(19) 11 Patent Number: 6008416
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Novel Aspects in the Preparation of Phorone 2
Novel Aspects in the Preparation of Phorone Maria Konieczny* and George Sosnovsky Department of Chemistry, University of Wisconsin-Milwaukee, Milwaukee, Wisconsin 53201, USA Z. Naturforsch. 33b, 454-460 (1978); received Januaiy 4, 1978 Phorone, Mesityl Oxide, Triacetoneamine, Nitroxyls The condensation of acetone using anhydrous hydrogen chloride results after three weeks at room temperature, in a 15% yield of phorone (4) and a 75% yield of mesityl oxide (5). In the presence of one weight percent of the Lewis acid, aluminium chloride, the yield of 4 is increased to 39%. An increase in the amount of the Lewis acid, aluminium chloride, to ten weight percent results in a 22% yield of phorone (4) and a 68% yield of mesityl oxide (5). In the presence of one hundred weight percent of aluminium chloride, ( CH3)2C = CHC CHr C(CH3)2 (CH3)2 C=CHCCH3 in the absence of hydrogen chloride, the condensation produces a 62% yield of mesityl oxide (5) and no phorone (4). In the course of this investigation, two intermediates, 6 and 7 o u (CH5)2C CH2CCH5 (CHJ)2CCH2CCH2C(CH3)2 CI 6 7 were isolated and characterized for the first time. These intermediates are the actual products formed in the condensation of acetone with hydrogen chloride, and not the "free" phorone (4) and mesityl oxide (5). The conversion of 6 and 7 to 5 and 4, respectively, occurs during the isolation stage using a saturated solution of ethanolic potassium hydroxide. Since the discovery of the long-lived nitroxyl science. The most commonly used nitroxyls are radical [1], 2,2,6,6-tetramethyl-4-oxopiperidine-l- prepared by the catalytic oxidation of triacetone- oxyl, and its derivatives, considerably interest has amine (1) or its derivatives with 30% aqueous been shown in the application of these nitroxyls in hydrogen peroxide in the presence of sodium various areas of biological [2, 3] and polymer [3] tungstate [3, 4]. -
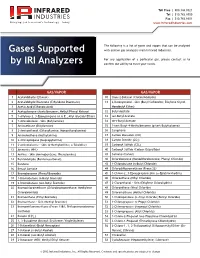
Gases Supported by IRI Analyzers
Toll Free | 800.344.0321 Tel | 510.782.8100 Fax | 510.782.8101 www.InfraredIndustries.com The following is a list of gases and vapors that can be analyzed Gases Supported with certain gas analyzers from Infrared Industries. For any application of a particular gas, please contact us to by IRI Analyzers confi rm our ability to meet your needs. GAS/VAPOR GAS/VAPOR 1 Acetaldehyde (Ethanal) 30 trans2Butenal (Crotonaldehyde) 2 Acetaldehyde Diacetate (Ethylidene Diacetate) 31 2Butoxyetanol Skin (Butyl Cellosolve; Ethylene Glycol 3 Acetic Acid (Ethanoic Acid) Monobutyl Ether) 4 Acetophenone (Acetylbenzene; Methyl Phenyl Ketone) 32 Butyl Acetate 5 1Allyloxy2, 3Epoxypropane (A.G.E., Allyl Glycidyl Ether) 33 secButyl Acetate 6 1Aminobutane Skin (Butylamine) 34 tertButyl Acetate 7 Aminoethane (Ethylamine) 35 1tertButyl4Methylbenzene (ptertButyltoluene) 8 2Aminoethanol (Ethanolamine; Monoethanolamine) 36 Camphene 9 Aminomethane (Methylamine) 37 Carbon Monoxide (CO) 10 2Aminopropane (Isopropylamine) 38 Carbon Dioxide (CO2) 11 2Aminotoluene Skin (oMethylaniline; oToluidine) 39 Carbonyl Sulfi de (CO 5) 40 Carbonyl Sulfi de (Carbon Oxysulfi de) 12 Ammonia (NH3) 13 Aniline Skin (Aminobenzene; Phenylamine) 41 Carvone (Carvol) 14 Benzaldehyde (Benzenecarbonal) 42 Chlorobenzene (Monochlorobenzene; Phenyl Chloride) 15 Benzene 43 1Chlorobutane (nButyl Chloride) 16 Benzyl Acetate 44 Chlorodifl uoromethane (Freon 22) 17 Bromobenzene (Phenyl Bromide) 45 1Chloro2, 3EpoxypropaneSkin (αEpichlorohydrin) 18 1Bromobutane (nButyl Bromide) 46 Chloroethane (Ethyl Chloride) -

Ketones and Quinones, Whether Or Not with Other Oxygen Function, and Their Halogenated, Sulphonated, Nitrated Or Nitrosated Derivatives
