Froth Flotation Froth Flotation Is One of the Most Versatile and Flexible of All Mineral Separation Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Review of Flotation Separation of Mg Carbonates (Dolomite and Magnesite)
minerals Review A Review of Flotation Separation of Mg Carbonates (Dolomite and Magnesite) Darius G. Wonyen 1,†, Varney Kromah 1,†, Borbor Gibson 1,† ID , Solomon Nah 1,† and Saeed Chehreh Chelgani 1,2,* ID 1 Department of Geology and Mining Engineering, Faculty of Engineering, University of Liberia, P.O. Box 9020 Monrovia, Liberia; [email protected] (D.G.W.); [email protected] (Y.K.); [email protected] (B.G.); [email protected] (S.N.) 2 Department of Electrical Engineering and Computer Science, University of Michigan, Ann Arbor, MI 48109, USA * Correspondence: [email protected]; Tel.: +1-41-6830-9356 † These authors contributed equally to the study. Received: 24 July 2018; Accepted: 13 August 2018; Published: 15 August 2018 Abstract: It is well documented that flotation has high economic viability for the beneficiation of valuable minerals when their main ore bodies contain magnesium (Mg) carbonates such as dolomite and magnesite. Flotation separation of Mg carbonates from their associated valuable minerals (AVMs) presents several challenges, and Mg carbonates have high levels of adverse effects on separation efficiency. These complexities can be attributed to various reasons: Mg carbonates are naturally hydrophilic, soluble, and exhibit similar surface characteristics as their AVMs. This study presents a compilation of various parameters, including zeta potential, pH, particle size, reagents (collectors, depressant, and modifiers), and bio-flotation, which were examined in several investigations into separating Mg carbonates from their AVMs by froth flotation. Keywords: dolomite; magnesite; flotation; bio-flotation 1. Introduction Magnesium (Mg) carbonates (salt-type minerals) are typical gangue phases associated with several valuable minerals, and have complicated processing [1,2]. -

Effects of Varied Process Parameters on Froth Flotation Efficiency: a Case Study of Itakpe Iron Ore
Nigerian Journal of Technology (NIJOTECH) Vol. 39, No. 3, July 2020, pp. 807 – 815 Copyright© Faculty of Engineering, University of Nigeria, Nsukka, Print ISSN: 0331-8443, Electronic ISSN: 2467-8821 www.nijotech.com http://dx.doi.org/10.4314/njt.v39i3.21 EFFECTS OF VARIED PROCESS PARAMETERS ON FROTH FLOTATION EFFICIENCY: A CASE STUDY OF ITAKPE IRON ORE S. Akande1, E. O. Ajaka2, O. O. Alabi3 and T. A. Olatunji4,* 1, 2, DEPARTMENT OF MINING ENGINEERING, FEDERAL UNIV. OF TECHNOLOGY, AKURE, ONDO STATE, NIGERIA 3, 4, DEPT. OF MET. & MATERIALS ENGINEERING, FEDERAL UNIV. OF TECHNOLOGY, AKURE, ONDO STATE, NIGERIA Email addresses: 1 [email protected], 2 [email protected], 3 [email protected], 4 [email protected] ABSTRACT The dire need for Itakpe iron ore concentrates of appreciable iron content meets for smelting operation necessitated this study. Core samples of the iron ore sourced from Itakpe, Kogi State, Nigeria were prepared for petrological analysis followed by chemical and particle size analyses. Froth flotation was done using different collectors at varying particle sizes and pH values. Characterization studies carried out revealed that Itakpe iron ore is a lean ore assaying 36.18% Fe2O3 and contains predominantly quartz, sillimanite, and haematite. Its liberation size lies favourably at 75 µm. Processing the ore by froth flotation yielded appreciable enrichment. Optimal recovery (~92%) was achieved using potassium amyl xanthate (PAX) at pH 11 for fine feed sizes (<125 µm) yielding iron concentrate assaying 67.66% Fe2O3. Thus, processing at this set-of- conditions is recommended for the industrial production of more enriched Itakpe iron ore concentrates. -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -
Choosing & Using a Milling Machine
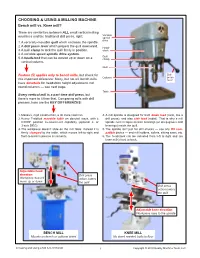
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Evaluation of Scale-Up Model for Flotation with Kristineberg Ore
