superior fuel efficiency, Watt engines were immediately regarded as a particularly attractive proposition by Cornish mining entrepreneurs (commonly termed ‘adventurers’ in the local parlance).3 Under a typical agreement between Boulton and Watt and the Cornish mining entre- preneurs, the two partners would provide the drawings and supervise the works of erection of the engine; they would also supply some particularly important components of the engine (such as some of the valves). These expenditures would have been charged to the mine adventurers at cost (i.e. not including any profit for Boulton and Watt). In addition, the mine adventurer had to buy the other components of the engine not directly supplied by the Published by & (c) The Newcomen Society two partners and to build the engine house. -

Instructions Pro-Stage Ii ™ Throttle Control System
K+R Performance Engineering, Inc. INSTRUCTIONS PRO-STAGE II ä THROTTLE CONTROL SYSTEM Congratulations on your selection of the Pro-Stage II ä Throttle Control System. This top quality unit utilizes twin precision pneumatic actuators for smooth, consistent throttle control, round after round. The use of two actuators allows you to set two different throttle settings, one near idle setting for staging with the Pro-Stage ä system, and another partial throttle setting for down-track E.T. control. Speed controls on the solenoid/valve body assembly give you precise control of throttle opening and closing rates to solve engine stumble and tire spin problems. All components of the system have been carefully selected for corrosion-resistance and long service life with very little maintenance. The Pro-Stage ä system1 is designed to improve driver concentration and reaction time consistency on both Pro and Full (bracket) trees. Control for this system is included in our complete line of Pro-Cubeâ delay box/timer units. BEFORE YOU BEGIN 1. Read all instructions and make sure you understand the operation of the control before you modify your throttle linkage or change any settings or adjustments on the control. 2. Your car MUST have a positive throttle pedal stop such as a bolt or tubular brace fastened to the chassis. Lack of a solid pedal stop could result in consistency problems. 3. SPECIAL NOTE: Factory type throttle cables will NOT work. These cables were not designed for race applications. This system requires a quality after-market “Morse” style cable or solid “rod type” linkage. -
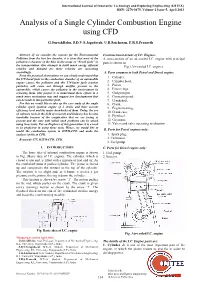
Analysis of a Single Cylinder Combustion Engine Using CFD
International Journal of Innovative Technology and Exploring Engineering (IJITEE) ISSN: 2278-3075, Volume-2 Issue-5, April 2013 Analysis of a Single Cylinder Combustion Engine using CFD G.SureshBabu, S.D.V.S.Jagadeesh, U.B.Saicharan, P.R.S.Praneeth Abstract -If we consider the reasons for the Environmental Constructional details of I.C. Engines Pollution from the last few decades, it is clear that most of the A cross-section of an air-cooled I.C. engine with principal pollution is because of the hike in the usage of “Fossil fuels” in parts is shown in the transportation. Our attempts to build much energy efficient Fig. (Air-cooled I.C. engine). vehicles and demand for these vehicles are increasing accordingly. A. Parts common to both Petrol and Diesel engine: From the practical observations we can clearly understand that 1. Cylinder, the UN-burnt fuels in the combustion chamber of an automobile engine causes the pollution and this UN-burnt fuels (carbon 2. Cylinder head, particles) will come out through muffler present to the 3. Piston, automobile, which causes the pollution in the environment by 4. Piston rings, releasing them. Our project is to understand these effects in a 5. Gudgeon pin, much more meticulous way and suggest few developments that 6. Connecting rod, can be made in this particular field. 7. Crankshaft, For this we would like to take up the case study of the single 8. Crank, cylinder spark ignition engine of 4 stroke and their current 9. Engine bearing, efficiency level and the major drawbacks of them. -

24 -Cylinder Sleeve- Valve Unit of 3,500 BMP
24 - cylinder Sleeve - valve Unit of 3,500 BMP. ' ITH what may well prove to be the last of the civil aircraft—particularly in view of the airscrew-turbine very high-powered piston engines Rolls-Royce position. have resurrected one of their most famous type In general terms composition of the Eagle may be sum- names—Eagle—and on examination there is no marized as consisting of twelve cylinders on each side reason to believe that this latest Derby creation formed in monobloc castings, through-bolted with the will not carry to new heights the lustre vertically split crankcase. Each row of six cylinders is bequeathed by its famous namesake. served by its own induction manifold which, in turn, is The new Eagle is a twin-crank flat-H sleeve-valve engine fed from an individual aftercooler. Exhaust is through aspirated with a two-stage two-speed supercharger, and, paired ejector stacks mounted in a • central row between in Mk 22 form, is equipped to drive an eight-blade contra- the upper and lower banks of cylinders. The reduc- rotating airscrew. It is the first Rolls-Royce production tion gearing is powered equally by both crankshafts, and sleeve-valve engine, although the company extensively with it is incorporated the contra-rotation gear for airscrew investigated the potentials of sleeve valves as a part of drive. In this particular instance—i.e., the Mk 22—the their normal research programme in the early 1930s. In nose-length requirements of the aircraft in which the point of fact, although it is not generally known, Rolls engine is first to be installed have called for an extended produced an air-cooled 22-litre sleeve-valve 24-cylinder snout bousing forward of the reduction gear, but for other engine of X-form which, called the "Exe," first flew in installations this might not apply, and the overall length September, 1938, in a Fairey Battle. -

