Maximum Value Minerals Processing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

From Base Metals and Back – Isamills and Their Advantages in African Base Metal Operations
The Southern African Institute of Mining and Metallurgy Base Metals Conference 2013 H. de Waal, K. Barns, and J. Monama From base metals and back – IsaMills and their advantages in African base metal operations H. de Waal, K. Barns, and J. Monama Xstrata IsaMill™ technology was developed from Netzsch Feinmahltechnik GmbH stirred milling technology in the early 1990s to bring about a step change in grinding efficiency that was required to make Xstrata’s fine-grained lead/zinc orebodies economic to process. From small-scale machines suited to ultrafine grinding, the IsaMill™ has developed into technology that is able to treat much larger tonnages, in coarser applications, while still achieving high energy efficiency, suited for coarser more standard regrind and mainstream grinding applications. The unique design of the IsaMillTM, combining high power intensity and effective internal classification, achieves high energy efficiency and tight product distribution which can be effectively scaled from laboratory scale to full-sized models. The use of fine ceramic media also leads to significant benefits in downstream flotation and leaching operations. These benefits are key drivers for the adoption of the technology into processing a diverse range of minerals worldwide, and offer major opportunities for power reduction and improved metallurgy for the African base metal operations. Keywords: IsaMill, regrind, energy efficiency, inert grinding. Introduction The development of the IsaMillTM, by MIM (now GlencoreXstrata) and Netzsch Feinmahltechnik GmbH, was initiated to enable the development of the fine-grained ore deposits at Mt Isa and McArthur River in Northern Australia. To liberate the valuable minerals and so produce a saleable concentrate this ultrafine-grained ore needed to be ground to a P80 of 7 μm. -
Significance of Mineralogy in the Development of Flowsheets for Processing Uranium Ores
JfipwK LEACHING TIME REAGENTS TEMPERATURE FLOCCULANT CLARITY AREA COUNTER CURRENT DECANTATION It 21 21 J^^LJt TECHNICAL REPORTS SERIES No.19 6 Significance of Mineralogy in the Development of Flowsheets for Processing Uranium Ores \W# INTERNATIONAL ATOMIC ENERGY AGENCY, VIENNA, 1980 SIGNIFICANCE OF MINERALOGY IN THE DEVELOPMENT OF FLOWSHEETS FOR PROCESSING URANIUM ORES The following States are Members of the International Atomic Energy Agency: AFGHANISTAN HOLY SEE PHILIPPINES ALBANIA HUNGARY POLAND ALGERIA ICELAND PORTUGAL ARGENTINA INDIA QATAR AUSTRALIA INDONESIA ROMANIA AUSTRIA IRAN SAUDI ARABIA BANGLADESH IRAQ SENEGAL BELGIUM IRELAND SIERRA LEONE BOLIVIA ISRAEL SINGAPORE BRAZIL ITALY SOUTH AFRICA BULGARIA IVORY COAST SPAIN BURMA JAMAICA SRI LANKA BYELORUSSIAN SOVIET JAPAN SUDAN SOCIALIST REPUBLIC JORDAN SWEDEN CANADA KENYA SWITZERLAND CHILE KOREA, REPUBLIC OF SYRIAN ARAB REPUBLIC COLOMBIA KUWAIT THAILAND COSTA RICA LEBANON TUNISIA CUBA LIBERIA TURKEY CYPRUS LIBYAN ARAB JAMAHIRIYA UGANDA CZECHOSLOVAKIA LIECHTENSTEIN UKRAINIAN SOVIET SOCIALIST DEMOCRATIC KAMPUCHEA LUXEMBOURG REPUBLIC DEMOCRATIC PEOPLE'S MADAGASCAR UNION OF SOVIET SOCIALIST REPUBLIC OF KOREA MALAYSIA REPUBLICS DENMARK MALI UNITED ARAB EMIRATES DOMINICAN REPUBLIC MAURITIUS UNITED KINGDOM OF GREAT ECUADOR MEXICO BRITAIN AND NORTHERN EGYPT MONACO IRELAND EL SALVADOR MONGOLIA UNITED REPUBLIC OF ETHIOPIA MOROCCO CAMEROON FINLAND NETHERLANDS UNITED REPUBLIC OF FRANCE NEW ZEALAND TANZANIA GABON NICARAGUA UNITED STATES OF AMERICA GERMAN DEMOCRATIC REPUBLIC NIGER URUGUAY GERMANY, FEDERAL REPUBLIC OF NIGERIA VENEZUELA GHANA NORWAY VIET NAM GREECE PAKISTAN YUGOSLAVIA GUATEMALA PANAMA ZAIRE HAITI PARAGUAY ZAMBIA PERU The Agency's Statute was approved on 23 October 1956 by the Conference on the Statute of the IAEA held at United Nations Headquarters, New York; it entered into force on 29 July 1957. -

