A Practical Guide to Machine Vision Lighting
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Guide for Lighting the Stage
A Guide for Lighting the Stage visual environment technologies | etcconnect.com ETC® and ColorSource are either registered trademarks or trademarks of Electronic Theatre Controls, Inc. in the United States and other countries. All other trademarks, both marked and not marked, are the property of their respective owners. This content may be used, copied and freely distributed for educational purposes without written permission from ETC. Introduction The aim of this guide is to help teachers better understand and explain the basic elements of stage lighting. This resource is intended to supplement existing teaching materials, providing additional information and relevant product examples to add colour to lessons and presentations. The content can be applied to a variety of venues, including school halls, drama studios, college and university venues, dance venues, village halls, arts centres, concerts and student television studios. The following chapters cover basic illumination techniques using the ColorSource family of products from ETC and provide a pathway towards more artistic lighting designs. The guide is supported by an optional set of posters, available from ETC (send an email to [email protected] to request a poster set). Founded in 1975, ETC is a global leader in the manufacture of lighting and rigging technology for entertainment and architectural applications. ETC products are found in small and large venues worldwide. All ETC products are made to the same high standards, which is why they are used in so many professional and amateur venues. The ETC ColorSource family of equipment delivers LED lighting on a budget by offering high quality lighting, data distribution and power control in a plug- and-play format. -

Sustainable Home Guidelines
Contents Light for comfort and health 3 Glazing for natural daylight 4 Energy efficient lighting 5 Healthy lighting 6 Lights and lamps 7 A lighting plan for your home 8 Further information 10 This chapter is part of the Waitakere City Council’s Sustainable Home Guidelines. The complete set can be obtained through most libraries or from the Waitakere City Council, Private Bag 93109, Henderson, Waitakere City 0650, New Zealand, phone (09) 839 0400, email: [email protected]. The guidelines are also available on the council’s web site: http://www.waitakere.govt.nz WAITAKERE CITY COUNCIL’S SUSTAINABLE HOME GUIDELINES / LIGHT & LIGHTING / PAGE 2 Light for comfort and health Why do we need light? Besides being essential for vision, light affects human performance, alertness and mood. It influences body rhythms such as sleep patterns, ovulation and hormone secretion. The absorption of sunlight by our skin is also a necessary part of our body’s chemistry. Without sunlight there would be no life. Insufficient sunlight may cause depression and lethargy. How much light do we need? In order to see properly without eye strain we need a minimum light quantity or intensity. The light output onto a surface is measured in lux. lux = the number of lumens per square metre of surface: In offices a minimum of 500 lux In schools a minimum of 300 lux In homes a minimum of 200 lux. What kind of light do we want? The quality of the light is important too: the more natural light available, the better. Natural light offers us a balanced light spectrum with a full range of different wavelengths. -

Nonresidential Lighting and Electrical Power Distribution Guide
NONRESIDENTIAL LIGHTING AND ELECTRICAL POWER DISTRIBUTION A guide to meeting or exceeding California’s 2016 Building Energy Efficiency Standards DEVELOPED BY THE CALIFORNIA LIGHTING TECHNOLOGY CENTER, UC DAVIS © 2016, Regents of the University of California, Davis campus, California Lighting Technology Center Guide Prepared by: California Lighting Technology Center (CLTC) University of California, Davis 633 Pena Drive Davis, CA 95618 cltc.ucdavis.edu Project Partners: California Energy Commission Energy Code Ace This program is funded by California utility customers under the auspices of the California Public Utilities Commission and in support of the California Energy Commission. © 2016 Pacific Gas and Electric Company, San Diego Gas and Electric, Southern California Gas Company and Southern California Edison. All rights reserved, except that this document may be used, copied, and distributed without modification. Neither PG&E, Sempra, nor SCE — nor any of their employees makes any warranty, express of implied; or assumes any legal liability or responsibility for the accuracy, completeness or usefulness of any data, information, method, product, policy or process disclosed in this document; or represents that its use will not infringe any privately-owned rights including, but not limited to patents, trademarks or copyrights. NONRESIDENTIAL LIGHTING & ELECTRICAL POWER DISTRIBUTION 1 | INTRODUCTION CONTENTS The Benefits of Efficiency ................................. 5 About this Guide ................................................7 -

