Adaptive Microscopy on Integrated Circuit Structures in Scanning Electron Microscope Images
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Understanding Performance Numbers in Integrated Circuit Design Oprecomp Summer School 2019, Perugia Italy 5 September 2019
Understanding performance numbers in Integrated Circuit Design Oprecomp summer school 2019, Perugia Italy 5 September 2019 Frank K. G¨urkaynak [email protected] Integrated Systems Laboratory Introduction Cost Design Flow Area Speed Area/Speed Trade-offs Power Conclusions 2/74 Who Am I? Born in Istanbul, Turkey Studied and worked at: Istanbul Technical University, Istanbul, Turkey EPFL, Lausanne, Switzerland Worcester Polytechnic Institute, Worcester MA, USA Since 2008: Integrated Systems Laboratory, ETH Zurich Director, Microelectronics Design Center Senior Scientist, group of Prof. Luca Benini Interests: Digital Integrated Circuits Cryptographic Hardware Design Design Flows for Digital Design Processor Design Open Source Hardware Integrated Systems Laboratory Introduction Cost Design Flow Area Speed Area/Speed Trade-offs Power Conclusions 3/74 What Will We Discuss Today? Introduction Cost Structure of Integrated Circuits (ICs) Measuring performance of ICs Why is it difficult? EDA tools should give us a number Area How do people report area? Is that fair? Speed How fast does my circuit actually work? Power These days much more important, but also much harder to get right Integrated Systems Laboratory The performance establishes the solution space Finally the cost sets a limit to what is possible Introduction Cost Design Flow Area Speed Area/Speed Trade-offs Power Conclusions 4/74 System Design Requirements System Requirements Functionality Functionality determines what the system will do Integrated Systems Laboratory Finally the cost sets a limit -

Chap01: Computer Abstractions and Technology
CHAPTER 1 Computer Abstractions and Technology 1.1 Introduction 3 1.2 Eight Great Ideas in Computer Architecture 11 1.3 Below Your Program 13 1.4 Under the Covers 16 1.5 Technologies for Building Processors and Memory 24 1.6 Performance 28 1.7 The Power Wall 40 1.8 The Sea Change: The Switch from Uniprocessors to Multiprocessors 43 1.9 Real Stuff: Benchmarking the Intel Core i7 46 1.10 Fallacies and Pitfalls 49 1.11 Concluding Remarks 52 1.12 Historical Perspective and Further Reading 54 1.13 Exercises 54 CMPS290 Class Notes (Chap01) Page 1 / 24 by Kuo-pao Yang 1.1 Introduction 3 Modern computer technology requires professionals of every computing specialty to understand both hardware and software. Classes of Computing Applications and Their Characteristics Personal computers o A computer designed for use by an individual, usually incorporating a graphics display, a keyboard, and a mouse. o Personal computers emphasize delivery of good performance to single users at low cost and usually execute third-party software. o This class of computing drove the evolution of many computing technologies, which is only about 35 years old! Server computers o A computer used for running larger programs for multiple users, often simultaneously, and typically accessed only via a network. o Servers are built from the same basic technology as desktop computers, but provide for greater computing, storage, and input/output capacity. Supercomputers o A class of computers with the highest performance and cost o Supercomputers consist of tens of thousands of processors and many terabytes of memory, and cost tens to hundreds of millions of dollars. -

Photovoltaic Couplers for MOSFET Drive for Relays
Photocoupler Application Notes Basic Electrical Characteristics and Application Circuit Design of Photovoltaic Couplers for MOSFET Drive for Relays Outline: Photovoltaic-output photocouplers(photovoltaic couplers), which incorporate a photodiode array as an output device, are commonly used in combination with a discrete MOSFET(s) to form a semiconductor relay. This application note discusses the electrical characteristics and application circuits of photovoltaic-output photocouplers. ©2019 1 Rev. 1.0 2019-04-25 Toshiba Electronic Devices & Storage Corporation Photocoupler Application Notes Table of Contents 1. What is a photovoltaic-output photocoupler? ............................................................ 