1 Introduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bimetallic Catalyst Catalyzed Carbonylation of Methanol to Acetic Acid
materials Article Study on Rh(I)/Ru(III) Bimetallic Catalyst Catalyzed Carbonylation of Methanol to Acetic Acid Shasha Zhang 1, Wenxin Ji 1,2,*, Ning Feng 2, Liping Lan 1, Yuanyuan Li 1,2 and Yulong Ma 1,2 1 College of Chemistry and Chemical Engineering, Ningxia University, Yinchuan 750021, China; [email protected] (S.Z.); [email protected] (L.L.); [email protected] (Y.L.); [email protected] (Y.M.) 2 State Key Laboratory of High-efficiency Utilization of Coal and Green Chemical Engineering, Ningxia University, Yinchuan 750021, China; [email protected] * Correspondence: [email protected]; Tel.: +86-135-1957-9989; Fax: +86-951-206-2323 Received: 13 July 2020; Accepted: 3 September 2020; Published: 11 September 2020 Abstract: In this study, a Rh(I)/Ru(III) catalyst with a bimetallic space structure was designed and synthesized. The interaction between the metals of the bimetallic catalyst and the structure of the bridged dimer can effectively reduce the steric hindrance effect and help speed up the reaction rate while ensuring the stability of the catalyst. X-ray photoelectron spectroscopy (XPS) results show that rhodium accepts electrons from chlorine, thereby increasing the electron-rich nature of rhodium and improving the catalytic activity. This promotes the nucleophilic reaction of the catalyst with methyl iodide and reduces the reaction energy barrier. The methanol carbonylation performance of the Rh/Ru catalyst was evaluated, and the results show that the conversion rate of methyl acetate and the yield of acetic acid are 96.0% under certain conditions. Furthermore, during the catalysis, no precipitate is formed and the amount of water is greatly reduced. -

Organometallic and Catalysis
ORGANOMETALLIC AND CATALYSIS Dr. Malay Dolai, Assistant Professor, Department of Chemistry, Prabhat Kumar College, Contai, Purba Medinipur-721404, WB, India. 1.Introduction Organometallic chemistry is the study of organometallic compounds, chemical compounds containing at least one chemical bond between a carbon atom of an organic molecule and a metal, including alkaline, alkaline earth, and transition metals, and sometimes broadened to include metalloids like boron, silicon, and tin, as well. Aside from bonds to organyl fragments or molecules, bonds to 'inorganic' carbon, like carbon monoxide (metal carbonyls), cyanide, or carbide, are generally considered to be organometallic as well. Some related compounds such as transition metal hydrides and metal phosphine complexes are often included in discussions of organometallic compounds, though strictly speaking, they are not necessarily organometallic. The related but distinct term "metalorganic compound" refers to metal-containing compounds lacking direct metal-carbon bonds but which contain organic ligands. In 1827, Zeise's salt is the first platinum- olefin complex: K[PtCl3(C2H4)].H2O, the first invented organometallic compound. Organometallic compounds find wide use in commercial reactions, both as homogeneous catalysis and as stoichiometric reagents For instance, organolithium, organomagnesium, and organoaluminium compounds, examples of which are highly basic and highly reducing, are useful stoichiometrically, but also catalyze many polymerization reactions. Almost all processes involving carbon monoxide rely on catalysts, notable examples being described as carbonylations. The production of acetic acid from methanol and carbon monoxide is catalyzed via metal carbonyl complexes in the Monsanto process and Cativa process. Most synthetic aldehydes are produced via hydroformylation. The bulk of the synthetic alcohols, at least those larger than ethanol, are produced by hydrogenation of hydroformylation- derived aldehydes. -

An Investigation on the Effects of Iodide Salts in Iridium Catalyst in Methanol Carbonylation Process