29-VI Sub-Chapter VI KETONE-FUNCTION COMPOUNDS AND QUINONE-FUNCTION COMPOUNDS 29.14 - Ketones and quinones, whether or not with other oxygen function, and their halogenated, sulphonated, nitrated or nitrosated derivatives. - Acyclic ketones without other oxygen function : 2914.11 - - Acetone 2914.12 - - Butanone (methyl ethyl ketone) 2914.13 - - 4-Methylpentan-2-one (methyl isobutyl ketone) 2914.19 - - Other - Cyclanic, cyclenic or cycloterpenic ketones without other oxygen function : 2914.22 - - Cyclohexanone and methylcyclohexanones 2914.23 - - Ionones and methylionones 2914.29 - - Other - Aromatic ketones without other oxygen function : 2914.31 - - Phenylacetone (phenylpropan-2-one) 2914.39 - - Other 2914.40 - Ketone-alcohols and ketone-aldehydes 2914.50 - Ketone-phenols and ketones with other oxygen function - Quinones : 2914.61 - - Anthraquinone 2914.69 - - Other 2914.70 - Halogenated, sulphonated, nitrated or nitrosated derivatives The term “ ketones and quinones with other oxygen function ” means ketones and quinones which contain also one or more of the oxygen functions referred to in previous sub-Chapters (alcohol, ether, phenol, aldehyde, etc., functions). VI-2914-1 29.14 (A) KETONES These are compounds containing the group (>C=O), so-called “ carbonyl ” group, and can be represented by the general formula (R-CO-R1), in which R and R1 stand for alkyl or aryl radicals (methyl, ethyl, propyl, phenyl, etc.). Ketones may have two tautomeric forms, the true ketonic form (-CO-) and the enolic form (=C(OH)-), both of which fall in this heading. (I) Acyclic ketones. (1) Acetone (propanone) (CH3COCH3). Found in the products of the dry distillation of wood (methyl alcohol and crude pyroligneous acid), but is mainly obtained by synthesis. -
Ep 0095783 A2
Europaisch.es Patentamt European Patent Office ® Publication number: 0 095 783 A2 Office europeen des brevets ® EUROPEAN PATENT APPLICATION © Application number: 83105450.7 ® Int. CI.3: C 07 C 45/74, C 07 C 49/203, C 07 C B 01 J ^ 49/603, 29/04, @ Dateof filing: 01.06.83 B 01 J 21/16 (§) Priority: 02.06.82 US 384212 @ Applicant: UNION CARBIDE CORPORATION, Old Ridgebury Road, Danbury Connecticut 06817 (US) @@on ~ ... ,.... ,... nun on ^(7?) Inventor: Reichle, Walter Thomas, 158 Mountain Avenue, j^J/^ Warren New Jersey 07060 (US) @ Representative : Wuesthoff , Franz, Dr.-lng. et al, Patentanwalte Wuesthoff -v. Pechmann-Behrens-Goetz @ Designated Contracting States : DE FR GB Schweigerstrasse 2, D-8000 Miinchen 90 (DE) @ Catalyzed aldol condensations. Heat treated anionic clay mineral is an improved catalyst for the conversion of acetone to mesityl oxide and isophorone as well as for the aldol condensation of other carbonyl-contain- ing compounds. BACKGROUND OF THE INVENTION This invention pertains to aldol condensations catalyzed by heat-treated synthetic anionic clay minerals ana more particularly to the use of these catalysts ror the conversion of acetone to mesityl oxide and isophorone. The alaol condensation of active hydrogen-containing organic carbonyl compounds has found wide use in the chemical industry for the synthesis of a myriad of organic compounds. The earliest catalysts used for this conaensation reaction were bases, such as, alkali metal hydroxides which have been used for the production of 2-ethylhexanediol-l, 3, 2-ethylhexanol-l, diacetone alcohol, isopnorone, mesityl oxide, methylisoamyl ketone, and methylisobutyl ketone. A variety of methods has been disclosed in the literature for converting, for example, acetone by aldol condensation into a wide spectrum of products particularly isophorone and mesityl oxide which are used in industrial solvents and as chemical intermediates for resins, dyes, intersecticiaes. -
2011Al-Ghamdiphd.Pdf
Al-Ghamdi, Khalaf (2011) An investigation of heterogeneous base catalysed acetone conversion. PhD thesis. http://theses.gla.ac.uk/2878/ Copyright and moral rights for this thesis are retained by the author A copy can be downloaded for personal non-commercial research or study, without prior permission or charge This thesis cannot be reproduced or quoted extensively from without first obtaining permission in writing from the Author The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the Author When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given Glasgow Theses Service http://theses.gla.ac.uk/ [email protected] 1 An investigation of heterogeneous base catalysed acetone conversion Khalaf Al-Ghamdi Submitted in fulfilment of the requirements for the Degree of Doctor of Philosophy School of Chemistry College of Science and Engineering 2011 2 Abstract A series of materials have been compared for their activity in the base catalysed condensation of acetone. Activities have been compared after extended times on stream (18 h) and under a H2 containing atmosphere at elevated pressure which is designed to mimic conditions applicable for the single stage transformation of acetone to MIBK. In general, catalysts without a strong hydrogenation function have been screened and so mesityl oxide is the dominant reaction product. However, 1%Pd5%MgO/SiO2 does exhibit high selectivity towards MIBK, demonstrating that single-stage conversion is possible under the conditions investigated. Catalytic activity is found to be a strong function of the material tested. -

