Overhaul Resource Planning for Rolling Stock Using MIP Models
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Skytrain Upgrade Project
BACKGROUNDER SKYTRAIN UPGRADE PROJECT Upgrades to the existing SkyTrain network are necessary to meet current and future demand, and are a pre-condition for new rapid transit projects WHAT IS THE SKYTRAIN UPGRADE PROJECT? The 2014 Vision for Metro Vancouver Transit and Transportation included analysis and recommendations on the type of investments needed to keep the existing SkyTrain system modern and up to the task of meeting growing demand over the next 30 years. The upgrade project includes: 100 new Mark III SkyTrain cars (28 already funded in Phase One Plan; 72 cars remaining); New storage and maintenance facilities for the new cars Control and power system upgrades to ensure new cars can be operated Station upgrades to improve passenger amenities and access WHY IS THIS UPGRADE PROJECT NEEDED NOW? Current and future ridership will strain the existing system The Expo Line officially launched in 1986 and the Millennium Line opened in 2002. Since then the population and level of employment in the region has grown, and the current capacity of the system is insufficient to meet the demands during period periods. This is resulting in passengers being passed up and crowding on platforms at the busiest stations during peak periods. The recent opening of the Evergreen Extension has resulted in higher ridership and crowding on the system more quickly than anticipated. This is expected to worsen with more people coming to the region, more development near stations, and planned bus expansion in the 10-Year Vision connecting to the SkyTrain system. Previous improvements and investments in the Phase One Plan only meets today’s needs TransLink procured 28 Mark III SkyTrain cars to meet the ridership demand from the Evergreen Extension, and the Phase One Plan of the 10-Year Vision includes 28 additional Mark III cars. -
For Transit Information, Including Real-Time Next Bus, Please Call 604.953.3333 Or Visit Translink.Ca
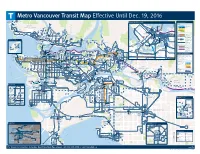
Metro Vancouver Transit Map Effective Until Dec. 19, 2016 259 to Lions Bay Ferries to Vancouver Island, C12 to Brunswick Beach Bowen Island and Sunshine Coast Downtown Vancouver Transit Services £ m C Grouse Mountain Skyride minute walk SkyTrain Horseshoe Bay COAL HARBOUR C West End Coal Harbour C WEST Community Community High frequency rail service. Canada Line Centre Centre Waterfront END Early morning to late Vancouver Convention evening. £ Centre C Canada Expo Line Burrard Tourism Place Vancouver Millennium Line C Capilano Salmon Millennium Line Hatchery C Evergreen Extension Caulfeild ROBSON C SFU Harbour Evelyne Capilano Buses Vancouver Centre Suspension GASTOWN Saller City Centre BCIT Centre Bridge Vancouver £ Lynn Canyon Frequent bus service, with SFU Ecology Centre Art Gallery B-Line Woodward's limited stops. UBC Robson Sq £ VFS £ C Regular Bus Service Library Municipal St Paul's Vancouver Carnegie Service at least once an hour Law Edgemont Hall Community Centre CHINATOWN Lynn Hospital Courts during the daytime (or College Village Westview Valley Queen -
2018 Transit Service Guidelines
2018 TRANSIT SERVICE GUIDELINES DRAFT: June 6, 2018 TABLE OF CONTENTS 1 INTRODUCTION 2 3 REFERENCE INFORMATION 48 1.1 What are the Transit Service Guidelines? 3 3.1 Vehicle Capacity Reference Table 49 1.2 Using the Transit Service Guidelines 5 3.2 Service Productivity Reference Tables 50 1.3 Understanding Service Types 7 2 TRANSIT SERVICE GUIDELINES 10 APPENDIX 54 2.1 Overview 11 A Glossary 55 2.2 Layout and Organization 12 B References 59 DI Demand-oriented Service 14 C Acknowledgements 60 D.1 Transit-supportive Land Use and Demand 16 U Useful Service 20 U.1 Passenger Load 21 U.2 Stop Spacing 24 U.3 Service Frequency 26 U.4 Span of Service 28 U.5 Punctuality and Regularity 30 U.6 Route Design 34 PE Productive and Efficient Service 38 PE.1 Boardings per Revenue Hour 40 PE.2 Capacity Utilization 42 PE.3 Passenger Turnover 44 PE.4 Cost per Boarded Passenger 46 2 TransLink Transit Service Guidelines 1 Introduction 1. Introduction 1.1 What are the Transit Service Guidelines? 