Preparation of Organometallic Indium and Gallium Compounds
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Comparison of Trimethylgallium and Triethylgallium As “Ga” Source
Comparison of trimethylgallium and triethylgallium as “Ga” source materials for the growth of ultrathin GaN films on Si (100) substrates via hollow-cathode plasma- assisted atomic layer deposition Mustafa AlevliAli Haider, Seda Kizir, Shahid A. Leghari, and Necmi Biyikli Citation: Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films 34, 01A137 (2016); doi: 10.1116/1.4937725 View online: http://dx.doi.org/10.1116/1.4937725 View Table of Contents: http://avs.scitation.org/toc/jva/34/1 Published by the American Vacuum Society Articles you may be interested in Substrate temperature influence on the properties of GaN thin films grown by hollow-cathode plasma-assisted atomic layer deposition Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films 34, 01A12501A125 (2015); 10.1116/1.4936230 Atomic layer deposition of GaN at low temperatures Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films 30, 01A12401A124 (2011); 10.1116/1.3664102 Low-temperature self-limiting atomic layer deposition of wurtzite InN on Si(100) Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films 6, 045203045203 (2016); 10.1063/1.4946786 Kinetics of thermal decomposition of triethylgallium, trimethylgallium, and trimethylindium adsorbed on GaAs(100) Journal of Vacuum Science & Technology A: Vacuum, Surfaces, and Films 9, (1998); 10.1116/1.577146 Substrate impact on the low-temperature growth of GaN thin films by plasma-assisted atomic layer deposition Journal of Vacuum Science & Technology A: Vacuum, Surfaces, -

Supporting Information For: Solution Phase Synthesis of Indium Gallium Phosphide Alloy Nanowires Nikolay Kornienko , Desiré D
Supporting Information for: Solution Phase Synthesis of Indium Gallium Phosphide Alloy Nanowires Nikolay Kornienko1, Desiré D. Whitmore1, Yi Yu1, Stephen R. Leone1,2,4, Peidong Yang*1,3,5,6 1Department of Chemistry, 2Department of Physics and 3Department of Materials Science Engineering, University of California, Berkeley 94720, United States 4Chemical Sciences Division and 5Materials Sciences Division, Lawrence Berkeley National Lab, Berkeley CA 94720, United States 6Kavli Energy Nanosciences Institute, Berkeley, California 94720, United States * Correspondence to: [email protected] Table of Contents: Figure S1. TEM In/Ga growth seeds ............................................................................................................................. 2 Figure S2. TEM of InP and GaP NWs ............................................................................................................................. 2 Figure S3. Composition and diameter control ......................................................................................................... 3 Figure S4. XRD of InxGa1‐xP NWs .................................................................................................................................. 4 Figure S5. Electron diffraction of InxGa1‐xP NWs ................................................................................................... 5 Figure S6. Raman spectra of InP and GaP .................................................................................................................. 6 -
![Arxiv:1010.1610V1 [Physics.Ins-Det] 8 Oct 2010 Ai Mouneyrac, David Emndtetm Osat O H Rpigadde- and Illumination](https://docslib.b-cdn.net/cover/4871/arxiv-1010-1610v1-physics-ins-det-8-oct-2010-ai-mouneyrac-david-emndtetm-osat-o-h-rpigadde-and-illumination-1094871.webp)
Arxiv:1010.1610V1 [Physics.Ins-Det] 8 Oct 2010 Ai Mouneyrac, David Emndtetm Osat O H Rpigadde- and Illumination