Industrial Lighting a Primer
Industrial Lighting A Primer All through history people have sought better ways to illuminate their work. Even the cavemen needed torches to allow them to draw on the walls of their underground caverns. Fire brought both light and heat for thousands of years before crude lamps of animal fat gave way to the candle for general indoor illumination used around the world. Roman Grease Lamp An offshoot of the common candlestick became what we now call the Lacemakers Globe. This quite possibly could qualify as the world’s first industrial light source! It was observed that when a candle flame was aligned behind a rounded glass bottle filled with water, a magnifying and focusing effect was produced, in addition to simply lighting up a small area. This was high technology of the first order! No longer did the lacemaker have to pack it in when the sun went down, for soon the new Lacemaker’s Globe became fairly common in European Cottage Industry, enabling the production of lace at a greater rate than ever before. It is also not too much of a stretch to conclude that the repetitive patterns of the lacemaker could be looked upon as a forerunner to the theory of mass production, along with the pin makers who toiled away in the ‘second tier’ of the feeble light pool cast by the globe, hammering heads onto straightened bits of wire in order to make the common pin. This was mighty slim pickings by today’s standards to be sure, but just a few hundred years ago it represented a revolutionary increase in handiwork production after the sun went down, for the very first time in history. -
The Complete Guide to Under Cabinet Lighting
THE COMPLETE GUIDE TO UNDER CABINET LIGHTING Annie Josey & Christopher Johnson Pegasus Lighting www.pegasuslighting.com Copyright © Pegasus Lighting 2013 All Rights Reserved 2 Table of Contents 1 – The Essentials of Great Lighting 2 – Choosing Under Cabinet Lights 3 – How to Install Under Cabinet Lights 4 – Under Cabinet Lighting Maintenance 5 – Beyond the Cabinet: Lights in Uncommon Places 6 – Glossary Notes 3 1 The Essentials Of Great Lighting Today, the kitchen has to be multifunctional. It’s not only a place to prepare and eat food, but also a place to relax, a place to entertain, and a place to enjoy. It should be inviting, bright, functional, and easy to control. The right kitchen lighting will help you stay clean, organized, and safe, while letting you create the perfect atmosphere for an early morning baking frenzy, board games with the kids on a rainy afternoon, or spending a couple’s night in. Most of all, light layering (having multiple light sources for different purposes) is the most important, all-encompassing rule in kitchen lighting design. A single light source never does any space justice. You need different sources of light for different purposes. Ambient lighting, task lighting, accent lighting, safety lighting, and mood lighting are all essential parts of great kitchen design. This book will first and foremost address task lighting in the kitchen. Under cabinet lights are the most popular, attractive, and handy kind of task lighting for the kitchen. Lighting designers agree that the path to any beautiful, functional kitchen starts with excellent task lights. Kitchen task lights have one simple purpose – to help you out. -

Download Publication
Consumer Factsheet Home lighting Lighting is an important parameter in home design, enabling safety and comfort for the performance of everyday tasks, such as walking, reading, cooking, etc. The purpose of this factsheet is to inform people about the properties of the most common household lights and assist them choose the right light bulb for their needs. Which lighting types should I use in my home? There are three main types of light bulbs that can be used in home interiors: Light Emitting Diodes (LEDs); Fluorescents and Compact Fluorescent bulbs; and halogen bulbs. The choice of lighting source depends on many parameters, such as the use of the space and the lighting levels required, the cost of the bulb and its useful life, the energy that it consumes, the colour of the light it emits, etc. Two main lighting techniques are used in home environments: general lighting and task lighting. General lighting is used to light a large space, e.g. a dining room or a bedroom. General lighting can be provided by natural light, artificial light or a combination of the two. Task lighting is the lighting used to increase the amount of light in a specific, smaller area, such as on a desk, on the kitchen counter, etc. Task lighting is usually provided by fixtures, as artificial light is more easily controlled than natural light. Both general and task lighting can be tailored to a resident’s needs. The following paragraphs describe the main types of bulbs used in homes and their characteristics. Useful information for general and task lighting is also provided. -