Prefeasibility Report Prasol Chemicals Private Limited, Village Honad, Dist Raigad, Maharashtra
Prefeasibility Report Prasol Chemicals Private limited, Village Honad, Dist Raigad, Maharashtra Pre-Feasibility Report For Proposed Expansion of Synthetic Organic Chemicals Manufacturing unit By PRASOL CHEMICALS PRIVATE LIMITED Project under – Activity 5(f) Category - A Prepared By M/s Prasol Chemicals Private Limited Survey No. 8,13,15,16,25,75, Tal : Khalapur, Dist: Raigad Maharashtra, India Web: prasolchem.com 1 Prefeasibility Report Prasol Chemicals Private limited, Village Honad, Dist Raigad, Maharashtra Table of Contents 1 EXECUTIVE SUMMARY ............................................................................................................................. 4 2 INTRODUCTION OF THE PROJECT ............................................................................................................. 7 IDENTIFICATION OF THE PROJECT AND PROJECT PROPONENT ........................................................................ 7 BRIEF DESCRIPTION OF NATURE OF THE PROJECT ......................................................................................... 7 NEED OF THE PROJECT AND ITS IMPORTANCE TO THE COUNTRY AND/OR REGION ............................................ 9 DEMAND – SUPPLY GAP ................................................................................................................................ 9 IMPORTS VS INDIGENOUS PRODUCTION ............................................................................................................ 9 EXPORT POSSIBILITY .................................................................................................................................... -

ACETONE Method No.: 69 Matrix: Air Target Concentration
ACETONE Method no.: 69 Matrix: Air Target concentration: 1000 ppm (2375 mg/m3) (OSHA PEL) Procedure: Air samples are collected by drawing known volumes of air through standard size sampling tubes containing 130 mg of Carbosieve S-III (carbon based molecular sieve) adsorbent in the front section and 65 mg in the back section. The samples are desorbed with 1% dimethylformamide in carbon disulfide, in the presence of magnesium sulfate, and analyzed by GC with FID detection. Recommended air volume and sampling rate: 3 L and 0.05 L/min Reliable quantitation limit: 2.0 ppm (4.7 mg/m3) Standard error of estimate at the target concentration: 8.16% (Section 4.7) Status of method: Evaluated method. This method has been subjected to the established evaluation procedures of the Organic Methods Evaluation Branch. Date: March 1988 Chemist: Kevin Cummins Organic Methods Evaluation Branch OSHA Analytical Laboratory Salt Lake City, Utah 1 of 17 T-69-FV-01-8803-M 1. General Discussion 1.1 Background 1.1.1 History The previous OSHA method for sampling acetone is essentially the NIOSH method for sampling organic vapors (Ref. 5.1). In that method air samples are collected on coconut shell charcoal and analyzed by GC/FID following desorption with carbon disulfide. One of the major limitations of the NIOSH method is the poor stability of acetone and other ketones on charcoal (Refs. 5.2 - 5.6). Catalytic oxidation and irreversible adsorption (chemisorption) of ketones on the surface of charcoal is thought to account for the low recovery (Ref. 5.3). This effect is most pronounced for samples collected at high relative humidity (Ref. -
OSHA Hazard Classification Guidance for Manufacturers, Importers, And