Detrapping and retrapping of free carriers in nominally pure single crystal GaP, GaAs and 4H-SiC semiconductors under light illumination at cryogenic temperatures David Mouneyrac,1,2 John G. Hartnett,1 Jean-Michel Le Floch,1 Michael E. Tobar,1 Dominique Cros,2 Jerzy Krupka3∗ 1School of Physics, University of Western Australia 35 Stirling Hwy, Crawley 6009 WA Australia 2Xlim, UMR CNRS 6172, 123 av. Albert Thomas, 87060 Limoges Cedex - France 3Institute of Microelectronics and Optoelectronics Department of Electronics, Warsaw University of Technology, Warsaw, Poland (Dated: October 27, 2018) We report on extremely sensitive measurements of changes in the microwave properties of high purity non-intentionally-doped single-crystal semiconductor samples of gallium phosphide, gallium arsenide and 4H-silicon carbide when illuminated with light of different wavelengths at cryogenic temperatures. Whispering gallery modes were excited in the semiconductors whilst they were cooled on the coldfinger of a single-stage cryocooler and their frequencies and Q-factors measured under light and dark conditions. With these materials, the whispering gallery mode technique is able to resolve changes of a few parts per million in the permittivity and the microwave losses as compared with those measured in darkness. A phenomenological model is proposed to explain the observed changes, which result not from direct valence to conduction band transitions but from detrapping and retrapping of carriers from impurity/defect sites with ionization energies that lay in the semicon- ductor band gap. Detrapping and retrapping relaxation times have been evaluated from comparison with measured data. PACS numbers: 72.20.Jv 71.20.Nr 77.22.-d I. -

Basic Light Emitting Diodes
The following is for information purposes only and comes with no warranty. See http://www.bristolwatch.com/ Light Emitting Diodes Light Emitting Diodes are made from compound type semiconductor materials such as Gallium Arsenide (GaAs), Gallium Phosphide (GaP), Gallium Arsenide Phosphide (GaAsP), Silicon Carbide (SiC) or Gallium Indium Nitride (GaInN). The exact choice of the semiconductor material used will determine the overall wavelength of the photon light emissions and therefore the resulting color of the light emitted, as in the case of the visible light colored LEDs, (RED, AMBER, GREEN etc). Before a light emitting diode can "emit" any form of light it needs a current to flow through it, as it is a current dependent device. As the LED is to be connected in a forward bias condition across a power supply it should be Current Limited using a series resistor to protect it from excessive current flow. From the table above we can see that each LED has its own forward voltage drop across the PN junction and this parameter which is determined by the semiconductor material used is the forward voltage drop for a given amount of forward conduction current, typically for a forward current of 20mA. In most cases LEDs are operated from a low voltage DC supply, with a series resistor to limit the forward current to a suitable value from say 5mA for a simple LED indicator to 30mA or more where a high brightness light output is needed. Typical LED Characteristics Semiconductor Material Wavelength Color voltage at 20mA GaAs 850-940nm Infra-Red 1.2v GaAsP 630-660nm Red 1.8v GaAsP 605-620nm Amber 2.0v GaAsP:N 585-595nm Yellow 2.2v GaP 550-570nm Green 3.5v SiC 430-505nm Blue 3.6v GaInN 450nm White 4.0v 1 Multi-LEDs LEDs are available in a wide range of shapes, colors and various sizes with different light output intensities available, with the most common (and cheapest to produce) being the standard 5mm Red LED. -

Nonlinear Properties of III-V Semiconductor Nanowaveguides
Nonlinear Properties of III-V Semiconductor Nanowaveguides ELEONORA DE LUCA Doctoral Thesis in Physics School of Engineering Sciences KTH Royal Institute of Technology Stockholm, Sweden 2019 Akademisk avhandling som med tillstånd av Kungliga Tekniska högskolan fram- lägges till offentlig granskning för avläggande av teknologie doktorsexamen i fysik onsdag den 23 oktober 2019 klockan 10:00 i sal FA32, AlbaNova Universitetscent- rum, Kungliga Tekniska Högskolan, Roslagstullsbacken 21, Stockholm. TRITA-SCI-FOU 2019:45 • ISBN 978-91-7873-318-7 "O frati," dissi, "che per cento milia perigli siete giunti a l’occidente, a questa tanto picciola vigilia d’i nostri sensi ch’é del rimanente non vogliate negar l’esperïenza, di retro al sol, del mondo sanza gente. Considerate la vostra semenza: fatti non foste a viver come bruti, ma per seguir virtute e canoscenza". Dante Alighieri. Commedia. Inferno – Canto XXVI. "O brothers, who amid a hundred thousand Perils," I said, "have come unto the West, To this so inconsiderable vigil Which is remaining of your senses still, Be ye unwilling to deny the knowledge, Following the sun, of the unpeopled world. Consider ye the seed from which ye sprang; Ye were not made to live like unto brutes, But for pursuit of virtue and of knowledge" Dante Alighieri. Commedia. Inferno – Canto XXVI. Translated by Henry Wadsworth Longfellow. Abstract Nonlinear optics (NLO) plays a major role in the modern world: nonlin- ear optical phenomena have been observed in a wavelength range going from the deep infrared to the extreme ultraviolet, to THz radiation. The optical nonlinearities can be found in crystals, amorphous materials, polymers, liquid crystals, liquids, organic materials, and even gases and plasmas. -
