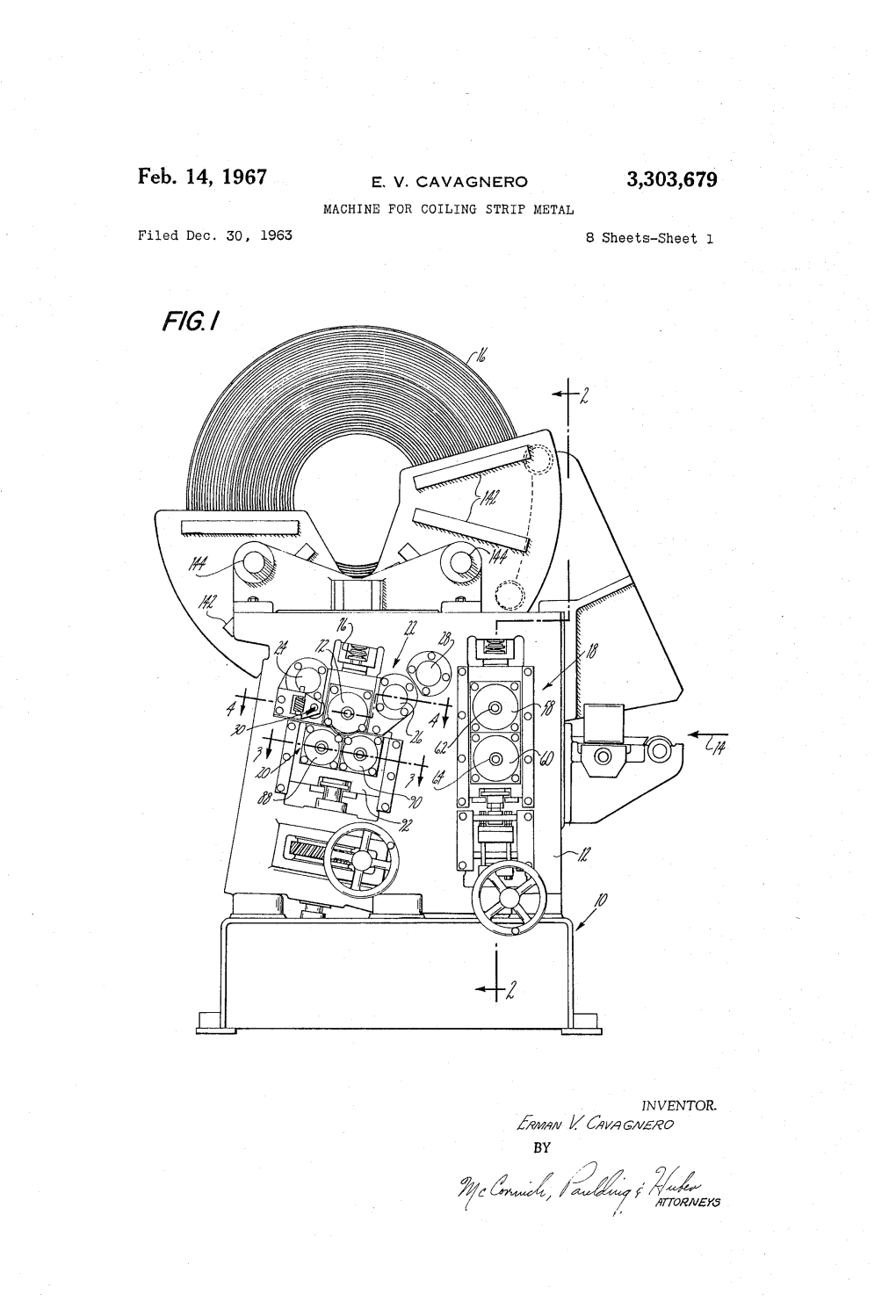
Feb. 14, 1967 E. V. CAVAGNERO 3303679 I
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
The Dragon Magazine #5
March ’77 DRAGON RUMBLES The eastern portion of the US is not the only area of the country to have suffered a blizzard this winter, though mine has been of a dif- ferent nature. A month or two ago, I placed a listing in WRITER‘S DIGEST, as a market for science fiction, fantasy and swords & sorcery. Within two weeks of that appearance, I have been inundated with a barrage of inquiries and unsolicited manuscripts, most of which aren’t right for these pages. But I’m reading, or having them read by Gary Jaquet , who has become my voluntary associate (meaning unpaid), every single one. What this means to all of the writers that have sent me submissions is that you should expect a response, but not soon. I have extended invitations to a number of authors of fantasy and science fiction games, other than D&D and EPT, to write on their creations for these pages. While we recognize that D&D started the fan- tasy gaming genre, there are now a number of science fiction and fan- tasy games available that we feel should be treated in this magazine. I extend this invitation to non-authors (of games) to do this also. I’m looking for articles on STELLAR CONQUEST, THE YTHRI, WBRM, GODSFIRE, STARSHIP TROOPERS, OUTREACH, Contents SORCERER, STARSOLDIER, GREEN PLANET TRILOGY, Witchcraft Supplement for D&D. ............................ 4 OGRE, MONSTERS-MONSTERS, VENERABLE DESTRUCTION More on METAMORPHOSIS ALPHA ....................... 10 and others. It’s time for THE DRAGON to expand its subject matter. I Featured Creature ....................................... 12 want to get into fantasy miniatures as well. -

5713 Theme Ideas
5713 THEME IDEAS & 1573 Bulldogs, no two are the same & counting 2B part of something > U & more 2 can play that game & then... 2 good 2 b 4 gotten ? 2 good 2 forget ! 2 in one + 2 sides, same story * 2 sides to every story “ 20/20 vision # 21 and counting / 21 and older > 21 and playing with a full deck ... 24/7 1 and 2 make 12 25 old, 25 new 1 in a crowd 25 years and still soaring 1+1=2 decades 25 years of magic 10 minutes makes a difference 2010verland 10 reasons why 2013 a week at a time 10 things I Hart 2013 and ticking 10 things we knew 2013 at a time 10 times better 2013 degrees and rising 10 times more 2013 horsepower 10 times the ________ 2013 memories 12 words 2013 pieces 15 seconds of fame 2013 possibilities 17 reasons to be a Warrior 2013 reasons to howl 18 and counting 2013 ways to be a Leopard 18 and older 2 million minutes 100 plus you 20 million thoughts 100 reasons to celebrate 3D 100 years and counting Third time’s a charm 100 years in the making 3 dimensional 100 years of Bulldogs 3 is a crowd 100 years to get it right 3 of a kind 100% Dodger 3 to 1 100% genuine 3’s company 100% natural 30 years of impossible things 101 and only 360° 140 traditions CXL 4 all it’s worth 150 years of tradition 4 all to see (176) days of La Quinta 4 the last time 176 days and counting 4 way stop 180 days, no two are the same 4ming 180 days to leave your mark 40 years of colorful memories 180° The big 4-0 1,000 strong and growing XL (40) 1 Herff Jones 5713 Theme Ideas 404,830 (seconds from start to A close look A little bit more finish) A closer look A little bit of everything (except 5-star A colorful life girls) 5 ways A Comet’s journey A little bit of Sol V (as in five) A common ground A little give and take 5.4.3.2.1. -

Mech 4860 Engineering Design Team 3 – Triple E