Archive of SID An investigation on the effects of iodide salts in iridium catalyst in methanol carbonylation process M.T. Ashtiany, A.M. Rezaee and M.R. Jafari Nasr* Petrochemical Research & Technology Company (NPC-RT), Tehran, Iran Recieved: May 2010; Revised: July 2010; Accepted: August 2010 Abstract: In this study, iodide salts and carbonyl complexes of specific metals used as promoters in carbonylation of methanol in iridium/iodide based catalyst. The iridium catalyzed carbonylation of methanol to acetic acid is promoted by two distinct classes of promoters; simple iodide salts of zinc, cadmium, mercury, indium and gallium and carbonyl or halocarbonyl complexes of tungsten, rhenium, osmium and ruthenium. All of these promoters are led to increase the rate of methanol carbonylation. In this experimental research, it has been observed that the effect of ruthenium promoter in rate of methanol carbonylation and high reaction rate is achieved by increasing the ruthenium concentration. The experimental tests are carried out to identify the effect of different promoters. In the presence of ruthenium and iridium, it has been observed that the maximum activity is achieved between 5 to 6 weight percent of water concentration. Keywords: Methanol carbonylation, Iridium, Promoter, Iodide salt. Introduction at 250°C and 680 bar pressure [2-3]. Monsanto dis- The global annual production capacity of acetic acid covered rhodium based catalyst for carbonylation in 2004 was about 9.3 million tones. The main uses for of methanol under relatively mild conditions rather acetic acid are in production of vinyl acetate (VAM), than previous method, 250°C operating temperature solvents in the manufacturing of the terephthalic and 680 bar pressure, and commercialized its process anhydride, acetic anhydride which mainly used to at Texas City in 1970 [4-5]. -
We Can Now Define a Ligand As Any Molecule Or Ion That Has at Least
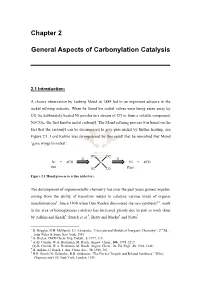
Chapter 2 General Aspects of Carbonylation Catalysis 2.1 Introduction: A chance observation by Ludwig Mond in 1884 led to an important advance in the nickel refining industry. When he found his nickel valves were being eaten away by CO, he deliberately heated Ni powder in a stream of CO to form a volatile compound, Ni(CO)4, the first known metal carbonyl. The Mond refining process was based on the fact that the carbonyl can be decomposed to give pure nickel by further heating, see Figure 2.1. Lord Kelvin was so impressed by this result that he remarked that Mond ‘gave wings to nickel’. OC CO ∆ ∆ Ni + 4CO Ni Ni + 4CO Ore OC CO Pure Figure 2.1 Mond process to refine nickel ore. The development of organometallic chemistry has over the past years gained impetus, arising from the ability of transition metals to catalyse various kinds of organic transformations1. Since 1938 when Otto Roelen discovered the oxo synthesis2,3, work in the area of homogeneous catalysis has increased greatly due in part to work done by Adkins and Krsek4, Storch et al.5, Berty and Marko6 and Natta7. 1 B. Douglas, D.H. McDaniel, J.J. Alexander, “Concepts and Models of Inorganic Chemistry”, 2nd Ed., John Wiley & Sons, New York, 1983. 2 O. Roelen, ChED Chem. Exp. Didakt., 3, 1977, 119. 3 (a) B. Cornils, W.A. Herrmann, M. Rasch, Angew. Chem., 106, 1994, 2219. (b) B. Cornils, W.A. Herrmann, M. Rasch, Angew. Chem., Int. Ed. Engl., 33, 1994, 2144. 4 H. Adkins, G. Krsek, J. -

Mechanistic Understanding of Methanol Carbonylation: Interfacing Homogeneous and Heterogeneous Catalysis Via Carbon Supported Irala
Journal of Catalysis 361 (2018) 414–422 Contents lists available at ScienceDirect Journal of Catalysis journal homepage: www.elsevier.com/locate/jcat Mechanistic understanding of methanol carbonylation: Interfacing homogeneous and heterogeneous catalysis via carbon supported IrALa Alyssa J.R. Hensley a, Jianghao Zhang a, Ilka Vinçon b, Xavier Pereira Hernandez a, Diana Tranca b, ⇑ ⇑ ⇑ Gotthard Seifert b, , Jean-Sabin McEwen a,c,d,e, , Yong Wang a,e, a The Gene and Linda Voiland School of Chemical Engineering and Bioengineering, Washington State University, Pullman, WA 99164, United States b Theoretical Chemistry, Technische Universität Dresden, Dresden 01062, Germany c Department of Physics and Astronomy, Washington State University, Pullman, WA 99164, United States d Department of Chemistry, Washington State University, Pullman, WA 99164, United States e Institute for Integrated Catalysis, Pacific Northwest National Laboratory, Richland, WA 99352, United States article info abstract Article history: The creation of heterogeneous analogs to homogeneous catalysts is of great importance to