1.2 Using the Transit Service Guidelines 1.3 Understanding Service Types TransLink is the transportation authority for the Vancouver metropolitan area. It has responsibility for planning, managing, and delivering an integrated regional transit network—including rapid transit, commuter rail, and bus services—to provide access and mobility for people across the region. In consultation with stakeholders and customers, TransLink determines where demand is greatest, what types of service are most appropriate, and how resources are prioritized. The Transit Service Guidelines provide a framework for achieving these objectives and delivering a transit network useful to the greatest number of people. -
Planning for RAV: Achieving Public Objectives in the Context of a PPP Project
Planning for RAV: Achieving Public Objectives in the Context of a PPP Project Lon LaClaire, Transportation Engineer Anita Molaro, Development Planner CITY OF VANCOUVER CITY OF VANCOUVER Presentation Outline Vancouver and the Region The RAV Line Vancouver Stations Waterfront Station Robson Station Broadway Station Marine Drive Portal CITY OF VANCOUVER City of Vancouver Population of Vancouver:CITY OF VANCOUVER 550, 000 Constrained Region Population of Greater Vancouver Regional CITYDistrict: OF VANCOUVER 2.4 million Context: Greater Vancouver CITY OF VANCOUVER Dense Metropolitan Core CITY OF VANCOUVER Vancouver Transit Strategy Transit systems layers: local, city-wide, and regional CITY OF VANCOUVER Vancouver transit strategy The RAV Line CITY OF VANCOUVER Context - Regional RAV is one of three rapid transit lines that are cornerstones of Regional Land use and transportation plans – LRSP, Transport 2021. CITY OF VANCOUVER Regional Transit Network SeaBus Skytrain West Coast Express commuter rail RAV CITY OF VANCOUVER Context – Vancouver City of Vancouver land use and transportation plans support the regional plans: CityPlan Central Area Plan Transportation Plan Downtown Transportation Plan CITY OF VANCOUVER Rail Transit Is Needed Buses alone will not attract sufficient ridership to achieve the City’s transportation targets and land use goals Buses alone can not carry the number of transit trips needed to achieve the targets Rail is more compatible with the City’s livability goals CITY OF VANCOUVER 19991999 TransitTransit -
Transit Power Rail for Third Rail and APM Systems Conductix-Wampfler Transit Power Rail Conductix-Wampfler Transit Power Rail
www.conductix.us www.conductixtransit.com Transit Power Rail For Third Rail and APM Systems Conductix-Wampfler Transit Power Rail Conductix-Wampfler Transit Power Rail 3rd & 4th Rail • APM & PRT • Stinger Systems • Monorail 2 3 Conductix-Wampfler Transit Power Rail Conductix-Wampfler Transit Power Rail For over six decades, Conductix-Wampfler has built a worldwide reputation as a proven supplier of transit electrification products. We are your partner of choice when you need to power mass transit, people mover, monorail, and advanced light rail systems. Our mission is to design and build cost effective, energy efficient products, and to provide dedicated engineering expertise and support services that meet or exceed your expectations. We consistently meet your project needs in a variety of operating scenarios. Every component design is verified to meet the requirements of the application in our fully staffed test facility and through years of field experience. We set the standard for long term reliability and performance. Conductix-Wampfler has the engineering know-how, practical experience, and testing capabilities to be a partner in your success! You can choose from a wide variety of proven aluminum stainless conductor rail designs for mass transit systems. If you need a special rail design to meet unique and exacting criteria, Conductix-Wampfler can supply it! ISO9001:2008 Certified • Downtown People Movers • Automated Guideway Monorails • Light Rapid Transit • Amusement Park Scenic Rides • Automated People Movers • Maintenance Stinger -

