Rules for Classification and Construction VI Additional Rules and Guidelines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Transforming Shipping Containers Into Primary Care Health Clinics
Transforming Shipping Containers into Primary Care Health Clinics Project Report Aerospace Vehicles Engineering Degree 27/04/2020 STUDENT: DIRECTOR: Alba Gamón Aznar Neus Fradera Tejedor Abstract The present project consists in the design of a primary health clinic inside intermodal shipping containers. In recent years the frequency of natural disasters has increased, while man-made conflicts continue to afflict many parts of the globe. As a result, societies and countries are often left without access to basic medical assistance. Standardised and ready-to-deploy mobile clinics could play an important role in bringing such assistance to those who need it all over the world. This project promotes the adaptation of the structure of shipping containers to house a primary healthcare center through a multidisciplinary approach. Ranging from the study of containers and the potential environments where a mobile clinic could be of use to the design of all the manuals needed for the correct deployment, operation and maintenance of a mobile healthcare center inside a shipping container, this project intends to combine with knowledge from many sources to develop a product of great human, social and ecological value. 1 Abstract 1 INTRODUCTION 6 Aim 6 Scope 6 Justification 7 Method 8 Schedule 8 HISTORY AND CHARACTERISTICS OF INTERMODAL CONTAINERS 9 History 9 Shipping containers and their architectural use 10 Why use a container? 10 Container dimensions 11 Container types 12 Container prices 14 STUDY OF POSSIBLE LOCATIONS 15 Locations 15 Environmental -

Event Guide Is Sponsored by a @Intermodaleu
SANY PORT MACHINERY. Stand B82 5-7 NOVEMBER 2019 | HAMBURG MESSE YOUR PLATFORM IN EVENT EUROPE TO MEET THE ADVERT GLOBAL CONTAINER INDUSTRY GUIDE SANY has the vision and capability to offer a refreshing alternative to the market. Customer solutions are developed and produced meeting the highest European standards and demands. Quality, Reliability and Customer Care are our core values. The team in SANY Europe follows each project from the development phase through to the ex-works dispatch and full customer satisfaction. Short delivery times and 5 years warranty included. FLOORPLAN • EXHIBITOR A-Z • CONFERENCE PROGRAMME • PRODUCT INDEX The Event Guide is sponsored by A @intermodalEU www.intermodal-events.com Sany Europe GmbH · Sany Allee 1, D-50181 Bedburg · TEL. 0049 (2272) 90531 100 · www.sanyeurope.com Sany_Anz_Portmachinery_TOC_Full_PageE.indd 1 25.04.18 09:58 FLOORPLAN Visit us at Visit us at Visit us at EXHIBITOR A-Z stand B110 stand B110 stand B110 COMPANY STAND COMPANY STAND ABS E70 CS LEASING E40 ADMOR COMPOSITES OY F82 DAIKIN INDUSTRIES D80 ALL PAKISTAN SHIPPING DCM HYUNDAI LTD A92 ASSOCIATION (APSA) F110 DEKRA CLAIMS SERVICES GMBH A41 AM SOLUTION B110 EMERSON COMMERCIAL ARROW CONTAINER & RESIDENTIAL SOLUTIONS D74 PLYWOOD & PARTS CORP F60 EOS EQUIPMENT OPTIMIZATION BEACON INTERMODAL LEASING B40 SOLUTIONS B80 BEEQUIP E70 FLEX BOX A70, A80 BLUE SKY INTERMODAL E40 FLORENS ASSET MANAGEMENT E62 BOS GMBH BEST OF STEEL B90 FORT VALE ENGINEERING LTD B74 BOXXPORT C44A GLOBALSTAR EUROPE BSL INTERCHANGE LTD D70 SATELLITE SERVICE LTD B114 -