many indus- Received 17 July 2017 trial processes. Acetic acid synthesis via the carbonylation of methanol is one such process and it relies on Revised 21 February 2018 a difficult-to-separate homogeneous Ir-based catalyst. Using a combination of density functional theory Accepted 22 February 2018 (DFT) and attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectroscopy, we determine Available online 5 April 2018 the structure and mechanism for methanol carbonylation over a promising single-site IrALa/C heteroge- neous catalyst replacement. Here, the Ir center is the active site with the acetyl-Ir complex being a rate Keywords: controlling intermediate. Furthermore, the La both atomically disperses the Ir and acts as a Lewis acid Single-site heterogeneous catalyst site. -

Catalysis for the Production of Acetic Acid by Methanol Carbonylation
Downloaded from orbit.dtu.dk on: Oct 08, 2021 Supported Ionic Liquid Phase (SILP) Catalysis for the Production of Acetic acid by Methanol Carbonylation Hanning, Christopher William Publication date: 2012 Document Version Publisher's PDF, also known as Version of record Link back to DTU Orbit Citation (APA): Hanning, C. W. (2012). Supported Ionic Liquid Phase (SILP) Catalysis for the Production of Acetic acid by Methanol Carbonylation. DTU Chemistry. General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. Users may download and print one copy of any publication from the public portal for the purpose of private study or research. You may not further distribute the material or use it for any profit-making activity or commercial gain You may freely distribute the URL identifying the publication in the public portal If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. S Centre for Catalysis and Sustainable Chemistry C C Supported Ionic Liquid Phase (SILP) Catalysis for the Production of Acetic acid by Methanol Carbonylation Christopher W. Hanning Ph.D. Thesis Technical University of Denmark Centre for Catalysis and Sustainable Chemistry Department of Chemistry July 2012 Contents 1 Introduction 1 1.1 AceticAcid ............................ 1 1.2 ProductionMethodsforAceticAcid . 3 1.2.1 Biologically Derived Acetic Acid . 3 1.2.2 Catalysed Acetic Acid Production . -

• Oxidative Addition • Reductive Elimination • Migratory Insertion • Β - Hydrogen Elimination AJELIAS L7-S2 Oxidative Addition
AJELIAS L7-S1 Unique reactions in organometallic chemistry • Oxidative Addition • Reductive Elimination • Migratory Insertion • β - Hydrogen Elimination AJELIAS L7-S2 Oxidative addition When addition of ligands is accompanied by oxidation of the metal, it is called an oxidative addition reaction LnM+XY Ln(X)(Y)M dn dn-2 OX state of metal increases by 2 units H H2 oxidative Ph3P PPh3 addition H PPh3 Coordination number increases by 2 units Rh Rh Ph3P Cl Ph3P Cl PPh3 2 new anionic ligands are added to the metal Rh+1 Rh+3 Requirements for oxidative addition • availability of nonbonded electron density on the metal, • two vacant coordination sites on the reacting complex (LnM), that is, the complex must be coordinatively unsaturated, • a metal with stable oxidation states separated by two units; the higher oxidation state must be energetically accessible and stable. AJELIAS L7-S3 Examples of Oxidative addition : Cis or trans ? Cl Cl PPh3 Ir 18E Cl2 Ph3P CO Cl O Cl PPh3 O2 O PPh3 Ir Ir Ph3P CO Ph3P CO 16E Cl Me Me MeI Cl PPh 3 I PPh3 Ir Ir Ph P CO 3 Ph3P CO I Cl Homonuclear systems (H2, Cl2, O2, C2H2) Cis Heteronuclear systems (MeI) Cis or trans AJELIAS L7-S4 An important step in many homogeneous catalytic cycles Hydrogenation of alkenes- Wilkinson catalyst H H2 oxidative Ph3P PPh3 addition H PPh3 Rh Rh Often thefirststepofmechanism Ph3P Cl Ph3P Cl PPh3 Rh+1 Rh+3 Methanol to acetic acid conversion- Cativa process CH3 I CO CH3I I CO Ir Ir I CO I CO Ir+1 Ir+3 I Pd catalyzed Cross coupling of Ar-B(OH)2 and Ar-X – Suzuki Coupling Br Br Ph3P Pd -

Acetic Acid, Update of the BP Cativa Process
