The Cativa'"' Process for the Manufacture of Acetic Acid IRIDIUM CATALYST IMPROVES PRODUCTIVITY in an ESTABLISHED INDUSTRIAL PROCESS
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-

4 Experimental
Chapter 1 Introduction Introduction Chapter 1 1.1 Transition Metal Complexes as Homogeneous Catalysts A variety of transition metals and metal complexes act as catalysts for organic reactions. The use of transition metal complexes to catalyse organic reactions is one of the most important applications of organometallic chemistry and has been the driving force in the rapid development of this field since catalysts are crucial to the turnover and selectivity in many chemical syntheses.1* Organometallic complexes catalyse a wide range of reactions, both in nature and in industry. For example, the naturally occurring metalloenzymes are vital catalysts in many metabolic processes such as respiration and are crucial in the photosynthetic cycle. Transition metal catalysts are used industrially in the production of bulk materials, pharmaceuticals, agrochemicals, flavours and fragrances2 by technological application such as; the hydroformylation of alkenes, the oxidation of alkenes, hydrocyanation of butadiene, and hydrogenation (Scheme 1.1).3 Hydroformylation of Alkenes (Oxo Process) O O H C Co(I) or Rh(I) C R + H2 +CO R H + R * Oxidation of alkenes (Wacker Process) O Pd(II) + Cu(II) + 1 O H 2 2 Hydrocyanation of Butadiene Ni(0) CN + 2HCN NC Hydrogenation (Wilkinson’s Catalyst) [RhCl(PPh3)3] R + H2 R Scheme 0.1 * References begin on page 16. 1 Introduction Chapter 1 One of the most important examples of homogeneous catalysis is the carbonylation of methanol to produce acetic acid, in what is known as the Monsanto Process (Scheme 1.2). Acetic acid is used for different purposes in the industry such as producing vinegar, food preservatives, solvents and plastics. -

Bimetallic Catalyst Catalyzed Carbonylation of Methanol to Acetic Acid
materials Article Study on Rh(I)/Ru(III) Bimetallic Catalyst Catalyzed Carbonylation of Methanol to Acetic Acid Shasha Zhang 1, Wenxin Ji 1,2,*, Ning Feng 2, Liping Lan 1, Yuanyuan Li 1,2 and Yulong Ma 1,2 1 College of Chemistry and Chemical Engineering, Ningxia University, Yinchuan 750021, China; [email protected] (S.Z.); [email protected] (L.L.); [email protected] (Y.L.); [email protected] (Y.M.) 2 State Key Laboratory of High-efficiency Utilization of Coal and Green Chemical Engineering, Ningxia University, Yinchuan 750021, China; [email protected] * Correspondence: [email protected]; Tel.: +86-135-1957-9989; Fax: +86-951-206-2323 Received: 13 July 2020; Accepted: 3 September 2020; Published: 11 September 2020 Abstract: In this study, a Rh(I)/Ru(III) catalyst with a bimetallic space structure was designed and synthesized. The interaction between the metals of the bimetallic catalyst and the structure of the bridged dimer can effectively reduce the steric hindrance effect and help speed up the reaction rate while ensuring the stability of the catalyst. X-ray photoelectron spectroscopy (XPS) results show that rhodium accepts electrons from chlorine, thereby increasing the electron-rich nature of rhodium and improving the catalytic activity. This promotes the nucleophilic reaction of the catalyst with methyl iodide and reduces the reaction energy barrier. The methanol carbonylation performance of the Rh/Ru catalyst was evaluated, and the results show that the conversion rate of methyl acetate and the yield of acetic acid are 96.0% under certain conditions. Furthermore, during the catalysis, no precipitate is formed and the amount of water is greatly reduced. -