Burrard SKYTRAIN STATION 635 Burrard Street, Vancouver, BC SUMMARY Burrard Skytrain Station Is Located in the Heart of the Vancouver Central Business District
BURRARD SKYTRAIN STATION 635 Burrard Street, Vancouver, BC SUMMARY Burrard SkyTrain Station is located in the heart of the Vancouver central business district. Its close proximity to major bus lines, hotels, and restaurants mean that there is heavy traffic throughout the week. The opportunity is located in exterior of a covered station courtyard. This courtyard provides direct pedestrian access to both the Royal Centre and Bentall Centre office and retail complexes, making this station a busy pedestrian area. This location sees 44,200 daily riders while the nearby and highly desirable Robson Street shopping district sees 9,341 pedestrians per day. DETAILS + 470 SF Retail Space + Available: TBD + Rent: Contact Listing Agent +Part of the Top 10 busiest stations DEMOGRAPHICS 13 Bus Routes Serving this Area 0.5 KM Ring CONTACT 2016 Population 5,974 Trains Run Every 2-3 Minutes 2011 Population 4,893 During Peak Hours Dan Clark Nick Fisher 604.628.2577 604.628.2581 2016 Avg HHIncome $74,750 [email protected] [email protected] 44,200 Daily Ridership 2016 Daytime Pop. 45,580 BURRARD skytrain STATION Vancouver, BC NightBus Service Late-night bus service Key Regional Transit Connections (seven days a week). This map shows key transit services Horseshoe Bay Ferry Lynn Valley Centre Capilano University connecting regional centres in the To Langdale, Nanaimo Metro Vancouver region. and Bowen Island Park Royal SkyTrain Lonsdale Quay High frequency rail service. Canada Line Early morning to late evening, SeaBus Phibbs Exchange seven days a week. Expo Line ZONE Millennium Line Burrard Station ZONE Lafarge Lake– Waterfront West Coast Express Bus Burrard Douglas Cambie St– Willingdon Ave– Bus routes providing fast and W Hastings Hastings St Duthie Ave– B-Line Hastings St frequent service. -
Metro Vancouver Transit Map
Metro Vancouver Transit Map Ferries to 2591 to Lions Bay / C12 to Brunswick Beach Vancouver Island, 2 3 4 5 6 7 8 9 Bowen Island and Sunshine Coast C Grouse Mountain Skyride C Horseshoe Bay NightNightBus Buses Legend C Frequent Transit Network Other Transit Services C Compass Vending Machine The Frequent Transit Network (FTN) is a network of stops For schedule information about other transit services, and stations that have transit service every 15 minutes please visit translink.ca, consult a printed timetable, or N or better, during at least all of the following times: call Customer Information at 604-953-3333. C Capilano Salmon Hatchery – Monday to Friday: 6:00–21:00 C – Saturdays: 7:00–21:00 Caulfeild N Regular Bus 1 – Sundays and holidays: 8:00–21:00 a C Available at Capilano N Suspension N Service at least once an hour during the daytime, all week, N Additional service may also be provided outside of these Bridge N N N all year. Additional service may be provided early mornings Lynn Canyon times. For schedule information, please visit translink.ca, Ecology Centre UBC N and evenings. consult a printed timetable, or call Customer Information N N N N at 604-953-3333. N C Library N Municipal Hall 1 Edgemont Lynn Limited Service Bus Valley Village Westview N N N N Canada Line Municipal Shopping Shopping N Centennial Point Atkinson Hall Centre Deep Cove / Limited service bus routes operate only part of the day, week, Park Royal Centre Theatre Cultural Centre N High frequency rail service. -

Phase 3 Public Engagement Boards