IHS Chemical Process Economics Program Review 2013-07 Acetic Acid, Update of the BP Cativa Process By P D Pavlechko, PhD IHS Chemical Process Economics Program | Review 2013-07 IHS Chemical agrees to assign professionally qualified personnel to the preparation of the Process Economics Program’s reports and will perform the work in conformance with generally accepted professional standards. No other warranties expressed or implied are made. Because the reports are of an advisory nature, neither IHS Chemical nor its employees will assume any liability for the special or consequential damages arising from the Client’s use of the results contained in the reports. The Client agrees to indemnify, defend, and hold IHS Chemical, its officers, and employees harmless from any liability to any third party resulting directly or indirectly from the Client’s use of the reports or other deliverables produced by IHS Chemical pursuant to this agreement. For detailed marketing data and information, the reader is referred to one of the IHS Chemical programs specializing in marketing research. THE IHS CHEMICAL ECONOMICS HANDBOOK Program covers most major chemicals and chemical products produced throughout the world. In addition the IHS DIRECTORY OF CHEMICAL PRODUCERS services provide detailed lists of chemical producers by company, product, and plant for the United States, Europe, East Asia, China, India, South & Central America, the Middle East & Africa, Canada, and Mexico. June 2013 © 2013 IHS IHS Chemical Process Economics Program | Review 2013-07 PEP Review 2013-07 Acetic Acid, Update of the BP Cativa Process By P D Pavlechko, PhD June 2013 Abstract Monsanto began the changeover from oxidation routes via acetaldehyde to homogeneous rhodium- catalyzed methanol carbonylation with their “high water” process. -
Reductive Elimination • Migratory Insertion • - Hydrogen Elimination 1
Transition metal complexes in organic synthesis Organometallic catalysts in industrial synthesis : Three Nobel Prizes 2000, 2005 and 2010 Hydrogenation RHC CH2 + H2 RCH2CH3 Methanol to acetic acid process CH3OH + CO CH3COOH Olefin polymerization and oligomerization * * * *n *n *n Isotactic polypropylene Syndiotactic polypropylene Atactic polypropylene C4-C8 40% n C10- C18 40 % C20 & > 20 % Organometallic complexes Organometaliic complexes allow impossible reactions to occur. Have direct metal to carbon bond. The bond may be metal-carbon sigma bond to give metal alkyls such as R4Ti or by the interaction of metals with pi-system of unsaturated organic systems. Metals whose energetically accessible d-orbitals allow efficient overlap with pi-orbitals of the carbon-carbon and carbon-heteroatom multiple bonds to give pi-complexes. + The moiety containing pi-bond may be neutral (R-CH=CH2), cation (R-CH=CH2 ) or anion (R-CH=CH2-). Organometallic Chemistry M-C bond can be a type or type bond Organo transition metal compounds can be divided into two broad classes: 1. Sigma bonded organometallics: In which a single carbon atom of the ligand is attached directly to the metal through a sigma bond (two electron two centre bond). Ligands of this type increases electron density on the central metal atom. Examples are: R-Cu, R-TiCl3, R2TiCl2 etc. 2. Pi-bonded organometallics In which a metal atom (ion or complex species) is bonded to ligands such as CO, RNC, C=C and other unsaturated molecules. These ligands in addition to the presence of lone pair of electrons have in common the presence of low lying vacant orbitals of correct symmetry to form pi bonds by accepting electrons from transition metal d-orbitals (back bonding). -
New Multifunctional Ligands for the Catalytic Carbonylation of Methanol
UNIVERSITE DE NEUCHATEL FACULTE DES SCIENCES NEW MULTIFUNCTIONAL LIGANDS FOR THE CATALYTIC CARBONYLATION OF METHANOL THESE PRESENTEE A LA FACULTE DES SCIENCES PAR CHRISTOPHE THOMAS CHIMISTE DIPLOME DE L’UNIVERSITE LOUIS PASTEUR DE STRASBOURG INSTITUT DE CHIMIE DE L’UNIVERSITE DE NEUCHATEL 14 MAI 2002 UNIVERSITE DE NEUCHATEL FACULTE DES SCIENCES NEW MULTIFUNCTIONAL LIGANDS FOR THE CATALYTIC CARBONYLATION OF METHANOL THESE PRESENTEE A LA FACULTE DES SCIENCES PAR CHRISTOPHE THOMAS CHIMISTE DIPLOME DE L’UNIVERSITE LOUIS PASTEUR DE STRASBOURG INSTITUT DE CHIMIE DE L’UNIVERSITE DE NEUCHATEL 14 MAI 2002 A ma mère A Tatiana A mon père La science ne consiste pas seulement à savoir ce qu'on doit ou peut faire, mais aussi à savoir ce qu'on pourrait faire quand bien même on ne doit pas le faire. Umberto Eco (Le nom de la rose) Tout le talent d'écrire ne consiste après tout que dans le choix des mots. Gustave Flaubert (Extrait d'une Lettre à Louise Colet 