Gallium in 2017 (PDF)
2017 Minerals Yearbook GALLIUM [ADVANCE RELEASE] U.S. Department of the Interior April 2020 U.S. Geological Survey Gallium By Brian W. Jaskula Domestic survey data and tables were prepared by Wanda G. Wooten, statistical assistant. Low-grade primary gallium was recovered globally as a gallium production was 5% from 2007 through 2017. World byproduct of processing bauxite and zinc ores. No domestic high-grade secondary refined gallium production increased at a low-grade primary gallium was recovered in 2017. Imports CAGR of 7%. World gallium consumption, which increased at of gallium metal and gallium arsenide (GaAs) wafers plus a CAGR of 6% from 2007 through 2017, was estimated to have domestically refined and recycled gallium continued to account been 355 t in 2017. for all U.S. gallium consumption (metal and gallium in GaAs). Metal imports were 93% higher than those in 2016 (table 1). Production The leading sources of imported gallium metal were, in No domestic production of low-grade primary gallium was descending order, China (including Hong Kong), the United reported in 2017. Neo Performance Materials Inc. (Canada) Kingdom, France, Ukraine, Russia, and the Republic of Korea recovered gallium from new scrap materials, predominantly (table 4). A significant portion of imports was thought to be those generated during the production of GaAs ingots and low-grade gallium that was refined in the United States and wafers. Neo’s facility in Blanding, UT, had the capability to shipped to other countries. Data on refined gallium exports, produce about 50 metric tons per year of high-grade gallium. however, were not available. -
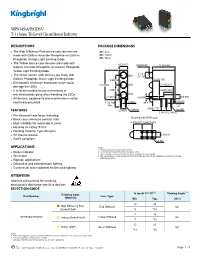
WP934SA/IYGD5V T-1 (3Mm) Tri-Level Circuit Board Indicator
WP934SA/IYGD5V T-1 (3mm) Tri-Level Circuit Board Indicator DESCRIPTIONS PACKAGE DIMENSIONS The High Efficiency Red source color devices are LED1 : Red made with Gallium Arsenide Phosphide on Gallium LED2 : Yellow Phosphide Orange Light Emitting Diode LED3 : Green The Yellow source color devices are made with Gallium Arsenide Phosphide on Gallium Phosphide Yellow Light Emitting Diode The Green source color devices are made with Gallium Phosphide Green Light Emitting Diode Electrostatic discharge and power surge could damage the LEDs It is recommended to use a wrist band or anti-electrostatic glove when handling the LEDs All devices, equipments and machineries must be electrically grounded FEATURES Pre-trimmed leads for pc mounting Black case enhances contrast ratio High reliability life measured in years Housing UL rating: 94V-0 Housing material: Type 66 nylon 5V internal resistor RoHS compliant APPLICATIONS Notes: 1. All dimensions are in millimeters (inches). Status indicator 2. Tolerance is ±0.25(0.01") unless otherwise noted. 3. Lead spacing is measured where the leads emerge from the package. Illuminator 4. The specifications, characteristics and technical data described in the datasheet are subject to change without prior notice. Signage applications Decorative and entertainment lighting Commercial and residential architectural lighting ATTENTION Observe precautions for handling electrostatic discharge sensitive devices SELECTION GUIDE Iv (mcd) V = 5V [2] Viewing Angle [1] Emitting Color Part Number Lens Type (Material) Min. Typ. 2θ1/2 12 25 ■ High Efficiency Red Red Diffused 50° (GaAsP/GaP) *6 *14 7 15 WP934SA/IYGD5V ■ Yellow (GaAsP/GaP) Yellow Diffused 50° *7 *15 12 25 ■ Green (GaP) Green Diffused 50° *12 *25 Notes: 1. -

Adduct Purification of Trimethylgallium Using 4-Dimethylaminopyridine