Development and Application of New Solid-Supported Bis (Oxazolines) In
Development and Application of New Solid-Supported Bis(oxazolines) in the Area of Asymmetric Catalysis INAUGURALDISSERTATION zur Erlangung des Doktorgrades der Fakultät für Chemie, Pharmazie und Geowissenschaften der Albert-Ludwigs-Universität Freiburg im Breisgau vorgelegt von Claudia Stork aus Freiburg April 2009 Die vorliegende Arbeit wurde am Institut für Organische Chemie und Biochemie der Albert- Ludwigs-Universität Freiburg in der Zeit von Mai 2006 bis April 2009 im Arbeitskreis von Herrn Prof. Dr. W. Bannwarth angefertigt. Vorsitzender des Promotionsausschusses: Prof. Dr. R. Schubert Referent: Prof. Dr. W. Bannwarth Koreferent: Prof. Dr. Ch. Janiak Datum der Promotion: 05.11.2009 Danksagung Herrn Prof. Dr. Bannwarth danke ich für die interessante Aufgabenstellung, die gewährten Freiheiten bei der Ausgestaltung des Themas sowie die großzügige Unterstützung. DSM danke ich für die finanzielle Unterstützung der vorliegenden Arbeit. Herrn Prof. Dr. Bonrath (DSM) möchte ich für die wertvollen Diskussionen und die gute Zusammenarbeit danken. Für die freundliche Übernahme des Koreferats danke ich Herrn Prof. Dr. Janiak. Allen ehemaligen und gegenwärtigen Mitarbeitern unserer Arbeitsgruppe danke ich für die ständige Diskussionsbereitschaft, die angenehme Arbeitsatmosphäre und die Hilfsbereitschaft. Namentlich genannt seinen dabei vor allem: Dominik Altevogt, Luigi Rumi, Rolf Kramer und Hartmut Rapp. Für das sorgfältige Korrekturlesen dieser Arbeit danke ich Jan-Frederik Blank, Luigi Rumi und Dominik Altevogt. Bei Fr. Hirth-Walter bedanke ich mich für die Durchführung der AAS-Messungen. Herrn Dr. Harald Scherer danke ich für die Aufnahme der HR-MAS-NMR Spektren. Selbstverständlich sei auch allen Mitgliedern der Service-Abteilungen gedankt. Besonders hervorheben möchte ich Herrn Fehrenbach für die zahlreichen HPLC-Messungen. Mein größter Dank geht jedoch an meine Familie und Jan-Frederik für ihre Geduld und ihre moralische Unterstützung. -

Organometallic and Catalysis
ORGANOMETALLIC AND CATALYSIS Dr. Malay Dolai, Assistant Professor, Department of Chemistry, Prabhat Kumar College, Contai, Purba Medinipur-721404, WB, India. 1.Introduction Organometallic chemistry is the study of organometallic compounds, chemical compounds containing at least one chemical bond between a carbon atom of an organic molecule and a metal, including alkaline, alkaline earth, and transition metals, and sometimes broadened to include metalloids like boron, silicon, and tin, as well. Aside from bonds to organyl fragments or molecules, bonds to 'inorganic' carbon, like carbon monoxide (metal carbonyls), cyanide, or carbide, are generally considered to be organometallic as well. Some related compounds such as transition metal hydrides and metal phosphine complexes are often included in discussions of organometallic compounds, though strictly speaking, they are not necessarily organometallic. The related but distinct term "metalorganic compound" refers to metal-containing compounds lacking direct metal-carbon bonds but which contain organic ligands. In 1827, Zeise's salt is the first platinum- olefin complex: K[PtCl3(C2H4)].H2O, the first invented organometallic compound. Organometallic compounds find wide use in commercial reactions, both as homogeneous catalysis and as stoichiometric reagents For instance, organolithium, organomagnesium, and organoaluminium compounds, examples of which are highly basic and highly reducing, are useful stoichiometrically, but also catalyze many polymerization reactions. Almost all processes involving carbon monoxide rely on catalysts, notable examples being described as carbonylations. The production of acetic acid from methanol and carbon monoxide is catalyzed via metal carbonyl complexes in the Monsanto process and Cativa process. Most synthetic aldehydes are produced via hydroformylation. The bulk of the synthetic alcohols, at least those larger than ethanol, are produced by hydrogenation of hydroformylation- derived aldehydes. -

Metal Carbonyls
MODULE 1: METAL CARBONYLS Key words: Carbon monoxide; transition metal complexes; ligand substitution reactions; mononuclear carbonyls; dinuclear carbonyls; polynuclear carbonyls; catalytic activity; Monsanto process; Collman’s reagent; effective atomic number; 18-electron rule V. D. Bhatt / Selected topics in coordination chemistry / 2 MODULE 1: METAL CARBONYLS LECTURE #1 1. INTRODUCTION: Justus von Liebig attempted initial experiments on reaction of carbon monoxide with metals in 1834. However, it was demonstrated later that the compound he claimed to be potassium carbonyl was not a metal carbonyl at all. After the synthesis of [PtCl2(CO)2] and [PtCl2(CO)]2 reported by Schutzenberger (1868) followed by [Ni(CO)4] reported by Mond et al (1890), Hieber prepared numerous compounds containing metal and carbon monoxide. Compounds having at least one bond between carbon and metal are known as organometallic compounds. Metal carbonyls are the transition metal complexes of carbon monoxide containing metal-carbon bond. Lone pair of electrons are available on both carbon and oxygen atoms of carbon monoxide ligand. However, as the carbon atoms donate electrons to the metal, these complexes are named as carbonyls. A variety of such complexes such as mono nuclear, poly nuclear, homoleptic and mixed ligand are known. These compounds are widely studied due to industrial importance, catalytic properties and structural interest. V. D. Bhatt / Selected topics in coordination chemistry / 3 Carbon monoxide is one of the most important π- acceptor ligand. Because of its π- acidity, carbon monoxide can stabilize zero formal oxidation state of metals in carbonyl complexes. 2. SYNTHESIS OF METAL CARBONYLS Following are some of the general methods of preparation of metal carbonyls. -