3 1.1 Structure of a photovoltaic-output photocoupler .................................................... 3 1.2 Principle of operation of a photovoltaic-output photocoupler .................................... 3 1.3 Basic usage of photovoltaic-output photocouplers .................................................. 4 1.4 Advantages of PV+MOSFET combinations ............................................................. 5 1.5 Types of photovoltaic-output photocouplers .......................................................... 7 2. Major electrical characteristics and behavior of photovoltaic-output photocouplers ........ 8 2.1 VOC-IF characteristics .......................................................................................... 9 2.2 VOC-Ta characteristic ........................................................................................ -

COSC 6385 Computer Architecture - Multi-Processors (IV) Simultaneous Multi-Threading and Multi-Core Processors Edgar Gabriel Spring 2011
COSC 6385 Computer Architecture - Multi-Processors (IV) Simultaneous multi-threading and multi-core processors Edgar Gabriel Spring 2011 Edgar Gabriel Moore’s Law • Long-term trend on the number of transistor per integrated circuit • Number of transistors double every ~18 month Source: http://en.wikipedia.org/wki/Images:Moores_law.svg COSC 6385 – Computer Architecture Edgar Gabriel 1 What do we do with that many transistors? • Optimizing the execution of a single instruction stream through – Pipelining • Overlap the execution of multiple instructions • Example: all RISC architectures; Intel x86 underneath the hood – Out-of-order execution: • Allow instructions to overtake each other in accordance with code dependencies (RAW, WAW, WAR) • Example: all commercial processors (Intel, AMD, IBM, SUN) – Branch prediction and speculative execution: • Reduce the number of stall cycles due to unresolved branches • Example: (nearly) all commercial processors COSC 6385 – Computer Architecture Edgar Gabriel What do we do with that many transistors? (II) – Multi-issue processors: • Allow multiple instructions to start execution per clock cycle • Superscalar (Intel x86, AMD, …) vs. VLIW architectures – VLIW/EPIC architectures: • Allow compilers to indicate independent instructions per issue packet • Example: Intel Itanium series – Vector units: • Allow for the efficient expression and execution of vector operations • Example: SSE, SSE2, SSE3, SSE4 instructions COSC 6385 – Computer Architecture Edgar Gabriel 2 Limitations of optimizing a single instruction -

Rapid Mapping of Digital Integrated Circuit Logic Gates Via Multi-Spectral Backside Imaging
RAPID MAPPING OF DIGITAL INTEGRATED CIRCUIT LOGIC GATES VIA MULTI-SPECTRAL BACKSIDE IMAGING RONEN ADATO1;4;∗, AYDAN UYAR1;4, MAHMOUD ZANGENEH1;4, BOYOU ZHOU1;4, AJAY JOSHI1;4, BENNETT GOLDBERG1;2;3;4 AND M SELIM UNL¨ U¨ 1;3;4 Abstract. Modern semiconductor integrated circuits are increasingly fabricated at untrusted third party foundries. There now exist myriad security threats of malicious tampering at the hardware level and hence a clear and pressing need for new tools that enable rapid, robust and low-cost validation of circuit layouts. Optical backside imaging offers an attractive platform, but its limited resolution and throughput cannot cope with the nanoscale sizes of modern circuitry and the need to image over a large area. We propose and demonstrate a multi-spectral imaging approach to overcome these obstacles by identifying key circuit elements on the basis of their spectral response. This obviates the need to directly image the nanoscale components that define them, thereby relaxing resolution and spatial sampling requirements by 1 and 2 - 4 orders of magnitude respectively. Our results directly address critical security needs in the integrated circuit supply chain and highlight the potential of spectroscopic techniques to address fundamental resolution obstacles caused by the need to image ever shrinking feature sizes in semiconductor integrated circuits. 1. Introduction Semiconductor integrated circuits (ICs) are pervasive and essential components in virtually all modern devices, from personal computers, to medical equipment, to varied military systems and technologies. Their functionality is defined by a massive number (∼ 106 − 109 currently) of in- terconnected logic gates that correspond physically to various nanoscale doped regions, polysilicon and metal (usually copper and tungsten) structures. -