Evaluation of Scale-up Model for Flotation with Kristineberg Ore Adam Isaksson Chemical Engineering, master's level 2018 Luleå University of Technology Department of Civil, Environmental and Natural Resources Engineering Evaluation of Scale-up Model for Flotation with Kristineberg Ore Adam Isaksson 2018 For degree of MASTER OF SCIENCE Luleå University of Technology Department of Civil, Environmental and Natural Resources Engineering Division of Minerals and Metallurgical Engineering Printed by Luleå University of Technology, Graphic Production 2018 Luleå 2018 www.ltu.se Preface As you may have figured out by now, this thesis is all about mineral processing and the extraction of metals. It was written as part of my studies at Luleå University of Technology, for a master’s degree in Chemical Engineering with specialisation Mineral and Metal Winning. There are many people I would like to thank for helping me out during all these years. First of all, my thanks go to supervisors Bertil Pålsson and Lisa Malm for the guidance in this project. Iris Wunderlich had a paramount role during sampling and has kindly delivered me data to this report, which would not have been finished without her support. I would also like to thank Boliden Mineral AB as a company. Partly for giving me the chance to write this thesis in the first place, but also for supporting us students during our years at LTU. Speaking of which, thanks to Olle Bertilsson for reading the report and giving me feedback. The people at the TMP laboratory deserves another mention. I am also very grateful for the financial support and generous scholarships from Jernkontoret these five years. -

Flotation of Copper Sulphide from Copper Smelter Slag Using Multiple Collectors and Their Mixtures
International Journal of Mineral Processing 143 (2015) 43–49 Contents lists available at ScienceDirect International Journal of Mineral Processing journal homepage: www.elsevier.com/locate/ijminpro Flotation of copper sulphide from copper smelter slag using multiple collectors and their mixtures Subrata Roy a,⁎, Amlan Datta b, Sandeep Rehani c a Aditya Birla Science and Technology Company Ltd., Taloja, Maharashtra, India b Formerly with Aditya Birla Science and Technology Company Ltd., Taloja, Maharashtra, India. c Birla Copper, Dahej, Gujarat, India article info abstract Article history: Present work focuses on the differences in the performances obtained in the froth flotation of copper smelter Received 14 August 2014 slag with multiple collector viz. sodium iso-propyl xanthate (SIPX), sodium di-ethyl dithiophosphate (DTP) Received in revised form 11 February 2015 and alkyl hydroxamate at various dosages. Flotation tests were carried out using single collectors as well as var- Accepted 20 August 2015 ious mixtures of the two collectors at different but constant total molar concentrations. Flotation performances Available online 28 August 2015 were increased effectively by the combination of collectors. The findings show that a higher copper recovery (84.82%) was obtained when using a 40:160 g/t mixture of sodium iso-propyl xanthate (SIPX) with di-ethyl Keywords: Flotation dithiophosphate compared to 78.11% with the best single collector. Similar recovery improvement (83.07%) Copper slag was also observed by using a 160:40 g/t mixture of sodium iso-propyl xanthate (SIPX) with alkyl hydroxamate. Sodium isobutyl xanthate The results indicate that in both cases DTP and alkyl hydroxamate played important role as co-collector with SIPX Hydroxamate for the recovery of coarse interlocked copper bearing particles and has an important effect on the behaviour of Dithiophosphate the froth phase. -
THE NEW KEENE ROCK CRUSHERS ROLLER MILL Produc T Report
THE NEW KEENE Produc t ROCK CRUSHERS Report AND COMBINATION By AU Testing Laboratories ROLLER MILL Base Mount Trailer Mounted Electric Driven dered a competitive price on the mar- testing site because it contained an Keene Engineering has brought into ket today. THE COST IS LESS THAN abundance of fractured quartz rock view, a new ROCK CRUSHER that HALF. containing gold and silver. The rock has brought the mining industry to its When AU Testing Laboratories was also extremely harder than com- feet. A new combination rock crusher first agreed to make an evaluation on mon type ore of this nature and and roller mill that has the capacity of this product, we were needless to say should provide a good test for any crushing a four by six rock into "ultra skeptical about the manufacturer's type crushing equipment. fine powder," in one single, quick and claims, but were again impressed Although the unit weighed over efficient operation. They have com- with the performance of this beauty. 700 pounds it was surprisingly easy bined two separate processes of rock We learned that Keene had been in to tote around. We moved many crushing into a single machine. the process of engineering and test- times to different locations on the The first stage is a jaw crusher ing this unit for over 10 years and this mine site with relative ease. We that crushes aggregate to one quarter unit has evolved from some twenty understood that this machine could of an inch, that can be adjustable to previous prototypes. be provided on either a permanent larger or smaller size and the second We loaded the unit with its base or trailer mounted. -

Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling
minerals Article Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling Ngonidzashe Chimwani 1,* and Murray M. Bwalya 2 1 Institute of the Development of Energy for African Sustainability (IDEAS), Florida Campus, University of South Africa (UNISA), Private Bag X6, Johannesburg 1710, South Africa 2 School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Johannesburg 2050, South Africa; [email protected] * Correspondence: [email protected]; Tel.: +27-731838174 Abstract: A number of experiments were conducted on a laboratory batch impact crusher to investi- gate the effects of particle size and impeller speed on grinding rate and product size distribution. The experiments involved feeding a fixed mass of particles through a funnel into the crusher up to four times, and monitoring the grinding achieved with each pass. The duration of each pass was approximately 20 s; thus, this amounted to a total time of 1 min and 20 s of grinding for four passes. The population balance model (PBM) was then used to describe the breakage process, and its effectiveness as a tool for describing the breakage process in the vertical impact crusher is assessed. It was observed that low impeller speeds require longer crushing time to break the particles significantly whilst for higher speeds, longer crushing time is not desirable as grinding rate sharply decreases as the crushing time increases, hence the process becomes inefficient. Results also showed that larger particle sizes require shorter breakage time whilst smaller feed particles require longer breakage time. Keywords: impact crusher; comminution; milling parameters; population balance mode Citation: Chimwani, N.; Bwalya, M.M. -
Avoiding Slopping in Top-Blown BOS Vessels
ISSN: 1402-1757 ISBN 978-91-7439-XXX-X Se i listan och fyll i siffror där kryssen är LICENTIATE T H E SI S Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy Mats Brämming Avoiding Slopping in Top-Blown BOS Vessels BOS Top-Blown Slopping in Mats Brämming Avoiding ISSN: 1402-1757 ISBN 978-91-7439-173-2 Avoiding Slopping Luleå University of Technology 2010 in Top-Blown BOS Vessels Mats Brämming Avoiding Slopping in Top-blown BOS Vessels Mats Brämming Licentiate Thesis Luleå University of Technology Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy SE-971 87 Luleå Sweden 2010 Printed by Universitetstryckeriet, Luleå 2010 ISSN: 1402-1757 ISBN 978-91-7439-173-2 Luleå 2010 www.ltu.se To my fellow researchers: “Half a league half a league, Half a league onward, All in the valley of Death Rode the six hundred: 'Forward, the Light Brigade! Charge for the guns' he said: Into the valley of Death Rode the six hundred. 'Forward, the Light Brigade!' Was there a man dismay'd ? Not tho' the soldier knew Some one had blunder'd: Theirs not to make reply, Theirs not to reason why, Theirs but to do & die, Into the valley of Death Rode the six hundred.” opening verses of the poem “The Charge Of The Light Brigade” by Alfred, Lord Tennyson PREFACE Slopping* is the technical term used in steelmaking to describe the event when the slag foam cannot be contained within the process vessel, but is forced out through its opening. This phenomenon is especially frequent in a top-blown Basic Oxygen Steelmaking (BOS) vessel, i.e. -

Recovery of Phosphate Minerals from Plant Tailings Using Direct Froth Flotation
minerals Article Recovery of Phosphate Minerals from Plant Tailings Using Direct Froth Flotation Ashraf Alsafasfeh and Lana Alagha * Department of Mining & Nuclear Engineering, Missouri University of Science and Technology, Rolla, MO 65409, USA * Correspondence: [email protected]; Tel.: +1-573-341-6287; Fax: +1-573-341-6934 Received: 13 June 2017; Accepted: 9 August 2017; Published: 12 August 2017 Abstract: Wastes produced from the phosphate industry presents many challenges due to the high economic and environmental impacts involved with their disposal. However, the relative scarcity of high-grade phosphate ores has driven researchers to recover and recycle these valuable wastes (secondary sources). The goal of this study was to investigate the possibility of upgrading the P2O5 content in tailings