An Investigation on the Effects of Iodide Salts in Iridium Catalyst in Methanol Carbonylation Process
Archive of SID An investigation on the effects of iodide salts in iridium catalyst in methanol carbonylation process M.T. Ashtiany, A.M. Rezaee and M.R. Jafari Nasr* Petrochemical Research & Technology Company (NPC-RT), Tehran, Iran Recieved: May 2010; Revised: July 2010; Accepted: August 2010 Abstract: In this study, iodide salts and carbonyl complexes of specific metals used as promoters in carbonylation of methanol in iridium/iodide based catalyst. The iridium catalyzed carbonylation of methanol to acetic acid is promoted by two distinct classes of promoters; simple iodide salts of zinc, cadmium, mercury, indium and gallium and carbonyl or halocarbonyl complexes of tungsten, rhenium, osmium and ruthenium. All of these promoters are led to increase the rate of methanol carbonylation. In this experimental research, it has been observed that the effect of ruthenium promoter in rate of methanol carbonylation and high reaction rate is achieved by increasing the ruthenium concentration. The experimental tests are carried out to identify the effect of different promoters. In the presence of ruthenium and iridium, it has been observed that the maximum activity is achieved between 5 to 6 weight percent of water concentration. Keywords: Methanol carbonylation, Iridium, Promoter, Iodide salt. Introduction at 250°C and 680 bar pressure [2-3]. Monsanto dis- The global annual production capacity of acetic acid covered rhodium based catalyst for carbonylation in 2004 was about 9.3 million tones. The main uses for of methanol under relatively mild conditions rather acetic acid are in production of vinyl acetate (VAM), than previous method, 250°C operating temperature solvents in the manufacturing of the terephthalic and 680 bar pressure, and commercialized its process anhydride, acetic anhydride which mainly used to at Texas City in 1970 [4-5]. -
We Can Now Define a Ligand As Any Molecule Or Ion That Has at Least
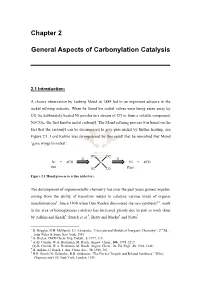
Chapter 2 General Aspects of Carbonylation Catalysis 2.1 Introduction: A chance observation by Ludwig Mond in 1884 led to an important advance in the nickel refining industry. When he found his nickel valves were being eaten away by CO, he deliberately heated Ni powder in a stream of CO to form a volatile compound, Ni(CO)4, the first known metal carbonyl. The Mond refining process was based on the fact that the carbonyl can be decomposed to give pure nickel by further heating, see Figure 2.1. Lord Kelvin was so impressed by this result that he remarked that Mond ‘gave wings to nickel’. OC CO ∆ ∆ Ni + 4CO Ni Ni + 4CO Ore OC CO Pure Figure 2.1 Mond process to refine nickel ore. The development of organometallic chemistry has over the past years gained impetus, arising from the ability of transition metals to catalyse various kinds of organic transformations1. Since 1938 when Otto Roelen discovered the oxo synthesis2,3, work in the area of homogeneous catalysis has increased greatly due in part to work done by Adkins and Krsek4, Storch et al.5, Berty and Marko6 and Natta7. 1 B. Douglas, D.H. McDaniel, J.J. Alexander, “Concepts and Models of Inorganic Chemistry”, 2nd Ed., John Wiley & Sons, New York, 1983. 2 O. Roelen, ChED Chem. Exp. Didakt., 3, 1977, 119. 3 (a) B. Cornils, W.A. Herrmann, M. Rasch, Angew. Chem., 106, 1994, 2219. (b) B. Cornils, W.A. Herrmann, M. Rasch, Angew. Chem., Int. Ed. Engl., 33, 1994, 2144. 4 H. Adkins, G. Krsek, J. -