2021 Outdoor Catalog
2021 OUTDOOR CATALOG PERSONAL LIGHTING PRODUCTS OUTDOOR OUTDOOR OUTDOOR Tried and tested to help you go farther, higher and faster. Nate Dodge 1 PRINCETON TEC PRINCETON TEC 2 SNAP SERIES Magnetic Design OUTDOOR The Snap head unit can be removed from it’s headlamp bracket and secured to most metal surfaces via it’s strong magnet. Josh Preissner Seth Morris ® For those looking for an option that preserves their night vision, the SNAP Solo ® Still packing 300 lumens of dimmable white light and the popular magnetic base, RGB offers 300 lumens of dimmable white light as well as Red, Green, or Blue task the SNAP Solo is available in 4 new colors and remains the perfect hands free light SNAP SOLO RGB lighting. With its magnetic base the light can be easily removed from the included SNAP SOLO for any occasion. Changing a flat on the side of the road? Need to light up a less headlamp bracket, used as a handheld, and attached to most metallic surfaces than perfectly lit corner of the garage? Out for an evening stroll around camp? NEW MAGNETIC HEMAG- for hands free jobs. The SNAP RGB also features a unique custom programming NEW MAGNETIC HEADLAMP The simple single button interface is popular with anyone looking for a super NETIC HEADLAMP feature which allows you to set which colored LED comes on first. versatile light you can use anywhere. SPECS TECHNOLOGY SPECS TECHNOLOGY POWER 300 Lumens POWER 300 Lumens LAMP 1 Maxbright LED w/ Spot (dimmable) 300 LAMP 1 Maxbright LED w/ Spot (dimmable) 300 TRI-COLOR 1 Tri-color Red, Green, Blue LED RUNTIME 155 -
Office Light Management Guide
DHS|OHA Office Light Management Guide DHS|OHA Shared Services Occupational Health, Safety & Emergency Services Program [email protected] DHS and OHA Office Light Management Guide Table of Contents Purpose: ................................................................................................................................................................ 3 Background: .......................................................................................................................................................... 3 Balance of Illumination: ........................................................................................................................................ 4 Color Appearance: ................................................................................................................................................ 4 Flicker: ................................................................................................................................................................... 4 Layering: ................................................................................................................................................................ 4 Visual Comfort: ..................................................................................................................................................... 5 Personal Control: ................................................................................................................................................. -

Street Lighting Design Guide
S O L A R E L E C T R I C P O W E R C O M P A N Y STREET LIGHTING DESIGN GUIDE Navigating how to design a reliable solar street lighting solution I N T R O D U C T I O N 0 2 When you think of street lighting, you may only think of one type or another. Streets can be in major areas such as freeways and highways. Others are local roads, alleyways, sidewalks, intersections, bikeways, and medians. All types of street areas need proper lighting to ensure the safety of the people using them. This eBook will explain the why’s, where’s and how’s of street lighting. By the end of this eBook you will have a better understanding of lighting of different types of streets and their requirements, and how solar lighting can fit street lighting requirements with ease. Street Lighting Design Guide www.sepco-solarlighting.com W H Y I M P L E M E N T S T R E E T L I G H T I N G ? 0 3 Street lighting produces quick, accurate and comfortable visibility at night. Street lighting also safeguards, facilitates and encourages vehicle and pedestrian traffic. By providing good visibility also provides social and economic benefits such as: Reduction in night accidents Aid security and police protection Improve the flow of traffic Promote business and use of public facilities at night Street Lighting Design Guide www.sepco-solarlighting.com W H E R E T O I M P L E M E N T S T R E E T L I G H T I N G ? 0 4 Freeways / Expressways Roadways with greater visual complexity and higher traffic volumes require brighter lighting than rural roads. -