produced from a phosphorous production plant using direct froth flotation. Characterization assays, including X-ray diffraction (XRD), scanning electron microscopy (SEM), X-ray fluorescence (XRF), and mineral liberation analysis (MLA), were first conducted to identify the mineralogical and morphological characteristics of tailings samples and grain properties to better understand the behavior of the flotation feed. Flotation experiments were conducted using Denver D-12 in a 1-L flotation cell in the presence of sodium silicate (dispersant) and sodium oleate (collector). Several parameters, such as the solids content of the flotation pulp, pulp pH and flotation time, were investigated to optimize the recovery and grade of the concentrate products. Results obtained from this study indicated that the P2O5 content in plant tailings could be upgraded from 21.57% to 28.4% at >73% recovery. Keywords: phosphate minerals; froth flotation; mineral liberation analysis; sodium silicate 1. -

Metal Losses in Pyrometallurgical Operations - a Review
Advances in Colloid and Interface Science 255 (2018) 47–63 Contents lists available at ScienceDirect Advances in Colloid and Interface Science journal homepage: www.elsevier.com/locate/cis Historical perspective Metal losses in pyrometallurgical operations - A review Inge Bellemans a,⁎, Evelien De Wilde a,b, Nele Moelans c, Kim Verbeken a a Ghent University, Department of Materials, Textiles and Chemical Engineering, Technologiepark 903, B-9052, Zwijnaarde, Ghent, Belgium b Umicore R&D, Kasteelstraat 7, B-2250 Olen, Belgium c KU Leuven, Department of Materials Engineering, Kasteelpark Arenberg 44, bus 2450, B-3001, Heverlee, Leuven, Belgium article info abstract Article history: Nowadays, a higher demand on a lot of metals exists, but the quantity and purity of the ores decreases. The Received 24 October 2016 amount of scrap, on the other hand, increases and thus, recycling becomes more important. Besides recycling, Received in revised 4 August 2017 it is also necessary to improve and optimize existing processes in extractive and recycling metallurgy. One of Accepted 7 August 2017 the main difficulties of the overall-plant recovery are metal losses in slags, in both primary and secondary Available online 10 August 2017 metal production. In general, an increased understanding of the fundamental mechanisms governing these losses could help further improve production efficiencies. This review aims to summarize and evaluate the current sci- Keywords: fi Pyrometallurgy enti c knowledge concerning metal losses and pinpoints the knowledge gaps. Metal losses First, the industrial importance and impact of metal losses in slags will be illustrated by several examples from Slags both ferrous and non-ferrous industries. -

Working with Watermills" Lesson Explores How Watermills Have Helped Harness Energy from Water Through the Ages
IEEE Lesson Plan: W or k i ng w i t h W at e r m i ll s Explore other TryEngineering lessons at www.tryengineering.org Lesson Focus Lesson focuses on how watermills generate power. Student teams design and build a working watermill out of everyday products and test their design in a basin. Student watermills must be able to sustain three minutes of rotation. As an extension activity, older students may design a gear system that is powered by the watermill. Students then evaluate the effectiveness of their watermill and those of other teams, and present their findings to the class. Lesson Synopsis The "Working with Watermills" lesson explores how watermills have helped harness energy from water through the ages. Students work in teams of "engineers" to design and build their own watermill out of everyday items. They test their watermill, evaluate their results, and present to the class. A g e L e v e l s 8-18. Objectives Learn about engineering design. Learn about planning and construction. Learn about teamwork and working in groups. Anticipated Learner Outcomes As a result of this activity, students should develop an understanding of: structural engineering and design problem solving teamwork Lesson Activities Students learn how watermills have been used throughout the ages to harness the power of water. Students work in teams to develop a their own watermill out of everyday items, then test their watermill, evaluate their own watermills and those of other students, and present their findings to the class. Working with Watermills Provided by IEEE as part of TryEngineering www.tryengineering.org © 2018 IEEE – All rights reserved.