Rh(I) Complexes in Catalysis: a Five-Year Trend
molecules Review Rh(I) Complexes in Catalysis: A Five-Year Trend Serenella Medici * , Massimiliano Peana * , Alessio Pelucelli and Maria Antonietta Zoroddu Department of Chemistry and Pharmacy, University of Sassari, Vienna 2, 07100 Sassari, Italy; [email protected] (A.P.); [email protected] (M.A.Z.) * Correspondence: [email protected] (S.M.); [email protected] (M.P.) Abstract: Rhodium is one of the most used metals in catalysis both in laboratory reactions and industrial processes. Despite the extensive exploration on “classical” ligands carried out during the past decades in the field of rhodium-catalyzed reactions, such as phosphines, and other com- mon types of ligands including N-heterocyclic carbenes, ferrocenes, cyclopentadienyl anion and pentamethylcyclopentadienyl derivatives, etc., there is still lively research activity on this topic, with considerable efforts being made toward the synthesis of new preformed rhodium catalysts that can be both efficient and selective. Although the “golden age” of homogeneous catalysis might seem over, there is still plenty of room for improvement, especially from the point of view of a more sustainable chemistry. In this review, temporally restricted to the analysis of literature during the past five years (2015–2020), the latest findings and trends in the synthesis and applications of Rh(I) complexes to catalysis will be presented. From the analysis of the most recent literature, it seems clear that rhodium-catalyzed processes still represent a stimulating challenge for the metalloorganic chemist that is far from being over. Keywords: rhodium; catalysis; Rh(I) complexes Citation: Medici, S.; Peana, M.; Pelucelli, A.; Zoroddu, M.A. Rh(I) Complexes in Catalysis: A Five-Year 1. -

The Photochemical Properties of Arene Metal Carbonyl Complexes of Group 6 and 7 Elements
THE PHOTOCHEMICAL PROPERTIES OF ARENE METAL CARBONYL COMPLEXES OF GROUP 6 AND 7 ELEMENTS DCU THIS THESIS IS PRESENTED FOR THE DEGREE OF DOCTOR OF PHILOSOPHY AT DUBLIN CITY UNIVERSITY BY Peter Brennan B.Sc. UNDER THE SUPERVISION OF DR. MARY PRYCE AND PROF. CONOR LONG SCHOOL OF CHEMICAL SCIENCES FEBRUARY-2003 DECLARATION I hereby certify that this thesis, which I now submit for assessment on the programme of study leading to the award of Doctor of Philosophy is entirely my own work and has not been taken from the work of others save and to the extent that such work has been cited and acknowledged within the text of my work Signed :________________________ Date :_________________________ Peter Brennan Student ID No. 97970646 Table of contents Page Title i Declaration ii Table of contents iii Acknowledgements ix Abstract x Chapter 1 Literature survey 1.1 Introduction to the chemistry of organometallic complexes 2 1.2 UV/vis monitored flash photolysis 8 1.3 Time Resolved InfraRed (TRIR) Spectroscopy 10 1.3.1 Step scan TRIR spectroscopy 10 1.3.2 Point by point TRIR 12 1.4 Matrix isolation 14 1.5 Bonding in M-CO complexes 19 1.6 Metal - Arene bonding 24 1.7 The electronic absorption spectra of (fi6-arene)Cr(CO)3 complexes 26 1.8 Photochemistry of (ri6-arene)M(CO)3 complexes 27 1.9 Photochemistry of (r|S-CsHs)Mn(CO)3 complexes 32 1.10 Arene exchange reactions 35 1.11 Ring slippage reactions 41 1.12 The Indenyl ligand effect 43 1.13 References 46 Chapter 2 The photochemistry of substituted arene metal carbonyls 2.1 Introduction to the photochemistry -