Surrey Langley SkyTrain Project surreylangleyskytrain.ca Public Engagement: September 18 - October 4, 2020 Welcome! Future Rapid Transit Projects Thank you for your interest in the Surrey Langley SkyTrain Lafarge Lake– project. Here you will fnd Douglas Waterfront information about the project Future Rapid Transit Commercial– Extension to UBC Broadway and how to participate in W BROADWAY VCC– Arbutus St Production Way– this virtual engagement until Clark University Lougheed Town Centre October 4. 1. Please review the Columbia information presented here YVR– 2. Complete a survey and Airport Bridgeport King George participate in a telephone town hall or webinar. Your Richmond–Brighouse feedback will help to inform project planning. 3. Sign up for eNewsletter Langley updates Centre Legend Canada Line Expo Line Millennium Line For more information, visit Millennium Line Broadway Extension Proposed Fraser Highway Expo Line Extension surreylangleyskytrain.ca km Planning for the Future • The area south of the Fraser is one of the fastest-growing in the region • Public transit is essential to help manage planned growth • The Surrey Langley SkyTrain project is a key priority for the region and work continues to get this project shovel-ready • This includes public engagement, which is an important part of our planning work What is this Engagement About? WE ARE HERE Phase 1 | Spring 2019 Phase 2 | Fall 2019 Phase 3 | Fall 2020 In this phase we heard: In this phase we heard: In this phase we’re focusing on: • Strong support for improved • Considerations -

Vancouver Canada Public Transportation
Harbour N Lions Bay V B Eagle I P L E 2 A L A 5 A R C Scale 0 0 K G H P Legend Academy of E HandyDART Bus, SeaBus, SkyTrain Lost Property Customer Service Coast Express West Customer Information 604-488-8906 604-953-3333 o Vancouver TO HORSESHOE BAY E n Local Bus Routes Downtown Vancouver 123 123 123 i CHESTNUT g English Bay n l Stanley Park Music i AND LIONS BAY s t H & Vancouver Museum & Vancouver h L Anthropology Beach IONS B A A W BURRARD L Y AV BURRARD Park Museum of E B t A W Y 500 H 9.16.17. W 9 k 9 P Y a Lighthouse H.R.MacMillan G i 1 AVE E Vanier n Space Centre y r 3 AVE F N 1 44 Park O e s a B D o C E Park Link Transportation Major Road Network Limited Service Expo Line SkyTrain Exchange Transit Central Valley Greenway Central Valley Travel InfoCentre Travel Regular Route c Hospital Point of Interest Bike Locker Park & Ride Lot Peak Hour Route B-Line Route & Stop Bus/HOV Lane Bus Route Coast Express (WCE) West Millennium Line SkyTrain Shared Station SeaBus Route 4.7.84 A O E n Park 4 AVE 4 AVE l k C R N s H Observatory A E V E N O T 2 e S B University R L Caulfeild Columbia ta Of British Southam E 5 L e C C n CAULFEILD Gordon Memorial D 25 Park Morton L Gardens 9 T l a PINE 253.C12 . -
Canada Rail Opportunities Scoping Report Preface
01 Canada Rail Opportunities Canada Rail Opportunities Scoping Report Preface Acknowledgements Photo and image credits The authors would like to thank the Agence Métropolitaine de Transport following organisations for their help and British Columbia Ministry of Transportation support in the creation of this publication: and Infrastructure Agence Métropolitaine de Transport BC Transit Alberta Ministry of Transport Calgary Transit Alberta High Speed Rail City of Brampton ARUP City of Hamilton Balfour Beatty City of Mississauga Bombardier City of Ottawa Calgary Transit Edmonton Transit Canadian National Railway Helen Hemmingsen, UKTI Toronto Canadian Urban Transit Association Metrolinx Edmonton Transit OC Transpo GO Transit Sasha Musij, UKTI Calgary Metrolinx Société de Transport de Montréal RailTerm TransLink SNC Lavalin Toronto Transit Commission Toronto Transit Commission Wikimedia Commons Wikipedia Front cover image: SkyTrain in Richmond, Vancouver Canada Rail Opportunities Contents Preface Foreword 09 About UK Trade & Investment 10 High Value Opportunities Programme 11 Executive Summary 12 1.0 Introduction 14 2.0 Background on Canada 15 2.1 Macro Economic Review 16 2.2 Public-Private Partnerships 18 3.0 Overview of the Canadian Rail Sector 20 4.0 Review of Urban Transit Operations and Opportunities by Province 21 4.1 Summary Table of Existing Urban Transit Rail Infrastructure and Operations 22 4.2 Summary Table of Key Project Opportunities 