Different Types of Loading on Right Angle Joints
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Circle Theorems
Circle theorems A LEVEL LINKS Scheme of work: 2b. Circles – equation of a circle, geometric problems on a grid Key points • A chord is a straight line joining two points on the circumference of a circle. So AB is a chord. • A tangent is a straight line that touches the circumference of a circle at only one point. The angle between a tangent and the radius is 90°. • Two tangents on a circle that meet at a point outside the circle are equal in length. So AC = BC. • The angle in a semicircle is a right angle. So angle ABC = 90°. • When two angles are subtended by the same arc, the angle at the centre of a circle is twice the angle at the circumference. So angle AOB = 2 × angle ACB. • Angles subtended by the same arc at the circumference are equal. This means that angles in the same segment are equal. So angle ACB = angle ADB and angle CAD = angle CBD. • A cyclic quadrilateral is a quadrilateral with all four vertices on the circumference of a circle. Opposite angles in a cyclic quadrilateral total 180°. So x + y = 180° and p + q = 180°. • The angle between a tangent and chord is equal to the angle in the alternate segment, this is known as the alternate segment theorem. So angle BAT = angle ACB. Examples Example 1 Work out the size of each angle marked with a letter. Give reasons for your answers. Angle a = 360° − 92° 1 The angles in a full turn total 360°. = 268° as the angles in a full turn total 360°. -

20. Geometry of the Circle (SC)
20. GEOMETRY OF THE CIRCLE PARTS OF THE CIRCLE Segments When we speak of a circle we may be referring to the plane figure itself or the boundary of the shape, called the circumference. In solving problems involving the circle, we must be familiar with several theorems. In order to understand these theorems, we review the names given to parts of a circle. Diameter and chord The region that is encompassed between an arc and a chord is called a segment. The region between the chord and the minor arc is called the minor segment. The region between the chord and the major arc is called the major segment. If the chord is a diameter, then both segments are equal and are called semi-circles. The straight line joining any two points on the circle is called a chord. Sectors A diameter is a chord that passes through the center of the circle. It is, therefore, the longest possible chord of a circle. In the diagram, O is the center of the circle, AB is a diameter and PQ is also a chord. Arcs The region that is enclosed by any two radii and an arc is called a sector. If the region is bounded by the two radii and a minor arc, then it is called the minor sector. www.faspassmaths.comIf the region is bounded by two radii and the major arc, it is called the major sector. An arc of a circle is the part of the circumference of the circle that is cut off by a chord. -

Foundations of Geometry
California State University, San Bernardino CSUSB ScholarWorks Theses Digitization Project John M. Pfau Library 2008 Foundations of geometry Lawrence Michael Clarke Follow this and additional works at: https://scholarworks.lib.csusb.edu/etd-project Part of the Geometry and Topology Commons Recommended Citation Clarke, Lawrence Michael, "Foundations of geometry" (2008). Theses Digitization Project. 3419. https://scholarworks.lib.csusb.edu/etd-project/3419 This Thesis is brought to you for free and open access by the John M. Pfau Library at CSUSB ScholarWorks. It has been accepted for inclusion in Theses Digitization Project by an authorized administrator of CSUSB ScholarWorks. For more information, please contact [email protected]. Foundations of Geometry A Thesis Presented to the Faculty of California State University, San Bernardino In Partial Fulfillment of the Requirements for the Degree Master of Arts in Mathematics by Lawrence Michael Clarke March 2008 Foundations of Geometry A Thesis Presented to the Faculty of California State University, San Bernardino by Lawrence Michael Clarke March 2008 Approved by: 3)?/08 Murran, Committee Chair Date _ ommi^yee Member Susan Addington, Committee Member 1 Peter Williams, Chair, Department of Mathematics Department of Mathematics iii Abstract In this paper, a brief introduction to the history, and development, of Euclidean Geometry will be followed by a biographical background of David Hilbert, highlighting significant events in his educational and professional life. In an attempt to add rigor to the presentation of Geometry, Hilbert defined concepts and presented five groups of axioms that were mutually independent yet compatible, including introducing axioms of congruence in order to present displacement. -
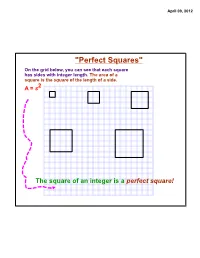
"Perfect Squares" on the Grid Below, You Can See That Each Square Has Sides with Integer Length
April 09, 2012 "Perfect Squares" On the grid below, you can see that each square has sides with integer length. The area of a square is the square of the length of a side. A = s2 The square of an integer is a perfect square! April 09, 2012 Square Roots and Irrational Numbers The inverse of squaring a number is finding a square root. The square-root radical, , indicates the nonnegative square root of a number. The number underneath the square root (radical) sign is called the radicand. Ex: 16 = 121 = 49 = 144 = The square of an integer results in a perfect square. Since squaring a number is multiplying it by itself, there are two integer values that will result in the same perfect square: the positive integer and its opposite. 2 Ex: If x = (perfect square), solutions would be x and (-x)!! Ex: a2 = 25 5 and -5 would make this equation true! April 09, 2012 If an integer is NOT a perfect square, its square root is irrational!!! Remember that an irrational number has a decimal form that is non- terminating, non-repeating, and thus cannot be written as a fraction. For an integer that is not a perfect square, you can estimate its square root on a number line. Ex: 8 Since 22 = 4, and 32 = 9, 8 would fall between integers 2 and 3 on a number line. -2 -1 0 1 2 3 4 5 April 09, 2012 Approximate where √40 falls on the number line: Approximate where √192 falls on the number line: April 09, 2012 Topic Extension: Simplest Radical Form Simplify the radicand so that it has no more perfect-square factors. -