22 juillet 1852) Remerciements Les travaux décrits dans cette thèse ont été réalisés au laboratoire de Chimie Organométallique et de Catalyse Homogène de l’Université de Neuchâtel sous la direction du Professeur Georg Süss-Fink. Je tiens à le remercier sincèrement de m’avoir accueilli dans son groupe et de m’avoir fait partager son enthousiasme pour la recherche. J’aimerais également lui exprimer ma profonde gratitude pour le soutien qu’il m’a apporté, tant par ses qualités humaines que scientifiques. J’aimerais également remercier les Professeurs Thomas Ward et Lutz Gade d’avoir accepté de juger ce manuscrit et de m’avoir fait part de leurs remarques éclairées et pertinentes. -
The Cativa'"' Process for the Manufacture of Acetic Acid IRIDIUM CATALYST IMPROVES PRODUCTIVITY in an ESTABLISHED INDUSTRIAL PROCESS
The Cativa'"' Process for the Manufacture of Acetic Acid IRIDIUM CATALYST IMPROVES PRODUCTIVITY IN AN ESTABLISHED INDUSTRIAL PROCESS By Jane H. Jones BP Chemicals Ltd., Hull Research &Technology Centre, Salt End, Hull HU12 8DS, U.K Acetic acid is an important industrial commodi6 chemical. with (I world demund of about 6 million tonnes per year and many industrial rises. The preferred industrial method for it.5 manufacture is by the carbonylation of methanol and this accounts for upproximutely 60 per cent of the total world acetic acid manufacturing capacity. The carbonylation of methanol, catalysed by rhodium, was invented by Monsanto in the 1960s andfor 25 years was the leading technology. In I996 a new, more efficient, process for the curbonvlation of methanol was announced by BP Chemicals, this time using an iridium ciitulvst. This article describes the new process and looks at the ways in which it improves upon the prior technolog!. In 1996 a new process for the carbonylation of ability of carbon monoxide, CO, feedstock rather methanol to acetic acid was announced by BP than any limitation imposed by the Cativam sys- Chemicals, based on a promoted iridium catalyst tem. In 2000 the first plant to use this new package, named CativaTM.The new process offers technology will be brought on-stream in Malaysia. both significant improvements over the conven- The rapid deployment of this new iridim-based tional rhodium-based Monsanto technology and technology is due to these successes and its many significant savings on the capital required to build advantages over rhodium-based technology. The new plants or to expand existing methanol cai- background to this industrial method of producing bonylation units. -

Unit-V: Reactions and Catalysis by Organometallics
Unit-V: Reactions and Catalysis by Organometallics Organic compounds incorporating carbon-metal bonds are called organometallic compounds. Unique properties have been widely used to effect synthetic transformations. Depending on the reduction potential of the metal, the reactivity of organometallic compounds varies markedly, the most reactive requiring low to moderate temperatures and inert conditions (atmosphere and solvents) for preparation and use. In general, the reactivity parallels the ionic character of the carbon-metal bond. % Ionic Character of H3C – Metal., (CH3)2Hg < (CH3)2Cd < (CH3)2Zn < (CH3)2Mg < CH3Li The first reported organometallic compounds were prepared by the reductive substitution of alkyl halides. Halide reactivity increases in the order: Cl < Br < I. R-X + Zn –––> R-Zn-X An Alkyl Zinc Reagent R-X + Mg –––> R-Mg-X A Grignard Reagent R-X + 2Li –––> R-Li + LiX An Alkyl Lithium Reagent Pure dialkylmagnesium reagents may be prepared by alternative routes or by removing the magnesium halide by precipitation. Metal Exchange Reactions Alternative methods of preparing a wide variety of organometallic compounds generally involve an exchange reaction in which a given metal is either moved to a new location or replaced by a new metal, which may include B, Al, Ti, V, Fe, Ni, Cu, Mo, Ru, Pd, Sn, Pt, Hg & Pb. Five such exchange methods are outlined in the following table. [email protected] General Reaction & Comments Examples R_M + R'_H R_H + R'_M This equilibrium favors the weaker C-H acid. Equation 1 illustrates the most common method of converting terminal alkynes to Grignard reagents. The corresponding alkynylsodium reagents are similarly prepared by reaction with NaNH2.