Some Problems and Potentials of the Study of Cupellation
Some problems and potentials of the study of cupellation remains: the case of post-medieval Montbéliard, France Marcos Martinon-Torres, Nicolas Thomas, Thilo Rehren, Aude Mongiatti To cite this version: Marcos Martinon-Torres, Nicolas Thomas, Thilo Rehren, Aude Mongiatti. Some problems and po- tentials of the study of cupellation remains: the case of post-medieval Montbéliard, France. Archeo- sciences, revue d’Archéométrie, G.M.P.C.A./Presses universitaires de Rennes, 2008, pp.59-70. halshs- 00599974 HAL Id: halshs-00599974 https://halshs.archives-ouvertes.fr/halshs-00599974 Submitted on 19 Jun 2011 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Some problems and potentials of the study of cupellation remains: the case of early modern Montbéliard, France Problèmes et perspectives à partir de l’étude des vestiges archéologiques issus de la coupellation : l’exemple du site de Montbéliard (France) Marcos Martinón-Torres*, Nicolas Thomas**, Thilo Rehren*, and Aude Mongiatti* Abstract: Bone-ash cupels are increasingly identified in medieval and later archaeological contexts related to the refining of noble metals in alchemy, assaying, jewellery or coin minting. These small finds may provide information on metal refining activities, the technical knowledge of different craftspeople, and the versatility of laboratory practices, which often differed from the standard protocols recorded in metallurgical treatises. -

Curbing Illicit Mercury and Gold Flows in West Africa: Options for a Regional Approach
Curbing Illicit Mercury and Gold Flows in West Africa: Options for a Regional Approach i INCLUSIVE AND SUSTAINABLE INDUSTRIAL DEVELOPMENT ii Curbing Illicit Mercury and Gold Flows in West Africa: Options for a Regional Approach iii November 2018 iv © UNIDO 2018. All rights reserved. This document has been produced without formal United Nations editing. The designations employed and the presentation of the material in this document do not imply the expression of any opinion whatsoever on the part of the Secretariat of the United Nations Industrial Development Organization (UNIDO) concerning the legal status of any country, territory, city or area or of its authorities, or concerning the delimitation of its frontiers or boundaries, or its economic system or degree of development. Designations such as ‘developed’, ‘industrialized’ or ‘developing’ are intended for statistical convenience and do not necessarily express a judgement about the stage reached by a particular country or area in the development process. Mention of firm names or commercial products does not constitute an endorsement by UNIDO. Unless otherwise men- tioned, all references to sums of money are given in United States dollars. References to ‘tons’ are to metric tons, unless otherwise stated. All photos © UNIDO unless otherwise stated. Cover photo by Sadibou Sylla Acknowledgements This report was authored by Marcena Hunter of the Global Initiative Against Transnational Organized Crime. The report is part of the United Nations Industrial Development Organization (UNIDO) project, funded by the Government of Switzerland, to assist the Economic Community of West African States (ECOWAS) in its early implementation of the Minamata Convention. More information about the Minamata Convention and UNIDO’s work can be found on UNIDO’s website <https://www.unido.org/mercury> or by emailing Gabriela Eigenmann at [email protected]. -

S Ndlovu (PDF)
Extraction of Gold Then, Now and the Future Prof Sehliselo Ndlovu DST/NRF SARChI: Hydrometallurgy and Sustainable Development University of the Witwatersrand, Johannesburg Building a Robust Minerals Industry 3 – 4 July 2017, Cresta Lodge, Harare University of the Witwatersrand Johannesburg Founded Oct. 1896: School of Mines Approx. 37 000 Students 5 Faculties, 33 Schools, 3610 Courses >160 000 Degrees Conferred since 1922 55% Female Students 10 National Centres of Excellence Home to the Bidvest Football Club( Current PSL league Champions) Evolution in Gold Processing Past Technologies • Amalgamation • Panning Current Technologies • Cyanide leaching • Processing of Emerging and Future refractory ores Technologies • Bio-oxidation • Ionic liquids • Alternative leaching • Ultrasonic leaching reagents • Corn starch?? Past Technologies Used in Ancient Times History of gold extends back at least 6,000 years. Egypt and Mesopotamia around 4000 BC. Gravity Separation: Gold Panning Gold concentrated by washing lighter river sands with water Leaves dense gold particles Alternative- wash gold-bearing sand and gravel over a woollen fleece Traps heavier gold dust that would sink into the wool fibres. Advantages • Simplicity Disadvantages • Labour intensive Gravity Separation: Sluicing • Water is channelled to flow through a sluice-box. • Sluice-box is essentially a man-made channel with riffles (barriers) at the bottom. • Riffles create dead-zones in the water current which allows gold to drop out of suspension. Sluicing and panning results in the direct recovery of small gold nuggets and flakes. Gold Parting: Salt Cementation Process • Invented to remove Ag from Au-Ag mixtures around 6th century BC. Mix: argentiferous gold foil, common salt, brick dust or burnt clay and urine in a sealed container. -