MECH 4860 ENGINEERING DESIGN TEAM 3 – TRIPLE E RV COMPOSITE MATERIAL UNCOILER Final Design Report Authors: Matt FROESE – Kuankuan LU – Brenden SCOTT– Mannan THAKUR – Submitted to: Dr. Paul E. Labossiere, P.Eng., University of Manitoba Kevin Peters, Triple E RV Cornie Fehr, Triple E RV Submitted on: December 6, 2017 University of Manitoba Department of Mechanical Engineering December 6, 2017 Dr. Paul Labossiere, P Eng. Associate Head, Undergraduate Program Department of Mechanical Engineering University of Manitoba, E2-327F 66 Chancellors Cir, Winnipeg, MB. R3T 2N2 (204) 474-8304 Dear Dr. Paul Labossiere, Please find the enclosed Final Design Report for the Triple E RV Composite Material Uncoiler project. The report begins by outlining Triple E RV’s issues with the composite material which are to be addressed, as well as constraints imposed on the design. A thorough needs analysis was then performed to determine design targets and marginal values. The report then presents the iterative process of brainstorming concepts to address individual issues, and evaluating the performance of these concepts. Lastly, the report explains the final design developed by the team in detail, and summarizes the overall project, goals achieved, and recommendations for the client moving forward. Several Appendices are then attached containing all technical engineering drawings developed by the team, the in-depth concept generation and selection process, analytical calculations regarding design specifications and safety, a thorough stress analysis of all components of the design including finite element analysis, weld sizing, and bolt bearing stresses, and lastly, an in-depth cost analysis of the final design. Thank you for your time, and please contact us with any concerns or feedback you may have. -
TATIP Binder
Cornell “Lord Judah” Carelock Cornell “Lord Judah” Carelock, the one-and-only professional Hiphop teaching artist in Westchester, has many years of experience as an Artist and social justice leader. As an artist and music producer, he has specialized in many evolving forms of creative expression through his company, Judah Bless Entertainment, founded in 2004. For the past 10 years he has focused on collaboration and group learning through active, participatory experiences utilizing music and visual art. Mr.Carelock has been working with the Westchester Martin Luther King Jr. Institute for Non Violence since 2006 building bridges between youth, adults, and law enforcement. Since joining the T.A.T.I.P Training series in the Summer of 2016 Lord Judah or as the youth call him " Mr. Judah " has received a Great boost in his creative approach to his lessons and classroom structure. "I Can Remember a workshop at the Fredrick Douglas Museum in the Summer. We were embodying feelings , transforming them into movements , then transforming that into my expression through words , and then sharing with others and exploring how we can create an an expression that is inclusive of all of our feelings and ideas". "Mr. Judah" as he is known has been a Professional Teaching Artist for over ten years and he is currently working with Arts Westchester, Dream Yard Project, Wingspan Arts ,and the Mt. Vernon Youth Bureau to name a few. He has also presented workshops for organizations such as the Scarsdale Middle School's Young Writers Workshop ,The Westchester Music Conservatory, Club Excel of the White Plains Youth Bureau, The African American Men of Westchester, Mount Vernon School District, Mt. -

By Chris Anderson the Rise and Fall of the Hit the Era of the Blockbuster Is So Over
ChangeThis Save to disk [help] Hide/Show menus By Chris Anderson The Rise and Fall of the Hit The era of the blockbuster is so over. The niche is now king, and the entertainment industry—from music to movies to TV— will never be the same. next X + Not using Adobe Acrobat? Please go to http://changethis.com/content/reader The Number of albums going gold or platinum has dropped since 2001. On March 21, 2000, Jive Records released No Strings Attached, the much-anticipated second No. of albums of No. certified gold platinumor album from NSync. The album debuted strong. It sold 1.1 million copies its first day and 1,000 2.4 million in the first week, making it the fastest-selling album ever. It went on to top the 800 charts for eight weeks, moving 10 million copies by the end of the year. The music industry 600 had cracked the commercial code. With NSync, a pop-idol boy band fronted by the charismatic 400 Justin Timberlake, Jive had perfected the elusive formula for making a hit. In retrospect it was so obvious: What worked for the Monkees could now be replicated on an industrial scale. It 200 was all about looks and scripted personalities. The music itself, which was outsourced to a 60 ’90 ’91 ’92 ’93 ’94 ’95 ’96 ’97 ’98 ’99 ’01 ’02 ’03 ’04 ’05 ’06 small army of professionals (there are 60 people credited with creating No Strings Attached), hardly mattered. Labels were on a roll. Between 1990 and 2000, album sales had doubled, the fastest growth rate in the history of the industry. -