Basic Design of MOSFET, Four-Phase, Digital Integrated Circuits
Scholars' Mine Masters Theses Student Theses and Dissertations 1969 Basic design of MOSFET, four-phase, digital integrated circuits Earl Morris Worstell Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses Part of the Electrical and Computer Engineering Commons Department: Recommended Citation Worstell, Earl Morris, "Basic design of MOSFET, four-phase, digital integrated circuits" (1969). Masters Theses. 5304. https://scholarsmine.mst.edu/masters_theses/5304 This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected]. BASIC DESIGN OF MOSFET, FOUR-PHASE, DIGITAL INTEGRATED CIRCUITS By t_fL/ () Earl Morris Worstell , Jr./ J q¥- 2., A Thesis submitted to the faculty of THE UNIVERSITY OF MISSOURI - ROLLA in partial fulfillment of the requirements for the Degree of MASTER OF SCIENCE IN ELECTRICAL ENGINEERING Ro 11 a , M i sous ri 1969 Approved By i BASIC DESIGN OF MOSFET, FOUR-PHASE, DIGITAL INTEGRATED CIRCUITS by Earl M. Worstell, Jr. Abstract MOSFET is defined as metal oxide semiconductor field-effect transis tor. The integrated circuit design relates strictly to logic and switch ing circuits rather than linear circuits. The design of MOS circuits is primarily one of charge and discharge of stray capacitance through MOSFETS used as switches and active loads. To better take advantage of the possibilities of MOS technology, four phase (4¢) circuitry is developed. It offers higher speeds and lower power while permitting higher circuit density than does static or two phase (2cj>) logic. -

Integrated Circuit Design Macmillan New Electronics Series Series Editor: Paul A
Integrated Circuit Design Macmillan New Electronics Series Series Editor: Paul A. Lynn Paul A. Lynn, Radar Systems A. F. Murray and H. M. Reekie, Integrated Circuit Design Integrated Circuit Design Alan F. Murray and H. Martin Reekie Department of' Electrical Engineering Edinhurgh Unit·ersity Macmillan New Electronics Introductions to Advanced Topics M MACMILLAN EDUCATION ©Alan F. Murray and H. Martin Reekie 1987 All rights reserved. No reproduction, copy or transmission of this publication may be made without written permission. No paragraph of this publication may be reproduced, copied or transmitted save with written permission or in accordance with the provisions of the Copyright Act 1956 (as amended), or under the terms of any licence permitting limited copying issued by the Copyright Licensing Agency, 7 Ridgmount Street, London WC1E 7AE. Any person who does any unauthorised act in relation to this publication may be liable to criminal prosecution and civil claims for damages. First published 1987 Published by MACMILLAN EDUCATION LTD Houndmills, Basingstoke, Hampshire RG21 2XS and London Companies and representatives throughout the world British Library Cataloguing in Publication Data Murray, A. F. Integrated circuit design.-(Macmillan new electronics series). 1. Integrated circuits-Design and construction I. Title II. Reekie, H. M. 621.381'73 TK7874 ISBN 978-0-333-43799-5 ISBN 978-1-349-18758-4 (eBook) DOI 10.1007/978-1-349-18758-4 To Glynis and Christa Contents Series Editor's Foreword xi Preface xii Section I 1 General Introduction -
Application Notes
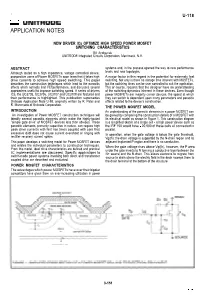
U-118 ul B UNITRODE APPLICATION NOTES NEW DRIVER ICs OPTIMIZE HIGH SPEED POWER MOSFET SWITCHING CHARACTERISTICS Bill Andreycak UNITRODE Integrated Circuits Corporation, Merrimack, N.H. ABSTRACT systems and, in the process opened the way to new performance Although touted as a high impedance, voltage controlled device, levels and new topologies. prospective users of Power MOSFETs soon learn that it takes high A major factor in this regard is the potential for extemely fast drive currents to achieve high speed switching. This paper switching. Not only is there no storage time inherent with MOSFETs, describes the construction techniques which lead to the parasitic but the switching times can be user