Mechanistic Understanding of Methanol Carbonylation: Interfacing Homogeneous and Heterogeneous Catalysis Via Carbon Supported Irala
Journal of Catalysis 361 (2018) 414–422 Contents lists available at ScienceDirect Journal of Catalysis journal homepage: www.elsevier.com/locate/jcat Mechanistic understanding of methanol carbonylation: Interfacing homogeneous and heterogeneous catalysis via carbon supported IrALa Alyssa J.R. Hensley a, Jianghao Zhang a, Ilka Vinçon b, Xavier Pereira Hernandez a, Diana Tranca b, ⇑ ⇑ ⇑ Gotthard Seifert b, , Jean-Sabin McEwen a,c,d,e, , Yong Wang a,e, a The Gene and Linda Voiland School of Chemical Engineering and Bioengineering, Washington State University, Pullman, WA 99164, United States b Theoretical Chemistry, Technische Universität Dresden, Dresden 01062, Germany c Department of Physics and Astronomy, Washington State University, Pullman, WA 99164, United States d Department of Chemistry, Washington State University, Pullman, WA 99164, United States e Institute for Integrated Catalysis, Pacific Northwest National Laboratory, Richland, WA 99352, United States article info abstract Article history: The creation of heterogeneous analogs to homogeneous catalysts is of great importance to many indus- Received 17 July 2017 trial processes. Acetic acid synthesis via the carbonylation of methanol is one such process and it relies on Revised 21 February 2018 a difficult-to-separate homogeneous Ir-based catalyst. Using a combination of density functional theory Accepted 22 February 2018 (DFT) and attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectroscopy, we determine Available online 5 April 2018 the structure and mechanism for methanol carbonylation over a promising single-site IrALa/C heteroge- neous catalyst replacement. Here, the Ir center is the active site with the acetyl-Ir complex being a rate Keywords: controlling intermediate. Furthermore, the La both atomically disperses the Ir and acts as a Lewis acid Single-site heterogeneous catalyst site. -

Development and Integration of New Processes Consuming Carbon Dioxide in Multi-Plant Chemical Production Complexes
DEVELOPMENT AND INTEGRATION OF NEW PROCESSES CONSUMING CARBON DIOXIDE IN MULTI-PLANT CHEMICAL PRODUCTION COMPLEXES A Thesis Submitted to the Graduate Faculty of the Louisiana State University and Agricultural and Mechanical College in partial fulfillment of the requirements for the degree of Master of Science in Chemical Engineering in The Department of Chemical Engineering by Sudheer Indala B.Tech., Andhra University, India, 2001 May, 2004 ACKNOWLEDGEMENTS I would like, first, to express my deepest appreciation for the technical guidance and support given by my research advisor, Professor Ralph W. Pike. His continuous suggestions and feedback will always be remembered. Needless to say, his belief in me made this work possible. I would like to thank Dr. Armando B. Corripio and Dr. F. Carl Knopf for being a part of my examination committee. I would like to specially thank Dr. Armando B. Corripio without whose valuable suggestions I would still be toiling trying to solve some complex simulations. I would like to dedicate this work to my parents for their continuous guidance, encouragement, prayers, love and support throughout my life. I would like to thank Dr. Ralph W. Pike, and The Department of Chemical Engineering for providing financial support to me throughout my stay at LSU. I would like to thank Aimin Xu, my colleague and a Ph.D. student, for all the helpful discussions and suggestions. There are countless other people whose names and faces pass through my mind as I ruminate about this period at LSU. So, I would have to include all of them saying that it was really a pleasure knowing them and that aspect, as much as anything else, made this whole journey worthwhile. -
Ligand-Field Theory
Coordination and Special Materials Chemistry Elective I or II or IV: WS 2007/8 (Lecture) H.J. Deiseroth Coordination and special materials Chemistry Recommended Textbooks How did the study of coordination compounds start? The coordination chemistry was pioneered by Nobel Prize winner Alfred Werner (1866-1919). He received the Nobel Prize in 1913 for his coordination theory of transition metal-amine complexes. Werner studied the metal-ammine complexes such as [Co(NH3)6Cl3] and recognized the existence of several forms of „cobalt-ammonia chloride“. These compounds have different colour and other characteristics. The chemical formula has three chloride ions per mole, but the number of chloride ions that precipitate with Ag+ ions per formula is not always three. He thought only ionised chloride ions will form a precipitate with silver ions. In the following table, the number below the ionised Cl- is the number of ionised chloride ions per formula. To distinguish ionised chloride from the coordinated chloride, Werner formulated the Complex formula and explained the structure of the cobalt complexes. How did the study of coordination compounds start? Proposed Structures of Cobalt Ammine Complexes from the Number of Ionized Chloride ions CoCl3 6NH3:Yellow [Co(NH3)6]Cl3 CoCl3 5NH3 Purple[Co(NH3)5Cl]Cl2 CoCl3 4NH3 Green trans-[Co(NH3)4Cl2]Cl CoCl3 4NH3 Violet cis-[Co(NH3)4Cl2]Cl The structures of the complexes were proposed based on a coordination sphere of 6. The 6 ligands can be ammonia molecules or chloride ions. Two different structures were proposed for the last two compounds, the trans compound has two chloride ions on opposite vertices of an octahedron, whereas the two chloride ions are adjacent to each other in the cis compound.