TOWN of BEDFORD July 20, 2020 PLANNING BOARD MINUTES
TOWN OF BEDFORD July 20, 2020 PLANNING BOARD MINUTES A remote Zoom platform meeting of the Bedford Planning Board was held on Monday, July 20, 2020. Members who were present remotely: Jon Levenstein (Chairman), Kelleigh Murphy (Vice Chairman), Hal Newberry (Secretary), Bill Duschatko (Town Council), Rick Sawyer (Town Manager), Jeff Foote (Public Works Director), Mac McMahon, Steve Clough, Priscilla Malcolm, Charlie Fairman (Alternate), Matt Sullivan (Alternate), John Quintal (Alternate), Becky Hebert (Planning Director), and Mark Connors (Assistant Planning Director). I. Call to Order and Roll Call: Chairman Levenstein called the remote meeting to order at 7:00 p.m. Phil Greazzo (Town Council Alternate) was absent. Ms. Hebert stated due to the Corona Virus crisis and in accordance with Governor Sununu’s Emergency Order #12 and pursuant to Executive Order #2020-04, the Planning Board is authorized to meet electronically. This meeting is being conducted using the Zoom platform and all members of the Planning Board have the ability to communicate with each other during the meeting, and members of the public has access to listen and participate in the meeting using BCTV broadcast or by logging into the Zoom meeting. There are instructions on how to log into the Zoom on the screen of the BCTV broadcast and instructions have also been published in advanced of this meeting with directions on how to reach Planning staff to get information about how to join the meeting. There is no physical location for this meeting, which is permissible pursuant to the Governor’s order, the Town of Bedford is providing public access to the Zoom telephone and the meeting is also being broadcast live on BCTV’s Channel 22. -

Kodaks and Kodak Supplies
Central Library of Rochester and Monroe County - Trade Catalog Collection C -_^- V Science & Technology O A fitOChester Public Liorary #4 Court St Central Library of Rochester and Monroe County - Trade Catalog Collection pf* .4 wm * Nl ENLARGED FROM A KODAK VERICHROME FILM NEGATIVE Central Library of Rochester and Monroe County - Trade Catalog Collection IN SELECTING A CAMERA, CONSIDER... THE PICTURE SIZE. ..The following pages show sample pictures made with various cameras, and in most cases an enlargement as well. Select the picture size that appeals to you most, remembering that, as illustrated in this catalog, any good picture can be generously enlarged. THE TYPE YOU PREFER ... box camera or folding camera. THE VARIETY OF PICTURES you want, and the range of conditions under which you expect to take them. These factors apply particularly to the folding cameras. The ver satility of a camera depends largely upon the grade of its lens and shutter (see page 23) ... and, in some models, upon the variety of negative materials which can be used. THE PRICE... Camera prices are determined to a great extent by the types of lenses and shutters employed, since these items represent a large part of the manufacturing cost. As pointed out above, this equipment to a large degree determines the scope of the camera. GLAD TO HELP YOU MAKE YOUR SELECTION YOUR DEALER WILL BE EASTMAN KODAK COMPANY ROCHESTER, N.Y. FOR YOUR CONVENIENCE AN INDEX OF THE CON TENTS OF THIS CATALOG IS PROVIDED ON PAGE 40 Central Library of Rochester and Monroe County - Trade Catalog Collection *L*M i Central Library of Rochester and Monroe County - Trade Catalog Collection ACTUAL-SIZE PICTURES, AND ENLARGEMENT, FROM JIFFY KODAK V.P. -
The Backstreets Liner Notes