Principles of Extractive Metallurgy Lectures Note
PRINCIPLES OF EXTRACTIVE METALLURGY B.TECH, 3RD SEMESTER LECTURES NOTE BY SAGAR NAYAK DR. KALI CHARAN SABAT DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING PARALA MAHARAJA ENGINEERING COLLEGE, BERHAMPUR DISCLAIMER This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the author for their respective teaching assignments as an additional tool for the teaching-learning process. Various sources as mentioned at the reference of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective author or institutions. Further, this document is not intended to be used for commercial purpose and the faculty is not accountable for any issues, legal or otherwise, arising out of use of this document. The committee faculty members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. BPUT SYLLABUS PRINCIPLES OF EXTRACTIVE METALLURGY (3-1-0) MODULE I (14 HOURS) Unit processes in Pyro metallurgy: Calcination and roasting, sintering, smelting, converting, reduction, smelting-reduction, Metallothermic and hydrogen reduction; distillation and other physical and chemical refining methods: Fire refining, Zone refining, Liquation and Cupellation. Small problems related to pyro metallurgy. MODULE II (14 HOURS) Unit processes in Hydrometallurgy: Leaching practice: In situ leaching, Dump and heap leaching, Percolation leaching, Agitation leaching, Purification of leach liquor, Kinetics of Leaching; Bio- leaching: Recovery of metals from Leach liquor by Solvent Extraction, Ion exchange , Precipitation and Cementation process. -

Table of Contents
Table of Contents Preface ........................................... xi Chapter 1. Physical Extraction Operations .................... 1 1.1. Solid-solid and solid-fluid separation operations .............. 1 1.1.1. Flotation ................................... 1 1.1.2. Settling under gravity ........................... 3 1.1.3. Centrifugation ................................ 3 1.1.4. Filtration ................................... 4 1.2. Separation operations of the components of a fluid phase ........ 5 1.2.1. Condensation ................................ 5 1.2.2. Vacuum distillation ............................. 5 1.2.3. Liquation ................................... 6 1.2.4. Distillation .................................. 8 1.2.5. Extractive distillation ........................... 11 1.3. Bibliography ................................... 12 Chapter 2. Hydrometallurgical Operations .................... 15 2.1. Leaching and precipitation operations .................... 15 2.1.1. Leaching and precipitation reactors ................... 15 2.1.2. Continuous stirred tank reactor (CSTR) ................ 18 2.1.3. Models of leaching and precipitation operations ........... 20 2.1.4. Particle-size distribution (PSD) functions ............... 21 2.2. Reactor models based on particle residence time distribution functions ........................................ 24 2.2.1. Performance equations for a single CSTR ............... 24 2.2.2. Performance equations for multistage CSTRs ............. 28 2.3. Reactor models based on the population balance -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -

Recovery of Gold and Iron from Cyanide Tailings with a Combined Direct Reduction Roasting and Leaching Process
metals Article Recovery of Gold and Iron from Cyanide Tailings with a Combined Direct Reduction Roasting and Leaching Process Pingfeng Fu 1,2,* ID , Zhenyu Li 1, Jie Feng 1 and Zhenzhong Bian 1 1 School of Civil and Resources Engineering, University of Science and Technology Beijing, Beijing 100083, China; [email protected] (Z.L.); [email protected] (J.F.); [email protected] (Z.B.) 2 Key Laboratory of High-Efficient Mining and Safety of Metal Mines, Ministry of Education, Beijing 100083, China * Correspondence: [email protected]; Tel.: +86-10-6233-2902 Received: 25 June 2018; Accepted: 19 July 2018; Published: 21 July 2018 Abstract: Cyanide tailings are the hazardous waste discharged after gold cyanidation leaching. The recovery of gold and iron from cyanide tailings was investigated with a combined direct reduction roasting and leaching process. The effects of reduction temperature, coal dosage and CaO dosage on gold enrichment into Au-Fe alloy (FexAu1−x) were studied in direct reduction roasting. Gold containing iron powders, i.e., Au-Fe alloy, had the gold grade of 8.23 g/t with a recovery of 97.46%. After separating gold and iron in iron powders with sulfuric acid leaching, ferrous sulfate in the leachate was crystallized to prepare FeSO4·7H2O with a yield of 222.42% to cyanide tailings. Gold enriched in acid-leaching residue with gold grade of 216.58 g/t was extracted into pregnant solution. The total gold recovery of the whole process reached as high as 94.23%. The tailings generated in the magnetic separation of roasted products, with a yield of 51.33% to cyanide tailings, had no toxic cyanide any more. -

Challenges Related to the Processing of Fines in the Recovery of Platinum Group Minerals (Pgms)
minerals Review Challenges Related to the Processing of Fines in the Recovery of Platinum Group Minerals (PGMs) Kirsten C. Corin 1,* , Belinda J. McFadzean 1, Natalie J. Shackleton 2 and Cyril T. O’Connor 1 1 Centre for Minerals Research, Chemical Engineering Department, University of Cape Town, P Bag X3, Rondebosch, Cape Town 7700, South Africa; [email protected] (B.J.M.); [email protected] (C.T.O.) 2 Minerals Expertise Tech Pty Ltd., Germiston 2007, South Africa; [email protected] * Correspondence: [email protected] Abstract: In order to increase the recovery of PGMs by flotation, it is necessary to optimise the liberation of the key minerals in which the platinum group elements (PGEs) are contained which include sulphides, arsenides, tellurides, and ferroalloys among others, while at the same time ensuring the optimal depression of gangue minerals. In order to achieve this, comminution circuits usually consist of two or three stages of milling, in which the first stage is autogeneous, followed by ball milling. Further liberation is achieved in subsequent stages using ultra-fine grinding. Each comminution stage is followed by flotation in the so-called MF2 or MF3 circuits. While this staged process increases overall recoveries, overgrinding may occur, hence creating problems associated with fine particle flotation. This paper presents an overview of the mineralogy of most of the more significant PGM ores processed in South Africa and the various technologies used in comminution circuits. The paper then summarises the methodology used in flotation circuits to optimise recovery Citation: Corin, K.C.; McFadzean, of fine particles in terms of the collectors, depressants, and frothers used. -
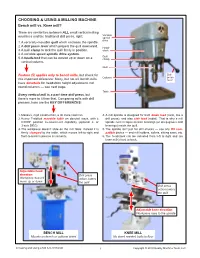
Choosing & Using a Milling Machine
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -
Evolution of the Isamill™ Into Magnetite Processing
EVOLUTION OF THE ISAMILL™ INTO MAGNETITE PROCESSING Greg Rasmussen, Xstrata Technology Pty Ltd Tommy Do , Ernest Henry Mining Michael Larson, Xstrata Technology Pty Ltd Katie Barns, Xstrata Technology Pty Ltd Xstrata Technology • Mount Isa Mines (MIM), a large Australian mining company, was acquired by Xstrata in 2003 who then merged with Glencore in 2013 • MIM internal technology group was re-named Xstrata Technology (XT) and became an independent technology developer and supplier to the global minerals industry with 250 staff worldwide • The equipment and processes which are marketed by XT are developed in our own operations • XT offers full-package solutions including: • Equipment and processes • Engineering • Commissioning and Training • Dedicated after-market support IsaMill™ Technology Development ™ • Development of IsaMill driven by inability Broken Hill to efficiently treat fine grained orebodies • Late 1980s, Xstrata required 7µm grind for new Pb/Zn orebodies in Australia • Conventional mining technologies tested (1975-1990), but 0 40 micron − Too high power consumption to achieve target size McArthur River − Ball/tower mills ineffective below 20-30μm − Negative influence of steel grinding on flotation 0 40 micron IsaMill™ Technology Development A technology was found... • Horizontal Bead Mills − Used in industries other than mining (pharmaceuticals, paint, food, etc.) − Small, batch scale − Very expensive and exotic media types • Cross-over into mining required: − Much larger scale − Continuous operation − Ability to use cheap,