Chevrolet Cars and Trucks Get More with Less by Breathing Right
Chevrolet Cars and Trucks Get More With Less by Breathing Right x Continuously variable valve timing (VVT) available on most Chevrolet models x Four-, six- and eight-cylinder engines continuously adjust air flow for best economy and lowest emissions PONTIAC, Mich. – Athletes understand that proper breathing is critical to maintaining peak performance under all conditions, and so do Chevrolet powertrain engineers. Getting air in and exhaust gases out of the combustion chamber under all speeds and driving conditions are essential to providing outstanding driveability and fuel efficiency with low emissions. “Whether powered by four, six or eight cylinders, virtually every current Chevrolet car and truck – from the compact Cruze to the full-size Suburban – features continuously variable valve timing (VVT) on its engine to optimize its breathing,” said Sam Winegarden, executive director, Global Engine Engineering. With VVT, camshafts are driven by chains from the crankshaft to keep the valve opening in sync with the motion of the pistons in the cylinders. The VVT-equipped Cruze Eco, with EPA-estimated highway fuel economy of 42 mpg, is the most fuel-efficient gasoline-fueled vehicle in America. VVT also contributes to the full-size Silverado XFE’s segment-best 22 mpg highway. Chevrolet’s VVT system uses electro-hydraulic actuators between the drive sprocket and camshaft to twist the cam relative to the crankshaft position. Adjusting the cam phasing in this manner allows the valves that are actuated by that camshaft to be opened and closed earlier or later. On dual overhead cam engines such as the Ecotec inline-four and the 3.6-liter V-6, the intake and exhaust cams can be adjusted independently, allowing the valve overlap (the time that intake and exhaust valves are both open) to be varied as well. -

Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine
Published by : International Journal of Engineering Research & Technology (IJERT) http://www.ijert.org ISSN: 2278-0181 Vol. 7 Issue 11, November-2018 Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine K. Durga Prasad1 K. V. J. P. Narayana2 N. Kiranmayee3 Dept of Mechanical Engineering, Dept of Mechanical Engineering, Dept of Mechanical Engineering, V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of Engineering, AP, India. Engineering, AP, India Engineering, AP, India Abstract-In this paper a static simulation is conducted on a Forging demands for several dies to achieve the crankshaft from a single cylinder 4- stroke diesel engine. A final component and casting requires non-permanent, three dimension model of diesel engine crankshaft is created usually sand, molds. These two processes also need various using CATIA V5 software. Finite element analysis (FEA) is finishing operations, such as grinding and balancing. As for performed to obtain the variation of stress magnitude at the machining process, it is only viable for unitary or low critical locations of crankshaft in. The static analysis is done using FEA Software HYPERMESH which resulted in the load production, as the material waste and machining time is spectrum applied to crank pin bearing. This load is applied to enormous, despite not requiring much in the way of the FEA model in HYPERMESH, and boundary conditions balancing. The prototype tool developed in this paper, are applied according to the engine mounting conditions allows to overcome the shortcomings associated with the conventional processes, as the pre-form used is a round bar, I. -

DESCRIPTION of a FLUID-PRESSURE REVERSING GEAR for Locodiiotive ENGINES
552 APRIL1834. DESCRIPTION OF A FLUID-PRESSURE REVERSING GEAR FOR LOCODiIOTIVE ENGINES. BY Bln. DAVID JOY, OF LOSDOX. - SingZe-Zccentric T’alre-G‘ear.--Ever since his former paper to this Institution in 1880 (Proceedings page 418) describing the radial valve-gear which he was then introducing, the writer has entertained the idea of a yet simpler and more direct form of Reversing and Expansion Valve-Gear than either the radial itself or any other plan hitherto in use. Notwithstanding the success achieved with the radial gear, the difficulties encountered in its introduction convinced him that a better plan was required, and enabled him to see the direction in which to work. Froin the outset the idea kept prominently in view was that only a single set of pieces of mechanism should be employed, instead of a duplicate set, for actuating the valve from the crank axle, and also for reversing from forward to backward gear ; and further, that reversal should be accomp~ished by the change of position of the gear, as in the radial gear, and not by the addition, as in the link gear, of other and distinct parts for backward running. Accordingly the single eccentric with shifting position on the crank axle, as in Dodds’ wedge-motion, naturally recommended itself for adoption : while the difficulties and complication involved in any attempt to effect the shifting by mechanical connections through levers, links, screws, or friction gear, which would have been fatal to practical success, led the writer to throw all such expedients aside, and to have recourse to the cmployment of fluid pressure, by means of oil or other fluid conveyed through the centre of the axle itself for shifting the position of the eccentric.