International Journal of Advanced Science and Technology Vol. 41, April, 2012 Adduct Purification of Trimethylgallium using 4-Dimethylaminopyridine Selvakumar Dhanasingh1*, Rajendra Singh2 and Mohammed Nasim3 1Defence BioEngineering and Electromedical laboratory, C. V. Raman Nagar, Bangalore – 560 093, India 2Directorate of ER & IPR, DRDO Bhawan, Rajaji Marg, New Delhi – 110105, India 3Defence Materials & Stores Research and Development Establishment, DMSRDE P.O., G.T. Road, Kanpur – 208 013, India [email protected] Abstract 1:1 and 2:1 adducts of trimethylgallium (TMGa) with 4-dimethylaminopyridine (DMAP) were synthesized and characterized by 1H, 13C NMR, FAB-MS and Trace elemental analyses using ICP-MS. Both adducts are non-pyrophoric, thermally dissociable and easy to handle. FAB-MS study suggests that the adducts are associated in tetrameric forms. TMGa of purity more than 99.999% (5N) was released from these adducts, which shows the adducts are potential candidates to produce high pure metal alkyl sources for Metal-Organic Chemical Vapor Deposition (MOCVD). Keywords: Trimethylgallium, pyrophoric, MOCVD precursor, adduct purification technique 1. Introduction The electronic properties of II-VI and III-V compound semiconducting thin films deposited by MOCVD method are mainly determined by the purity of the precursors [1, 2]. As most of the metal alkyls for MOCVD are volatile and highly reactive pyrophoric liquids, the physical purification methods such as, fractional distillation and low temperature crystallization are difficult to employ and often large amount of metal alkyls need to be discarded to obtain them with high purity. However, these metal alkyls can be purified by ‘adduct purification technique’, which involves the formation of adducts between the metal alkyl with an appropriate Lewis base, which are easy to handle and can be purified by re- crystallization [3, 4, 5]. -

LED) Materials and Challenges- a Brief Review
6 IV April 2018 http://doi.org/10.22214/ijraset.2018.4723 International Journal for Research in Applied Science & Engineering Technology (IJRASET) ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887 Volume 6 Issue IV, April 2018- Available at www.ijraset.com Different Types of in Light Emitting Diodes (LED) Materials and Challenges- A Brief Review BY Susan John1 1Dept Of Physics S. F. S College Nagpur 06, Maharashtra State. India I. INTRODUCTION LEDs are semiconductor devices, which produce light when current flows through them. It is a two-lead semiconductor light source. It is a p–n junction diode that emits light when activated. When a suitable current is applied electrons are able to recombine with electron holes within the device, releasing energy in the form of photons. This effect is called electroluminescence, and the color of the light is determined by the energy band gap of the semiconductor. LEDs are typically very small. In order to improve the efficiency many researches in LEDs and its phosphor has been taking place. However still many technical challenges such as conversion losses, color control, current efficiency droop, color shift, system reliability as well as in light distribution, dimming, thermal management and driver power supply performances etc need to be met in order to achieve low cost and high efficiency. [1] Keywords: Glare, blue hazard and semiconductor. I. DIFFERENT TYPES OF LEDS MATERIALS USED: A. Gallium Arsenide (GaAs) emits infra-red light B. Gallium Arsenide Phosphide (GaAsP) emits red to infra-red, orange light C. Gallium Phosphide (GaP) emits red, yellow and green light D. -

Gallium Phosphide Light Sources and Photocells
136 PHILIPS TECHNICAL REVIEW VOLUME 26 Gallium phosphide light sources and photocells H. G. Grimmeiss, W. Kischio and H. Scholz 621.383 :546.681 '183 Preparation and doping of GaP The methods of analysis used by us have failed to Amongst semiconductors with a relatively large detect the presence of carbon, which interferes with energy (band) gap, gallium phosphide has aroused luminescence in GaP, and this implies that the samples interest for various reasons. For one thing, by reason must have a e concentration of less than 5 X 10-4 %. of its 2.25 eV band gap, it is suitable for making P-N In the undoped state these crystals only exhibit very diodes which in some cases emit light in the visible weak luminescence. range of the spectrum. Our first task was to prepare gallium phosphide of high purity since, as will be made clear below, the efficiency of GaP light sources is very much dependent on the purity of the starting material. GaP is prepared by allowing gallium to react with phosphine; an ample supply of the latter gas, in a very high state of purity, can be obtained by decomposition of aluminium phos- phide with water. The aluminium phosphide is pre- pared by reacting aluminium with phosphorus. A mixture of pure aluminium and red phosphorus in an atomic ratio of 1: 1.1 is placed in an iron crucible and ignited. The reaction is fairly violent: some of the phosphorus evaporates and escapes into the atmo- sphere, where it burns spontaneously (fig. J). The aluminium phosphide yielded by the reaction is a porous sintered substance, yellow in colour. -