the backstreets liner notes BY ERIK FLANNIGAN AND CHRISTOPHER PHILLIPS eyond his insightful introductory note, Bruce Springsteen elected not to annotate the 66 songs 5. Bishop Danced RECORDING LOCATION: Max’s Kansas City, New included on Tracks. However, with the release York, NY of the box set, he did give an unprecedented RECORDING DATE: Listed as February 19, 1973, but Bnumber of interviews to publications like Billboard and MOJO there is some confusion about this date. Most assign the which revealed fascinating background details about these performance to August 30, 1972, the date given by the King songs, how he chose them, and why they were left off of Biscuit Flower Hour broadcast (see below), while a bootleg the albums in the first place. Over the last 19 years that this release of the complete Max’s set, including “Bishop Danced,” magazine has been published, the editors of Backstreets dated the show as March 7, 1973. Based on the known tour have attempted to catalog Springsteen’s recording and per- chronology and on comments Bruce made during the show, formance history from a fan’s perspective, albeit at times an the date of this performance is most likely January 31, 1973. obsessive one. This booklet takes a comprehensive look at HISTORY: One of two live cuts on Tracks, “Bishop Danced” all 66 songs on Tracks by presenting some of Springsteen’s was also aired on the inaugural King Biscuit Flower Hour and own comments about the material in context with each track’s reprised in the pre-show special to the 1988 Tunnel of Love researched history (correcting a few Tracks typos along the radio broadcast from Stockholm. -
BTS' 'Butter' on a Roll, Spends Second Week at No. 1 on Billboard Hot
Bulletin YOUR DAILY ENTERTAINMENT NEWS UPDATE JUNE 7, 2021 Page 1 of 41 INSIDE BTS’ ‘Butter’ on a Roll, • Taylor Swift’s Spends Second Week at No. 1 ‘Evermore’ Returns to No. 1 on Billboard 200 Chart on Billboard Hot 100 • Revealed: BY GARY TRUST Billboard’s 2021 Indie Power Players TS’ “Butter” adds a second week at No. 1 on Sales chart, drops 4-10 on Streaming Songs and rises • Bill Ackman’s UMG the Billboard Hot 100 songs chart, a week 39-32 on Radio Songs. Play: A Bad Deal or after it soared in at the summit, becoming First two weeks at No. 1: “Butter” is the 23rd title Just Too Confusing the South Korean superstar group’s fourth to debut at No. 1 on the Hot 100 and post a second for Investors? Bleader on the list. consecutive week on top, among 54 total No. 1 ar- • Apple Music The song again fends off Olivia Rodrigo’s “Good 4 rivals, making for a 43% second-week success rate. Releases Spatial U,” which holds at No. 2 on the Hot 100, two weeks It’s the third among seven such songs this year, after Audio and Lossless after it launched at No. 1. Olivia Rodrigo’s “Drivers License” spent its first eight Streaming The Hot 100 blends all-genre U.S. streaming (of- weeks at No. 1 (encompassing its entire reign) and • How Premier’s ficial audio and official video), radio airplay and sales Polo G’s “Rapstar” ruled in its first two frames (also Josh Deutsch Is data. -

Album of the Week: Chadwick Stokes' the Horse Comanche,Album Of
Album Of The Week: Chadwick Stokes’ The Horse Comanche He’s an integral part of Boston-based acts Dispatch and State Radio, but Chadwick Stokes has also built a reputable solo career. Straying from the jam rock of Dispatch and the reggae-infused punk of State Radio, Stokes’ solo material revolves around folk music that sounds like something you’d listen to while sitting around a campfire with a few close friends. His new album, The Horse Comanche, is a continuation of Stokes’ solo style in the most excellent form. With a few added dimensions, Stokes’ take on folk is broadened and expanded with each track. Produced by Iron & Wine’s Sam Beam, the quality of sound in The Horse Comanche is impeccable. Stokes doesn’t limit himself to just one type of music; there’s a great variety of styles exhibited and you get an introduction to Stokes’ versatility when it comes to writing a song and strumming his guitar. Some tracks have an infectious groove while others have a lot of heart and passion, making The Horse Comanche pleasurable in all sorts of ways. There’s a certain catchiness with a few songs as well, but not in an annoying way where you’re praying to the heavens to get those meaningless lyrics out of your head. Don’t let all of this New England snow get you down. Take the opportunity to nestle in your favorite blanket and snuggle with my top tracks off of the Album Of The Week. It might not warm you up, but your music taste will benefit. -