52927614.Pdf
STAGE LIGHTING AND ITS INFLUENCE ON ARCHITECTURAL LIGHTING A TH E S IS SUBMITTED TO THE DEPARTMENT OF INTERIOR ARCHITECTURE AND ENVIRONMENTAL DESIGN AND THE INSTITUTE OF FINE ARTS OF BILKENT UNIVERSITY IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF AAASTER OF FINE ARTS By Hüsnü Aydın Ozatilgan June, 1 9 9 4 PN 209{ .tu оъг \щ Б.023425 I certify that I have read this thesis and that in my opinion it is full adequate, in scope and in quality, as a thesis for the degree of Master of Fine Arts. Assoc. Prof. Dr.)Ceng/z Yener (Advisor) I certify that I have read this thesis and that in my opinion it is full adequate, in scope and in quality, as a thesis for the degree of Master of Fine Arts. I certify that I have read this thesis and that in my opinion it is full adequate, in scope and in quality, as a thesis for the degree of Master of Fine Arts. Assoc. Prof. D r^ ld irim Ygvuz Approved by the Institute of Fine Arts Prof. Dr. Bülent Özgüç Director of the Institute of Fine Arts ABSTRACT STAGE UGHTrNG AND ITS INFLUENCE ON ARCHITECTURAL LIGHTING Aydın Özatılgan M .F.A . in Interior Architecture and Environmental Design Supen/isor: Assoc. Prof. Dr. Cengiz Yener May 1 9 9 4 In this work, fundamentals of stage lighting are analyzed along with their historical and technological background. It is stated that there is an influence of stage lighting on architectural lighting. Consequently it is stated that stage lighting is the basis of architectural lighting and there is an important interaction between them. -

Healthcare Luminaires Proven Solutions for Medical Applications
Healthcare Luminaires Proven Solutions for Medical Applications Healthcare Lighting Product Selector Guide HC 2 MedMaster™ Lighting for Healthcare MedMaster - Lighting that Table of Contents Kenall Luminaires for Every Part of Your Facility 4 Sets the Stage for Healing Technology: Today’s highly specialized healthcare environments Tunable White LED 6 require more than just good lighting performance Indigo-Clean 8 and energy savings, which is why Kenall luminaires Indigo-Clean Technology 10 offer a wide range of other benefits. In addition to excellent efficiency, Kenall's lighting solutions Narrow Spectrum LED 12 also offer: Lighting Controls 14 • Continuous visible light disinfection Product: Surgical Suites 16 • Tunability: The ability to choose specific colors MRI/Imaging Suites 24 and wavelengths for specialized applications Patient Rooms 34 • IP ratings to protect from egress/ingress of dust Nurses' Stations, Substations, Corridors 56 and bacteria Behavioral Health 64 • Protection from EMI/RFI Exits, Stairwells and Egress 76 • Embedded controls Exterior 84 • Long LED life Parking 92 Warranties, Listings 98 • Ligature, and tamper-resistance for behavioral health applications Alphabetical Product Index 107 • Ease of cleaning • Industry-leading warranties Kenall has applied more than 55 years of design, development, testing, and manufacturing expertise to create its signature MedMaster line. From surgical suites and nurses’ stations, to patient rooms and parking garages, Kenall luminaires support patient health, personal safety, visual -
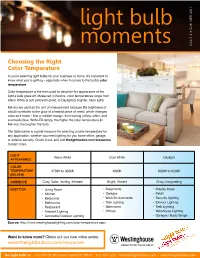
Choosing the Right Color Temperature
light bulb moments ISSUE 2 • SUMMER 2017 Choosing the Right Color Temperature If you’re selecting light bulbs for your business or home, it’s important to know what you’re getting – especially when it comes to the bulb’s color temperature. Color temperature is the term used to describe the appearance of the light a bulb gives off. Measured in Kelvins, color temperatures range from Warm White (a soft yellowish glow), to Daylight (a brighter, bluer light). Kelvins are used as the unit of measurement because the brightness of a bulb correlates to the glow of a heated piece of metal, which changes color as it heats – first a reddish-orange, then turning yellow, white, and eventually blue. With LED lamps, the higher the color temperature (in Kelvins), the brighter the bulb. The table below is a great resource for selecting a color temperature for any application, whether you need lighting for you home office, garage, or exterior security. Check it out, and visit thelightbulbco.com/resources to learn more. LIGHT APPEARANCE Warm White Cool White Daylight COLOR TEMPERATURE 2700K to 3000K 4000K 5000K to 6500K (KELVEN) AMBIENCE Cozy, Calm, Inviting, Intimate Bright, Vibrant Crisp, Invigorating BEST FOR • Living Room • Basements • Display Areas • Kitchen • Garages • Retail • Bedrooms • Work Environments • Security Lighting • Bathrooms • Task Lighting • Exterior Lighting • Restaurant • Bathrooms • Task Lighting • Ambient Lighting • Offices • Warehouse Lighting • Decorative Outdoor Lighting • Garages / Body Shops Source: http://www.westinghouselighting.com/color-temperature.aspx