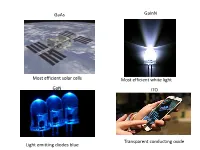
Gallium Arsenide
GaAs GaInN Most efficient solar cells Most efficient white light GaN ITO Transparent conducting oxide Light emitting diodes blue 1907 The first light emitting diode (LED) made of SiC Gallium nitride (GaN) Aluminium gallium arsenide (AlGaAs) Henry Joseph Round Silicon carbide Gallium phosphide Indium gallium nitride etc To the Editors of Electrical World: SIRS: – During an investigation of the unsymmetrical passage of current through a contact of carborundum and other substances a curious phenomenon was noted. On applying a potential of 10 volts between two points on a crystal of carborundum, the crystal gave out a yellowish light. Only one or two specimens could be found which gave a bright glow on such a low voltage, but with 110 volts a large number could be found to glow. In some crystals only edges gave the light and others gave instead of a yellow light green, orange or blue. In all cases tested the glow appears to come from the negative pole, a bright blue-green spark appearing at the positive pole. In a single crystal, if contact is made near the center with the negative pole, and the positive pole is put in contact at any other place, only one section of the crystal will glow and that same section wherever the positive pole is placed. There seems to be some connection between the above effect and the e.m.f. produced by a junction of carborundum and another conductor when heated by a direct or alternating current; but the connection may be only secondary as an obvious explanation of the e.m.f. -

Gallium Nitride Phosphide Absorber for Silicon-Based Solar Power Researchers Achieve 3X Efficiency of Best Gallium Phosphide Solar Cell to Date
Technology focus: Photovoltaics 71 Gallium nitride phosphide absorber for silicon-based solar power Researchers achieve 3x efficiency of best gallium phosphide solar cell to date. esearchers in the USA have been working on that conversion efficiencies up to 45% could be gallium nitride phosphide (GaNP) as an absorb- achieved from an AM1.5G solar spectrum with a III-V Ring material for solar power [S. Sukrittanon et material on silicon. al, Appl. Phys. Lett., vol107, p153901, 2015]. The aim Gallium phosphide is one contender for such a top cell of the team from University of California San Diego since it is near lattice matched (0.37% mismatch) and (UCSD) and Sandia National Laboratories is to create a has a suitable bandgap of 2.26eV. Unfortunately GaP suitable sub-cell to boost the performance of silicon- has an indirect bandgap, which makes for inefficient based photovoltaic power conversion. Theory suggests photon conversion to electric power. Figure 1. Cross-sections of GaP control and GaNP solar cells. Inset: x-ray diffraction (XRD) spectra. www.semiconductor-today.com semiconductorTODAY Compounds&AdvancedSilicon • Vol. 10 • Issue 10 • December 2015/January 2016 72 Technology focus: Photovoltaics With the addition of only 0.4% of nitrogen into GaP, giving GaNP, the bandgap becomes direct, shifting absorption coefficients from 102–103/cm towards 104/cm. Further, at a nitro- gen concentration of 2%, GaNP becomes lattice matched with silicon. The UCSD/Sandia researchers achieved effi- ciencies up to 7.9% without a window layer. The team comments: “This GaNP solar cell’s efficiency is 3x higher than the most effi- cient GaP solar cell to date and higher than other solar cells with similar direct bandgap (InGaP, GaAsP).” They add: “These perform- ance gains are expected to motivate further investiga- tion into the integration of GaNP into future dual- junction solar cells on sili- con substrate.” The solar cells were grown on GaP substrates by molecular beam epitaxy (MBE) at 570°C (Figure 1).