Structural Design of a Container Ship Approximately 3100 TEU According to the Concept of General Ship Design B-178
Structural design of a container ship approximately 3100 TEU according to the concept of general ship design B-178 Wafaa Souadji Master Thesis presented in partial fulfillment of the requirements for the double degree: “Advanced Master in Naval Architecture” conferred by University of Liege "Master of Sciences in Applied Mechanics, specialization in Hydrodynamics, Energetics and Propulsion” conferred by Ecole Centrale de Nantes developed at West Pomeranian University of Technology, Szczecin in the framework of the “EMSHIP” Erasmus Mundus Master Course in “Integrated Advanced Ship Design” Ref. 159652-1-2009-1-BE-ERA MUNDUS-EMMC Supervisor: Dr. Zbigniew Sekulski, West Pomeranian University of Technology, Szczecin Reviewer: Prof. Robert Bronsart, University of Rostock Szczecin, February 2012 Structural design of a container ship approximately 3100 TEU 3 according to the concept of general ship design B-178 ABSTRACT Structural design of a container ship approximately 3100 TEU according to the concept of general ship design B-178 By Wafaa Souadji The initial design stage is crucial for the ship design, including the ship structural design, as the decisions are here taken fundamental to reach design objectives by establishing basic ship characteristics. Consequently, errors which may appear have the largest impact on the final design. Two main aspects related to the design of structures are typically addressed in the initial design: analysis of strength and cost estimation. The design developed in the dissertation is based on the conceptual design of general containership B-178 built in the Stocznia Szczecińska Nowa, providing its main particulars, hull form as well as the general arrangement. The general objective of the thesis is to carry out the hull structural design based on the functional requirements of the containership. -
Army Container Operations
FM 55-80 ARMY CONTAINER OPERATIONS DISTRIBUTION RESTRICTION: Approved for public release; distribution is unlimited. HEADQUARTERS, DEPARTMENT OF THE ARMY FM 55-80 FIELD MANUAL HEADQUARTERS No. 55-80 DEPARTMENT OF THE ARMY Washington, DC, 13 August 1997 ARMY CONTAINER OPERATIONS TABLE OF CONTENTS Page PREFACE.......................................................................................................................... iv CHAPTER 1. INTRODUCTION TO INTERMODALISM .......................................... 1-1 1-1. Background.................................................................................... 1-1 1-2. Responsibilities Within the Defense Transportation System............. 1-1 1-3. Department of Defense ................................................................... 1-2 1-4. Assistant Deputy Under Secretary of Defense, Transportation Policy............................................................................................. 1-2 1-5. Secretary of the Army..................................................................... 1-2 1-6. Supported Commander in Chiefs..................................................... 1-2 1-7. Army Service Component Commander............................................ 1-2 1-8. Commanders .................................................................................. 1-2 1-9. United States Transportation Command .......................................... 1-3 1-10. Military Traffic Management Command ......................................... 1-3 1-11. Procurement and Leasing -
Loading of Road Freight Vehicles Covering Technical, Behavioural and Organisational Aspects
Best Practice Guidelines for Safe (Un)Loading of Road Freight Vehicles covering Technical, Behavioural and Organisational Aspects Issue 1 - December 2013 Table of Contents Table of Contents ____________________________________________________________ 2 Introduction ________________________________________________________________ 3 Scope and objectives _________________________________________________________ 3 Part A: Organizational and Behavioural aspects_____________________________________ 4 1. Behaviour Based Safety _________________________________________________ 4 2. Roles and responsibilities ________________________________________________ 9 3. SQAS and ESAD ______________________________________________________ 18 4. Emergency response plan _______________________________________________ 19 5. Applicable legislation ___________________________________________________ 21 6. Communication skills of drivers and operators _______________________________ 22 Part B: Technical aspects _____________________________________________________ 23 7. Technical requirements (un)loading sites ___________________________________ 23 8. SULID: Site (Un)Loading Information Document _____________________________ 24 9. Information, instructions and training for drivers and operators _________________ 26 10. Personal Protective Equipment (PPE) ______________________________________ 30 11. Unloading scenario’s bulk liquid __________________________________________ 33 12. Couplings and hoses for bulk liquids and gasses _____________________________ -

A Literature Review, Container Shipping Supply Chain: Planning Problems and Research Opportunities
logistics Review A Literature Review, Container Shipping Supply Chain: Planning Problems and Research Opportunities Dongping Song School of Management, University of Liverpool, Chatham Street, Liverpool L69 7ZH, UK; [email protected] Abstract: This paper provides an overview of the container shipping supply chain (CSSC) by taking a logistics perspective, covering all major value-adding segments in CSSC including freight logistics, container logistics, vessel logistics, port/terminal logistics, and inland transport logistics. The main planning problems and research opportunities in each logistics segment are reviewed and discussed to promote further research. Moreover, the two most important challenges in CSSC, digitalization and decarbonization, are explained and discussed in detail. We raise awareness of the extreme fragmentation of CSSC that causes inefficient operations. A pathway to digitalize container shipping is proposed that requires the applications of digital technologies in various business processes across five logistics segments, and change in behaviors and relationships of stakeholders in the supply chain. We recognize that shipping decarbonization is likely to take diverse pathways with different fuel/energy systems for ships and ports. This gives rise to more research and application opportunities in the highly uncertain and complex CSSC environment. Citation: Song, D. A Literature Keywords: container shipping supply chain; transport logistics; literature review; digitalization; Review, Container Shipping Supply -