controlled to suit the application. effects which normally limit FETperformance, and discusses several This or course, requires that the designer have an understanding approaches useful to improve switching speed. A series of drivers of the switching dynamics inherent in these devices. Even though ICs, the UC3705, UC3706, UC3707 and UC3709 are featured and power MOSFETs are majority carrier devices, the speed at which their performance is highlighted. This publication supercedes they can switch is dependent upon many parameters and parasitic Unitrode Application Note U-98, originally written by R. Patel and effects related to the device’s construction. R. Mammano of Unitrode Corporation. THE POWER MOSFET MODEL INTRODUCTION An understanding of the parasitic elements in a power MOSFET can An investigation of Power MOSFET construction techniques will be gained by comparing the construction details of a MOSFET with identify several parasitic elements which make the highly-touted its electrical model as shown in Figure 1. -

Design of an Integrated Circuit for Electrical Vehicle with Multiple Outputs
International Journal of Pure and Applied Mathematics Volume 118 No. 20 2018, 4887-4901 ISSN: 1314-3395 (on-line version) url: http://www.ijpam.eu Special Issue ijpam.eu DESIGN OF AN INTEGRATED CIRCUIT FOR ELECTRICAL VEHICLE WITH MULTIPLE OUTPUTS Ms.K. PRIYADHARSINI ,M.E., 1 Ms. A. LITTLE JUDY, M.E.,2 Mr. K. MOHAN, 3 4 M.E., Ms. R. DIVYA, M.E., 1Assistant Professor, Sri Krishna College of Engineering and technology Email id: [email protected], [email protected], [email protected], [email protected]. Abstract: The vehicles spreading unit (OLPU) to improve the power system are used on the electric density through the circuit vehicles on the battery vehicles in integration. The proposed system has hybrid electric vehicles. The battery advantages in the reduction of inverters on the converters motor on principal components of the power the core technologies .the attempt to stage as well as high power density improve battery on the low voltage through a shared heat sink and level DC-DC to converter. The AC TO mounting space. In addition the DC conversion are modified by the shared circuit reduces the cost by isolated transformer. The DC-DC converter are maintained by the eliminating the automotive high- isolated technology. The grid battery power cable technology are maintained by HVBs as an input source and supply power that is necessary for the power flow to the electronic devices and low between the OBC and the LDC in the voltage battery (LVB) in the vehicle. conventional system. Moreover, the This system proposes an OBC-LDC OLPU brings the structures and integrated power advantages of the OBC and LDC in conventional (x EVs) . -

Reverse Engineering Integrated Circuits Using Finite State Machine Analysis
Proceedings of the 50th Hawaii International Conference on System Sciences | 2017 Reverse Engineering Integrated Circuits Using Finite State Machine Analysis Jessica Smithy, Kiri Oler∗, Carl Miller∗, David Manz∗ ∗Pacific Northwest National Laboratory Email: fi[email protected] yWashington State University Email: [email protected] Abstract are expensive and time consumptive but extremely accurate. Due to the lack of a secure supply chain, it is not possible Alternatively, there are a variety of non-destructive imaging to fully trust the integrity of electronic devices. Current methods for determining if an unknown IC is different from methods of verifying integrated circuits are either destruc- an ’assumed-good’ benchmark IC. However, these methods tive or non-specific. Here we expand upon prior work, in often only work for large or active differences, and are which we proposed a novel method of reverse engineering based on the assumption that the benchmark chip has not the finite state machines that integrated circuits are built been corrupted. What is needed, and what we will detail upon in a non-destructive and highly specific manner. In in the following sections, is an algorithm to enable a fast, this paper, we present a methodology for reverse engineering non-destructive method of reverse engineering ICs to ensure integrated circuits, including a mathematical verification of their veracity. We must assume the worst case scenario in a scalable algorithm used to generate minimal finite state which we have no prior knowledge, no design documents, machine representations of integrated circuits. no labeling, or an out-of-production IC. The mathematical theory behind our approach is pre- 1. -