HAZARD COMMUNICATION Hazard Classification Guidance for Manufacturers, Importers, and Employers OSHA 3844-02 2016 Occupational Safety and Health Act of 1970 “To assure safe and healthful working conditions for working men and women; by authorizing enforcement of the standards developed under the Act; by assisting and encouraging the States in their efforts to assure safe and healthful working conditions; by providing for research, information, education, and training in the field of occupational safety and health.” Material contained in this publication is in the public domain and may be reproduced, fully or partially, without permission. Source credit is requested but not required. This information will be made available to sensory- impaired individuals upon request. Voice phone: (202) 693-1999; teletypewriter (TTY) number: 1-877-889-5627. This publication provides a general overview of a particular standards-related topic. This publication does not alter or determine compliance responsibilities which are set forth in OSHA standards, and the Occupational Safety and Health Act. Moreover, because interpretations and enforcement policy may change over time, for additional guidance on OSHA compliance requirements, the reader should consult current administrative interpretations and decisions by the Occupational Safety and Health Review Commission and the courts. This guidance document is not a standard or regulation, and it creates no new legal obligations. It contains recommendations as well as descriptions of mandatory safety and health standards. The recommendations are advisory in nature, informational in content, and are intended to assist employers in providing a safe and healthful workplace. The Occupational Safety and Health Act requires employers to comply with safety and health standards and regulations promulgated by OSHA or by a state with an OSHA-approved state plan. -

UH Chemical Hygiene Plan Appendix
APPENDIX I EMERGENCY TELEPHONE NUMBERS and WORK COORDINATION EMERGENCY TELEPHONE NUMBERS CAMPUS EMERGENCY (24 Hours) x 66911 POISON CENTER 941-4411 Environmental Health & Safety Office (EHSO) Resources Laboratory Safety x 65180 Mark Burch, Chemical Hygiene Officer Biological Safety x 63197 Hubert Olipares, Biological Safety Officer Radiation Safety x 66475 Irene Sakimoto, Radiation Safety Officer Industrial Hygiene x 63204 Emma Kennedy, Industrial Hygienist Hazardous Waste Disposal x 63198 Tim O'Callaghan, Hazardous Material Management Officer HMMP Training/Auditing x 63201 Ray Welch, Environmental and Occupational Safety Specialist Diving Safety x 66420 Dave Pence, Diving Safety Officer Fire Safety x 64953 Jerry Egenberger, Fire Safety Officer Environmental Compliance x 69173 Joel Narusawa, Environmental Compliance Officer Facilities Planning and Management Office (FPMO) Work Coordination x 67134 APPENDIX II LABORATORY INSPECTION CHECKLIST LABORATORY CHECK-UP DATE:_______________________________ ___________ BLDG/ROOM: ____________________________________ PI/LAB SUP:______________________________________ I. GENERAL YES NO COMMENTS a. Laboratory work and storage areas are clean and orderly? b. Emergency notification procedures, contacts, and phone numbers are posted? c. First aid kit readily accessible? Adequately stocked? d. Aisles have minimum 28 inches clearance? e. Food is stored properly; i.e., not in refrigerators or cabinets used to store laboratory samples or chemicals? f. Bicycles are not stored in the laboratory? g. Safety guards are in place for equipment with moving parts (belts, fans, sawblades)? h. Multi-outlet connectors (power strips) are secured? i. Equipment cord insulation is intact; i.e., not cracked or frayed? j. Equipment is grounded? k. A trash container is specifically designated for glass? l. No trip hazards (e.g., cords, equipment, etc.)? m. -
CLH Report Template
CLH REPORT FOR 4-METHYLPENTAN-2-ONE CLH report Proposal for Harmonised Classification and Labelling Based on Regulation (EC) No 1272/2008 (CLP Regulation), Annex VI, Part 2 International Chemical Identification: 4-methylpentan-2-one; isobutyl methyl ketone EC Number: 203-550-1 CAS Number: 108-10-1 Index Number: 606-004-00-4 Contact details for dossier submitter: Environment Agency Austria, Spittelauer Lände 5, A-1090 Vienna on behalf of the Austrian Competent Authority (Austrian Federal Ministry of Agriculture, Forestry, Environment and Water Management, Stubenring 1, 1010 Vienna, Austria) Version number: 02 Date: September 2018 CLH REPORT FOR 4-METHYLPENTAN-2-ONE CONTENTS 1 IDENTITY OF THE SUBSTANCE........................................................................................................................1 1.1 NAME AND OTHER IDENTIFIERS OF THE SUBSTANCE...............................................................................................1 1.2 COMPOSITION OF THE SUBSTANCE..........................................................................................................................1 2 PROPOSED HARMONISED CLASSIFICATION AND LABELLING............................................................2 2.1 PROPOSED HARMONISED CLASSIFICATION AND LABELLING ACCORDING TO THE CLP CRITERIA............................2 3 HISTORY OF THE PREVIOUS CLASSIFICATION AND LABELLING ......................................................4 4 JUSTIFICATION THAT ACTION IS NEEDED AT COMMUNITY LEVEL.................................................4 -