Points, Lines, and Planes a Point Is a Position in Space. a Point Has No Length Or Width Or Thickness
Points, Lines, and Planes A Point is a position in space. A point has no length or width or thickness. A point in geometry is represented by a dot. To name a point, we usually use a (capital) letter. A A (straight) line has length but no width or thickness. A line is understood to extend indefinitely to both sides. It does not have a beginning or end. A B C D A line consists of infinitely many points. The four points A, B, C, D are all on the same line. Postulate: Two points determine a line. We name a line by using any two points on the line, so the above line can be named as any of the following: ! ! ! ! ! AB BC AC AD CD Any three or more points that are on the same line are called colinear points. In the above, points A; B; C; D are all colinear. A Ray is part of a line that has a beginning point, and extends indefinitely to one direction. A B C D A ray is named by using its beginning point with another point it contains. −! −! −−! −−! In the above, ray AB is the same ray as AC or AD. But ray BD is not the same −−! ray as AD. A (line) segment is a finite part of a line between two points, called its end points. A segment has a finite length. A B C D B C In the above, segment AD is not the same as segment BC Segment Addition Postulate: In a line segment, if points A; B; C are colinear and point B is between point A and point C, then AB + BC = AC You may look at the plus sign, +, as adding the length of the segments as numbers. -
Foundations for Geometry
Foundations for Geometry 1A Euclidean and Construction Tools 1-1 Understanding Points, Lines, and Planes Lab Explore Properties Associated with Points 1-2 Measuring and Constructing Segments 1-3 Measuring and Constructing Angles 1-4 Pairs of Angles 1B Coordinate and Transformation Tools 1-5 Using Formulas in Geometry 1-6 Midpoint and Distance in the Coordinate Plane 1-7 Transformations in the Coordinate Plane Lab Explore Transformations KEYWORD: MG7 ChProj Representations of points, lines, and planes can be seen in the Los Angeles skyline. Skyline Los Angeles, CA 2 Chapter 1 Vocabulary Match each term on the left with a definition on the right. 1. coordinate A. a mathematical phrase that contains operations, numbers, and/or variables 2. metric system of measurement B. the measurement system often used in the United States 3. expression C. one of the numbers of an ordered pair that locates a point on a coordinate graph 4. order of operations D. a list of rules for evaluating expressions E. a decimal system of weights and measures that is used universally in science and commonly throughout the world Measure with Customary and Metric Units For each object tell which is the better measurement. 5. length of an unsharpened pencil 6. the diameter of a quarter __1 __3 __1 7 2 in. or 9 4 in. 1 m or 2 2 cm 7. length of a soccer field 8. height of a classroom 100 yd or 40 yd 5 ft or 10 ft 9. height of a student’s desk 10. length of a dollar bill 30 in. -
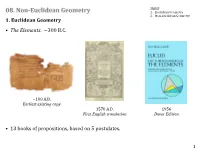
08. Non-Euclidean Geometry 1
Topics: 08. Non-Euclidean Geometry 1. Euclidean Geometry 2. Non-Euclidean Geometry 1. Euclidean Geometry • The Elements. ~300 B.C. ~100 A.D. Earliest existing copy 1570 A.D. 1956 First English translation Dover Edition • 13 books of propositions, based on 5 postulates. 1 Euclid's 5 Postulates 1. A straight line can be drawn from any point to any point. • • A B 2. A finite straight line can be produced continuously in a straight line. • • A B 3. A circle may be described with any center and distance. • 4. All right angles are equal to one another. 2 5. If a straight line falling on two straight lines makes the interior angles on the same side together less than two right angles, then the two straight lines, if produced indefinitely, meet on that side on which the angles are together less than two right angles. � � • � + � < 180∘ • Euclid's Accomplishment: showed that all geometric claims then known follow from these 5 postulates. • Is 5th Postulate necessary? (1st cent.-19th cent.) • Basic strategy: Attempt to show that replacing 5th Postulate with alternative leads to contradiction. 3 • Equivalent to 5th Postulate (Playfair 1795): 5'. Through a given point, exactly one line can be drawn parallel to a given John Playfair (1748-1819) line (that does not contain the point). • Parallel straight lines are straight lines which, being in the same plane and being • Only two logically possible alternatives: produced indefinitely in either direction, do not meet one 5none. Through a given point, no lines can another in either direction. (The Elements: Book I, Def. -