Tank Containers
www.bulk-distributor.com July/August 2014 BULKEst. 1990 DISTRIBUTOR Your single information source for bulk and semi-bulk logistics TUJDTt$MFBOJOH3FQBJS%FQPUTt$PNQPOFOUT 5BOL$POUBJOFSTt'MFYJUBOLTt*#$Tt%SVNTt'*#$Tt#VML-JOFSTt3PBE5BOLFSTt-PBEJOH#BHHJOHt#VML-PHJ IN THIS ISSUE &ůĞdžŝƚĂŶŬƐƉĞĐŝĮĐĂƟŽŶůĂƵŶĐŚĞĚ sector.” Shipper 2 he long-awaited international flexitank materials, performance and labelling, and includes The use of flexitanks has increased significantly specification was published in early July. a test method for determining the flexitank’s T in the last ten years, from an estimated 40,000 Tank Containers 3 Commissioned by the Container Owners resistance to impact when installed in an ISO shipments a year in 2002, to a projected 500,000 Association (COA), the specification – designated freight container. shipments in 2014. Flexitanks offer financial and ANNUAL REVIEW: PAS (Publicly Available Specification) 1008 – was “There are numerous standards throughout the environmental benefits to businesses and usage Tank Container Leasing 7 developed and published by international container shipping industry, but until now there has grown significantly across many industries. standards organisation BSI Group, with the goal has never been a standard to aid the manufacture The wine industry, for example, was an early ANNUAL REVIEW: of providing an industry-wide benchmark for the or testing of flexitanks, which is important,” adopter of flexitanks, taking advantage of the FIBCs & Bagging 9 manufacturing and testing of both flexitanks and explained Chris Thornton, the COA’s flexitank savings realised through reduced weight the materials used for their manufacture. manager. “A damaged flexitank, for instance, can compared to traditional glass and plastic bottles, Powtech Preview 12 The PAS 1008 (Specification for the result in large cost implications due to leaking as well as a higher volume of liquid that can be manufacturing process and testing of flexitanks) cargo. -
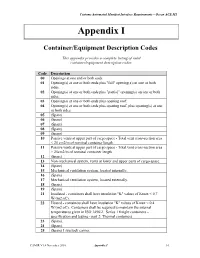
Appendix I – Container/Equipment Description Codes
Customs Automated Manifest Interface Requirements – Ocean ACE M1 Appendix I Container/Equipment Description Codes This appendix provides a complete listing of valid container/equipment description codes. Code Description 00 Openings at one end or both ends. 01 Opening(s) at one or both ends plus "full" opening(s) on one or both sides. 02 Opening(s) at one or both ends plus "partial" opening(s) on one or both sides. 03 Opening(s) at one or both ends plus opening roof. 04 Opening(s) at one or both ends plus opening roof, plus opening(s) at one or both sides. 05 (Spare) 06 (Spare) 07 (Spare) 08 (Spare) 09 (Spare) 10 Passive vents at upper part of cargo space - Total vent cross-section area < 25 cm2/m of nominal container length. 11 Passive vents at upper part of cargo space - Total vent cross-section area > 25cm2/m of nominal container length. 12 (Spare) 13 Non-mechanical system, vents at lower and upper parts of cargo space. 14 (Spare) 15 Mechanical ventilation system, located internally. 16 (Spare) 17 Mechanical ventilation system, located externally. 18 (Spare) 19 (Spare) 21 Insulated - containers shall have insulation "K" values of Kmax < 0.7 W/(m2.oC). 22 Heated - containers shall have insulation "K" values of Kmax < 0.4 W/(m2.oC). Containers shall be required to maintain the internal temperatures given in ISO 1496/2. Series 1 freight containers – specification and testing - part 2: Thermal containers. 23 (Spare). 24 (Spare). 25 (Spare) Livestock carrier. CAMIR V1.4 November 2010 Appendix I I-1 Customs Automated Manifest Interface Requirements – Ocean ACE M1 Code Description 26 (Spare) Automobile carrier. -
Scanned Document
Results From the U.S. Department ot Transportation Car Coupling Impact Tests Federal Railroad Administration of lntermodal Trailers and Containers Office of Research and Development Washington, D.C. 20590 Milton R. Johnson liT Research Institute 10 West 35th Street Chicago, Illinois 60616 DOT/FRNORD-88/08 March 1988 This document is available to the U.S. Final Report public through the National Technical Information Service, Springfield, Virginia 22161. NOTICE This document is disseminated under the sponsorship of the U.S. Department of Transportation in the interest of information exchange. The United States Government assumes no liability for the contents or use thereof. T~chnicol Report Docum~ntation Pog• DOT/FRA/ORD-88/08 S. R~port Dote Results from the Car Coupling Impact Tests of ~1arch 1988 Intermodal Trailers and Containers 6 .. Prdormeny Orgon.•tohon Code I 8. P•rformut9 Or9onia:ohon R .. pott Ho. t-;--:--:-'--:-:-----------------------i1 1. Aulhor ol PQ6Q54 M. R. Johnson 9. P.rfo'""'"t Ortaruzotio" Name oncf Ad.Jress 10. Wo,Jo u,,, No. (TRAIS) liT Research Institute 10 W. 35th Street 1 l. Contro~t ot Gtont No. Chicago, Illinois 60616 DTFR53-85-P-00485 13. Trp• of Report oncl Poriocl Co••••cl ll. s,......... , A.., ...c, H-• -cl ... clclrou ---------------1 Fi na 1 Report Federal Railroad Administration 1985-1987 400 Seventh Street, S.W. Washington, D.C. 20590 16. Abauo.;l Results are presented from the car coupling impact and lift/drop tests which were conducted during April 1985 at the Transportation Test Center, Pueblo, Colorado, under the Safety Evaluation of Intermodal and Jumbo Tank Hazardous Material Cars Program. -