Mitsubishi Electric to Launch 600V High-Voltage Integrated Circuit for Automotive Applications Will Enable Smaller, More Reliable EV and HEV Voltage Converters
FOR IMMEDIATE RELEASE No. 2666 Product Inquiries Media Contact Power Device Overseas Marketing Dept. Public Relations Division Mitsubishi Electric Corporation Mitsubishi Electric Corporation [email protected] [email protected] http://www.MitsubishiElectric.com/semiconductors/ http://www.MitsubishiElectric.com/news/ Mitsubishi Electric to Launch 600V High-voltage Integrated Circuit for Automotive Applications Will enable smaller, more reliable EV and HEV voltage converters Tokyo, March 6, 2012 – Mitsubishi Electric Corporation (TOKYO: 6503) announced today it has developed a new 600V high-voltage integrated circuit (HVIC), the M81729FP, for use in voltage converters of electric vehicles (EVs) and hybrid electric vehicles (HEVs). Global sales begin on April 2. EVs and HEVs use voltage converters incorporated with power devices to convert high-voltage current, which is used otherwise to power motors, into low-voltage current to power various equipment in the vehicle. In industrial applications, it is common to drive power devices with HVICs, while automotive applications typically use designated circuits that incorporate comparators and photo couplers for insulation purposes, etc., because of stringent need for guaranteed wide temperature ranges and high reliability. Designated circuits, however, pose challenges in terms of size and reliability. Mitsubishi Electric’s new 600V HVIC achieves a wide guaranteed temperature range of minus 40 to plus 125 degrees C, and offers higher reliability for automotive applications. Such advantages will contribute to the downsizing and higher reliability of EV and HEV voltage converters. 600V HVIC for automotive applications Product Features [M81729JFP] 1) High reliability and small size for automotive applications ・ Operating temperature range of -40 to +125°C, suited to the demands of automotive applications. -
Mosfets in Ics—Scaling, Leakage, and Other Topics
Hu_ch07v3.fm Page 259 Friday, February 13, 2009 4:55 PM 7 MOSFETs in ICs—Scaling, Leakage, and Other Topics CHAPTER OBJECTIVES How the MOSFET gate length might continue to be reduced is the subject of this chap- ter. One important topic is the off-state current or the leakage current of the MOSFETs. This topic complements the discourse on the on-state current conducted in the previ- ous chapter. The major topics covered here are the subthreshold leakage and its impact on device size reduction, the trade-off between Ion and Ioff and the effects on circuit design. Special emphasis is placed on the understanding of the opportunities for future MOSFET scaling including mobility enhancement, high-k dielectric and metal gate, SOI, multigate MOSFET, metal source/drain, etc. Device simulation and MOSFET compact model for circuit simulation are also introduced. etal–oxide–semiconductor (MOS) integrated circuits (ICs) have met the world’s growing needs for electronic devices for computing, Mcommunication, entertainment, automotive, and other applications with continual improvements in cost, speed, and power consumption. These improvements in turn stimulated and enabled new applications and greatly improved the quality of life and productivity worldwide. 7.1● TECHNOLOGY SCALING—FOR COST, SPEED, AND POWER CONSUMPTION ● In the forty-five years since 1965, the price of one bit of semiconductor memory has dropped 100 million times. The cost of a logic gate has undergone a similarly dramatic drop. This rapid price drop has stimulated new applications and semiconductor technology has improved the ways people carry out just about all human endeavors. The primary engine that powered the proliferation of electronics is “miniaturization.” By making the transistors and the interconnects smaller, more circuits can be fabricated on each silicon wafer and therefore each circuit becomes cheaper.