24 4.3 Ontario 26 4.4 Québec 33 4.5 Alberta 37 4.6 British Columbia 41 5.0 In-Market suppliers 45 5.1 Contractors 45 5.2 Systems and Rolling Stock 48 5.3 Consultants 49 6.0 Concluding Remarks 51 7.0 Annexes 52 7.1 Doing Business in Canada 52 7.2 Abbreviations 53 7.3 Bibliography 54 7.4 List of Reference Websites 56 7.5 How can UKTI Help UK Organisations Succeed in Canada 58 Contact UKTI 59 04 Canada Rail Opportunities About the Authors David Bill Helen Hemmingsen David is the International Helen Hemmingsen is a Trade Officer Development Director for the UK with the British Consulate General Railway Industry Association (RIA). -

It's Time to Cure Congestion In
IT’S TIME TO CURE CONGESTION IN VANCOUVER AND THE UEL/UBC The Mayors’ Council has heard loud and clear from Metro Vancouver residents: it is time to cure congestion. Traffic on our roads and overcrowding on our transit system frustrate commuters every single day and it’s affecting our quality of life, our economy, and our environment. We need all levels of government working together to fix this problem, and we need to make sure transportation is a key issue in the May 2017 provincial election. Learn more at www.curecongestion.ca. TRANSPORTATION CHALLENGES IN VANCOUVER AND THE U E L / U B C Here in Vancouver, our population is growing and our transportation system hasn’t been keeping up. As a result, overcrowding is a persistent problem on SkyTrain and buses causing transit riders to have to stand for long periods of time and unable to get on buses and trains. And road congestion is causing buses to be unreliable and key roads to be backed up, especially during peak times. REAL TRANSPORTATION IMPROVEMENTS IN VANCOUVER AND THE UEL/UBC The good news is we can keep Metro Vancouver moving and help cure congestion. The first step is to complete the 10-Year Vision for Metro Vancouver Transit and Transportation, a plan for more transit services, better roads and active transportation infrastructure across the region and right here in Vancouver, including: 1. New rapid transit projects for a growing population o Broadway Subway: Tunnel extension of the Millennium Line from VCC-Clark to Arbutus St. with connection to Canada Line and the 99 B-Line to UBC 2. -

A Case for Edmonton to Explore Bus Rapid Transit
A Case for Edmonton to Explore Bus Rapid Transit Edmonton Transit Service Advisory Board August 2015 Executive Summary 1 A Case for Edmonton to Explore Bus Rapid Transit 1 BRT Strategic Impact Map 4 Research Report 5 Background 5 a) What is Bus Rapid Transit (BRT)? b) Previous BRT Studies in Edmonton - What has changed? Costs and benefits of BRT 10 a) Capital and Operating Costs b) TOD Opportunities c) Strengths, Weaknesses, Opportunities and Challenges BRT Examples in cities similar to Edmonton 17 a) Winnipeg b) Calgary c) Ottawa d) York e) Vancouver Appendixes 31 Appendix A: BRT Best Practice Guides 31 Appendix B: A Brief History of Transportation in the City of Edmonton 32 Executive Summary A Case for Edmonton to Explore Bus Rapid Transit (BRT) The Board recommends that Council investigate in further detail the potential of adopting Bus Rapid Transit (BRT) in Edmonton as both an interim method of servicing routes earmarked for future LRT expansion (LRT Network Plan), as well as other high-traffic corridors that are suitable for high-speed, high-frequency transit services. Bus rapid transit (BRT) is a high-speed, high frequency bus-based mode of transit that delivers fast, high-capacity, and cost-effective transit services in urban areas. The Edmonton Transit System Advisory Board believes there is tremendous value in the City of Edmonton exploring BRT as an alternate mode of transit to complement LRT and regular bus service, and better meet the needs and expectations of Edmontonians now and in the future. BRT is a feasible option both as a pre-cursor to LRT where funding and construction is decades away, as well as in high-traffic corridors where there are no LRT plans proposed in the long- term.