Rules for Certification of Cargo Containers 1998
Rules for Certification of Cargo Containers . Rules for Certification of Cargo Containers 1998 American Bureau of Shipping Incorporated by Act of the Legislature of the State of New York 1862 Copyright © 1998 American Bureau of Shipping Two World Trade Center, 106th Floor New York, NY 10048 USA . Foreword The American Bureau of Shipping, with the aid of industry, published the first edition of these Rules as a Guide in 1968. Since that time, the Rules have reflected changes in the industry brought about by development of stan- dards, international regulations and requests from the intermodal container industry. These changes are evident by the inclusion of programs for the certification of both corner fittings and container repair facilities in the fourth edition, published in 1983. In this fifth edition, the Bureau will again provide industry with an ever broadening scope of services. In re- sponse to requests, requirements for the newest program, the Certification of Marine Container Chassis, are in- cluded. Additionally, the International Maritime Organization’s requirements concerning cryogenic tank con- tainers are included in Section 9. On 21 May 1985, the ABS Special Committee on Cargo Containers met and adopted the Rules contained herein. On 6 November 1997, the ABS Special Committee on Cargo Containers met and adopted updates/revisions to the subject Rules. The intent of the proposed changes to the 1987 edition of the ABS “Rules for Certification of Cargo Containers” was to bring the existing Rules in line with present design practice. The updated proposals incorporated primarily the latest changes to IACS Unified Requirements and ISO requirements. -

Code of Practice for Packing of Cargo Transport Units (Ctus) (CTU Code)
Informal document EG GPC No. 3 (2012) Distr.: Restricted 20 March 2012 Original: English Group of Experts for the revision of the IMO/ILO/UNECE Guidelines for Packing of Cargo Transport Units Second session Geneva, 19-20 April 2012 Item 3 of the provisional agenda Updates on the 1st draft of the Code of Practice (COP) Code of Practice for Packing of Cargo Transport Units (CTUs) (CTU Code) Note by the secretariat 1. The secretariat reproduces below the first draft of the Code of Practice for Packing of Cargo Transport Units (CTUs), hereafter referred to as Code of Practice or COP. 2. This first draft of the Code of Practice is based on the decision from the Secretariats to elevate the revised IMO/ILO/UNECE Guidelines for the Packing of Cargo Transport Units to a non- mandatory Code of Practice which provides more detail and technical information than the Guidelines. The Code of Practice is intended to assist governments and employer’ and worker’s organizations in drawing up regulations and can thus be used as models for national legislation (Informal document EG GPC No. 9 (2011)). The information provided in the COP has been put together with the technical assistance and input of the Group of Experts’ correspondence groups and the work of the Secretariat. 3. The Group of Experts may wish to consider the first draft of the Code of Practice, and may already submit in advance their comments, prior to the meeting of 19-20 April, 2012, to the Secretariat at [email protected]. Code of Practice for Packing of Cargo Transport Units (CTUs) -

A Sustainable Solution for Bulk Liquid Transport
Tank Containers: A Sustainable Solution for Bulk Liquid Transport Prepared by Atlantic Consulting for the International Tank Container Organisation October 2011 CONTENTS 1 FOREWORD FROM ITCO 4 2 SUMMARY : TANK CONTAINERS PROVIDE A SUSTAINABLE SOLUTION FOR BULK LIQUID TRANSPORT 5 3 TANK CONTAINERS : REUSABLE , RECYCLABLE , RE -MANUFACTURABLE 6 3.1 Reusable ............................................................................................................. 6 3.2 Recyclable .......................................................................................................... 7 3.3 Re-manufacture ................................................................................................. 7 4 SUSTAINABILITY IN PRACTICE : THE CASE OF TANK CONTAINERS 8 4.1 Manufacture ...................................................................................................... 8 4.2 Operations ......................................................................................................... 9 4.3 Leasing ............................................................................................................. 10 4.4 Tank Service Providers ..................................................................................... 11 4.5 Inspection ......................................................................................................... 11 5 ECO -IMPACT OF TANK CONTAINERS 12 5.1 Carbon footprint: tank container shipment from China to Europe ................. 12 5.2 All environmental impacts: tank container shipment