Math 1330 - Section 4.1 Special Triangles
Math 1330 - Section 4.1 Special Triangles In this section, we’ll work with some special triangles before moving on to defining the six trigonometric functions. Two special triangles are 30 − 60 − 90 triangles and 45 − 45 − 90 triangles. With little additional information, you should be able to find the lengths of all sides of one of these special triangles. First we’ll review some conventions when working with triangles. We label angles with capital letters and sides with lower case letters. We’ll use the same letter to refer to an angle and the side opposite it, although the angle will be a capital letter and the side will be lower case. In this section, we will work with right triangles. Right triangles have one angle which measures 90 degrees, and two other angles whose sum is 90 degrees. The side opposite the right angle is called the hypotenuse, and the other two sides are called the legs of the triangle. A labeled right triangle is shown below. B c a A C b Recall: When you are working with a right triangle, you can use the Pythagorean Theorem to help you find the length of an unknown side. In a right triangle ABC with right angle C, 2 2 2 a + b = c . Example: In right triangle ABC with right angle C, if AB = 12 and AC = 8, find BC. 1 Special Triangles In a 30 − 60 − 90 triangle, the lengths of the sides are proportional. If the shorter leg (the side opposite the 30 degree angle) has length a, then the longer leg has length 3a and the hypotenuse has length 2a. -

Michael Lloyd, Ph.D
Academic Forum 25 2007-08 Mathematics of a Carpenter’s Square Michael Lloyd, Ph.D. Professor of Mathematics Abstract The mathematics behind extracting square roots, the octagon scale, polygon cuts, trisecting an angle and other techniques using a carpenter's square will be discussed. Introduction The carpenter’s square was invented centuries ago, and is also called a builder’s, flat, framing, rafter, and a steel square. It was patented in 1819 by Silas Hawes, a blacksmith from South Shaftsbury, Vermont. The standard square has a 24 x 2 inch blade with a 16 x 1.5 inch tongue. Using the tables and scales that appear on the blade and the tongue is a vanishing art because of computer software, c onstruction calculators , and the availability of inexpensive p refabricated trusses. 33 Academic Forum 25 2007-08 Although practically useful, the Essex, rafter, and brace tables are not especially mathematically interesting, so they will not be discussed in this paper. 34 Academic Forum 25 2007-08 Balanced Peg Hole Some squares have a small hole drilled into them so that the square may be hung on a nail. Where should the hole be drilled so the blade will be verti cal when the square is hung ? We will derive the optimum location of the hole, x, as measured from the corn er along the edge of the blade. 35 Academic Forum 2 5 2007-08 Assume that the hole removes negligible material. The center of the blade is 1” from the left, and the center of the tongue is (2+16)/2 = 9” from the left. -