Witch Hunter
WITCH HUNTER v1.00 - Witch Hunter - The cult of the Witch Hunter is steeped in secrecy and the Generals' cabal is reached. These most powerful of Witch inhabitants of the Empire villages rightly fear these agents Hunters are based in Middenheim, in the labyrinthine of holy righteousness. Some fake or false Witch Hunters caves below that lofty city. Witch Hunters have served the do little to add to their reputation, causing blind fear and priests of Sigmar. Ulric and Mòrr from time to time, and prejudice amongst the populace. Many are the innocents are secretly not displeased with their reputation as burned as witches or worse an the say of a false Witch religious Bounty Hunters. They generally have little time Hunter, and many are the innocents slaughtered as witches for the specifics of one religious cult or another, however. at the mere rumour of a Witch Hunter's approach. believing that the threat posed by the dark forces arrayed against humanity is far too great for there to be any room for religious factions and cults It is said that the ultimate Witch Hunter General is an ancestor of the infamous Van Hal. who betrayed the Empire by leading the first Undead armies against it Since that day. his descendants have sought atonement, following a puritanical path of revenge against the forces of darkness. Witch Hunters will fight all enemies of humanity, but their Anyone who has a great burden of guilt or sin on his real enemies are the forces that corrupt mankind from shoulders, perhaps personal or family, or in whom the within. -

NFSTC Crime Scene Investigation Guide
2013 Crime Scene Investigation A Guide For Law Enforcement Bureau of Justice Assistance U.S. Department of Justice CRIME SCENE INVESTIGATION A Guide for Law Enforcement Crime Scene Investigation A Guide for Law Enforcement September 2013 Original guide developed and approved by the Technical Working Group on Crime Scene Investigation, January 2000. Updated guide developed and approved by the Review Committee, September 2012. Project Director: Kevin Lothridge Project Manager: Frank Fitzpatrick National Forensic Science Technology Center 7881 114th Avenue North Largo, FL 33773 www.nfstc.org i CRIME SCENE INVESTIGATION A Guide for Law Enforcement Revision of this guide was conducted by the National Forensic Science Technology Center (NFSTC), supported under cooperative agreements 2009-D1-BX-K028 and 2010-DD-BX-K009 by the Bureau of Justice Assistance, and 2007-MU-BX-K008 by the National Institute of Justice, Office of Justice Programs, U.S. Department of Justice. This document is not intended to create, does not create, and may not be relied upon to create any rights, substantive or procedural, enforceable at law by any party in any matter, civil or criminal. Opinions or points of view expressed in this document represent a consensus of the authors and do not necessarily reflect the official position of the U.S. Department of Justice. www.nfstc.org ii CRIME SCENE INVESTIGATION A Guide for Law Enforcement Contents A. Arriving at the Scene: Initial Response/ Prioritization of Efforts ................................. 1 1. Initial Response/ Receipt of Information .......................................................................... 1 2. Safety Procedures ................................................................................................................... 2 3. Emergency Care ...................................................................................................................... 2 4. Secure and Control Persons at the Scene ...........................................................................