Kinetic Study of the Polycondensation of Acetone to Produce Isophorone Adopting Alumina and Magnesia As Catalyst
Kinetic Study of the Polycondensation of Acetone to Produce Isophorone Adopting Alumina and Magnesia as Catalyst Andrea Sliepcevich, Davide Moscatelli and Simone Gelosa Dept. di Chimica, Materiali e Ingegneria Chimica “G. Natta” Politecnico di Milano Via Mancinelli 7 – 20131 Milano, Italy Isophorone (3,5,5-Trimethyl-2-cyclohexene- 1-one) is an α,β-unsaturated ketone of remarkable industrial interest, produced as a consequence of the aldolic condensation of three acetone molecules. Isophorone is used extensively as a solvent in some printing inks, paints, lacquers, adhesives, vinyl resins, copolymers, coatings, finishes, and pesticides, in addition to being used as a chemical intermediate of organic synthesis. This important chemical molecule is produced both by an homogeneous catalytic process as well as an heterogeneous one. In the homogeneous catalysis isophorone is produced in liquid phase with a mixture of acetone, water and KOH (0.1%) at about 200 °C and 35 bar. In the heterogeneous process, acetone reacts over a catalytic bed at temperatures comprised between 200 and 300 °C and pressure of about 5 bar. The main advantages to operate in heterogeneous phase consist in the absence of a corrosive alkaline atmosphere, in the facility of separation of the catalyst from the reaction products and in its recovery. In this work has been adopted a continuous fixed bed reactor to study the heterogeneous production of isophorone using a moderately basic catalyst constituted by a 10% of magnesia (MgO) over alumina. 1. Introduction As a result of the process of polycondensation of acetone, different intermediates of reaction can be identified. Some of these are the mesityl oxide and their isomer (isomesityl oxide), that are products of remarkable industrial interest because of they can be easily converted into methyl isobutyl ketone (MIBK). -

Fourth ITC Report (PDF)
=- ~ Friday June 1, 1979 =..-:;;;.. --- --- - =- E § ~- ------- FE':::::--- - ===- -- -- --- -- - :--- .=...- --- --- =- --- - -- -_.- - ------ .-- ---- .--- -- Part V Environmental Protection Agency Interagency .Testing Committeei Receipt of Fourth Report and Request for Comments - - ----- ---- - -- --.-=== ::=., ~ HeinOnline -- 44 Fed. Req. 31865 1979 _ _u ..-_. 31866 Federal R~gister I Vol. 44, No. 107 I Friday, June 1.,1979 I Notices 'ENVIRONMENTALPROTECTION FR 50134).The lTC's revisions ~othe Room 447, EPA, 401 M Street SW., AGENCY initial list appeared 10the Commlttee's Washington, D.C. 20460. All written Second Report and were pubhshed 10 comments will be available for public [OT5-410001; FRL 1237-1) the Federal Register on Apnl19, 1978 (43 inspecbon in Room 447, East Tower, at FR 16684).Those reViSions were the the same address, between 8:30 n.m. nnd Fourth Report of the Interagency addition of four substaitces and four' 4.30 p.m., weekdays. Testing Committee; Receipt of the categories of ~ubstances to the Pnonty Dated: May 18. 1979. Report and Request for Comments List. EPA's response to the second ITC Report was signed by the Deputy . Steven D. JelUnek, . AGENCY:Environmental Protection . Assistant Administrator for To;'Cic Agency (EPA). Administrator ofEPA on May 8,1979 Substances. (see 44 FR 28095, May 14, 1979). In its ACTlor~:This Notice requests comments Third Report, published irt the Federal Toxic Subslanccs Control Act,lnterogoncy Testing Commitlee. on recent additions to the Interagency Register on October 3D,1978 (43 FR Testing Committee's (1Te) priority list of 50631), the Committee recommended the Honorable Douglas M. Costle. chemical substances recommended for addition of one chemical substance and Administrator, Environmental Protection testing under section 4(a) of the Toxic Agency (A-lOa).