Metric Foundations of Geometry. I
METRIC FOUNDATIONS OF GEOMETRY. I BY GARRETT BIRKHOFF 1. Introduction. It is shown below by elementary methods that «-dimen- sional Euclidean, spherical, and hyperbolic geometry can be characterized by the following postulates. Postulate I. Space is metric (in the sense of Fréchet). Postulate II. Through any two points a line segment can be drawn, locally uniquely. Postulate III. Any isometry between subsets of space can be extended to a self-isometry of all space. The outline of the proof has been presented elsewhere (G. Birkhoff [2 ]('))• Earlier, H. Busemann [l] had shown that if, further, exactly one straight line connected any two points, and if bounded sets were compact, then the space was Euclidean or hyperbolic; moreover for this, Postulate III need only be assumed for triples of points. Later, Busemann extended the result to elliptic space, assuming that exactly one geodesic connected any two points, that bounded sets were compact, and that Postulate III held locally for triples of points (H. Busemann [2, p. 186]). We recall Lie's celebrated proof that any Riemannian variety having local free mobility is locally Euclidean, spherical, or hyperbolic. Since our Postu- late II, unlike Busemann's straight line postulates, holds in any Riemannian variety in which bounded sets are compact, our result may be regarded as freeing Lie's theorem for the first time from its analytical hypotheses and its local character. What is more important, we use direct geometric arguments, where Lie used sophisticated analytical and algebraic methods(2). Our methods are also far more direct and elementary than those of Busemann, who relies on a deep theorem of Hurewicz. -
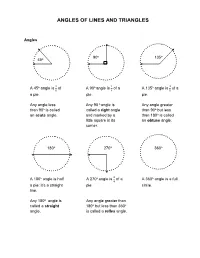
Angles of Lines and Triangles
ANGLES OF LINES AND TRIANGLES Angles 90o 135o 45o o 1 o 1 o 3 A 45 angle is of A 90 angle is of a A 135 angle is of a 8 4 8 a pie. pie. pie. Any angle less Any 90 o angle is Any angle greater than 90o is called called a right angle than 90o but less an acute angle. and marked by a than 180o is called little square in its an obtuse angle. corner. 180o 270o 360o o o 3 o A 180 angle is half A 270 angle is of a A 360 angle is a full 4 a pie: it’s a straight pie. circle. line. Any 180o angle is Any angle greater than called a straight 180o but less than 360o angle. is called a reflex angle. Lines 1. Two lines are parallel ( II ) when they run next to each other but never touch. 2. Two lines are perpendicular ( _ ) when they cross at a right angle. 3. Two intersecting lines always form four angles. The sum of these angles is 360o. ao + xo + bo + yo = 360o x a b y 4. The opposite angles created by intersecting lines are always equal: a=b, x=y. 2ao + 2xo = 360o 5. Two perpendicular intersecting lines always form four 900 (“right”) angles. a x y b 6. If the sum of any two angles equals 180o, those angles are supplementary. If you know either one of them, you can find the other by subtracting the first from 180o. a x 130 x a + x = 180 130 + x = 180 180-130 = 50 x = 50o 7. -

Foundations of Geometry
September 24, 2010 Foundations of Geometry Important Vocabulary Undefined Terms: a term that is used without a specific example or description. We use these terms to describe other terms in geometry. 1) Point: a location. A point has neither shape nor size. When we name a point, we name it by a capital letter. Example: W 2) Line: made up of points and has no thickness or width. There is exactly one line through any two points. A line can either be named by two points on that line or a lowercase script letter. Example: k X Y 3) Plane: a flat surface that extends indefinitely in all directions. There is exactly one plane through any three points that are not on the same line. A plane is named by a capital script letter or by any three points on that plane. Example: A W X Y September 24, 2010 Fundamental Definitions in Geometry Definitions Related to Points: · Space: the set of all points. · Figure: any set of points. · Plane Figure: all points lie on the same plane. · Space Figure: a 3-D figure, sketched beyond the plane. · Intersection: the set of all points common to two or more figures. · Collinear Points: points that lie on the same line. · Non-Collinear Points: points that do not lie on the same line. · Coplanar Figures: figures that lie on the same plane. · Non-Coplanar Figures: figues that do not lie on the same plane. Definitions Related to Line Segments: 1) Line Segment (segment): a part of a line that begins at one point and ends at another.