Factors Affecting Machinability of Metals
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Common Machining Formulas
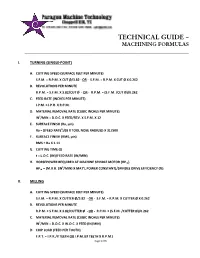
TECHNICAL GUIDE – MACHINING FORMULAS _______________________________________________________________ I. TURNING (SINGLE-POINT) A. CUTTING SPEED (SURFACE FEET PER MINUTE) S.F.M. = R.P.M. X CUT Ø/3.82 - OR - S.F.M. = R.P.M. X CUT Ø X 0.262 B. REVOLUTIONS PER MINUTE R.P.M. = S.F.M. X 3.82/CUT Ø - OR - R.P.M. = (S.F.M. /CUT Ø)/0.262 C. FEED RATE (INCHES PER MINUTE) I.P.M. = I.P.R. X R.P.M. D. MATERIAL REMOVAL RATE (CUBIC INCHES PER MINUTE) IN3/MIN = D.O.C. X FEED/REV. X S.F.M. X 12 E. SURFACE FINISH (Ra, µin) Ra = ((FEED RATE2)/(8 X TOOL NOSE RADIUS)) X 317500 F. SURFACE FINISH (RMS, µin) RMS = Ra X 1.11 G. CUTTING TIME (t) t = L.O.C. (IN)/FEED RATE (IN/MIN) H. HORSEPOWER REQUIRED AT MACHINE SPINDLE MOTOR (HPm) 3 HPm = (M.R.R. (IN /MIN) X MAT’L POWER CONSTANT)/SPINDLE DRIVE EFFICIENCY (%) II. MILLING A. CUTTING SPEED (SURFACE FEET PER MINUTE) S.F.M. = R.P.M. X CUTTER Ø/3.82 - OR - S.F.M. = R.P.M. X CUTTER Ø X 0.262 B. REVOLUTIONS PER MINUTE R.P.M. = S.F.M. X 3.82/CUTTER Ø - OR - R.P.M. = (S.F.M. /CUTTER Ø)/0.262 C. MATERIAL REMOVAL RATE (CUBIC INCHES PER MINUTE) IN3/MIN = D.O.C. X W.O.C. X FEED (IN/MIN) D. CHIP LOAD (FEED PER TOOTH) F.P.T. = I.P.R./# TEETH OR I.P.M./(# TEETH X R.P.M.) Page 1 of 3 TECHNICAL GUIDE – MACHINING FORMULAS _______________________________________________________________ E. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations -

Glossary Definitions
TC 9-524 GLOSSARY ACRONYMS AND ABBREVIATIONS TC - Training Circular sd - small diameter TM - Technical Manual Id - large diameter AR - Army Regulation ID - inside diameter DA - Department of the Army TOS- Intentional Organization for Standardization RPM - revolutions per minute LH - left hand SAE - Society of Automotive Engineers NC - National Coarse SFPM - surface feet per minute NF - National Fine tpf -taper per foot OD - outside diameter tpi taper per inch RH - right hand UNC - Unified National Coarse CS - cutting speed UNF - Unified National Fine AA - aluminum alloys SF -standard form IPM - feed rate in inches per minute Med - medical FPM - feet per minute of workpiece WRPM - revolutions per minute of workpiece pd - pitch diameter FF - fraction of finish tan L - tangent angle formula WW - width of wheel It - length of taper TT - table travel in feet per minute DEFINITIONS abrasive - natural - (sandstone, emery, corundum. accurate - Conforms to a standard or tolerance. diamonds) or artificial (silicon carbide, aluminum oxide) material used for making grinding wheels, Acme thread - A screw thread having a 29 degree sandpaper, abrasive cloth, and lapping compounds. included angle. Used largely for feed and adjusting screws on machine tools. abrasive wheels - Wheels of a hard abrasive, such as Carborundum used for grinding. acute angle - An angle that is less than 90 degrees. Glossary - 1 TC 9-524 adapter - A tool holding device for fitting together automatic stop - A device which may be attached to various types or sizes of cutting tools to make them any of several parts of a machine tool to stop the interchangeable on different machines. -

Machinist Calc® Pro 2
MACHINIST CALC® PRO 2 The Machinist Calc® Pro 2 Advanced Machining Math + Materials calculator (Model 4088) provides hundreds of fast, precise machining-specific solutions for turning, drilling, boring and face, end and slot milling. Built-in tables for 20 materials, 6 processes and 3 tools will let you spend much less time looking up your most-needed calculations on charts, in books or on the Internet and more time machining. The Machinist Calc Pro 2 gives you hundreds of calculations, including: • Speeds and Feeds • Built-in Drill and Thread Size reference tables • Drill Point Cut Depth solutions • Bolt Pattern hole layouts with center x, y coordinates • Right triangle math • Trigonometric solutions • Wire Sizes and 3-Wire Measurements Work in and convert between U.S. and Metric units, including: • Decimal Inches/Mils • Feet-Inch-Fractions • m, mm, cm • Area, Volume and Weight TABLE OF CONTENTS GETTING STARTED .................................................................4 KEY DEFINITIONS ..................................................................4 Basic Function Keys .............................................................5 Dimensional Function Keys ..................................................5 Weight and Volume Function Keys .......................................7 Trigonometric Function Keys ................................................7 Miscellaneous Function Keys ...............................................8 Machinist Function Keys .......................................................8 MEMORY OPERATION -

HFO MN Haas Mill Series Training Manual Haas G&M Code
Haas Factory Outlet A Division of Productivity Inc. HFO MN Haas Mill Series Training Manual Haas G&M Code Programming Rev 8/2018 This Manual is the Property of Productivity Inc. It may not be reproduced or disseminated without the express written permission of Productivity Inc. The content must not be altered, nor have the Productivity name removed from the materials. This training manual is a guide for the operation of the Machine Tool. The Operator is responsible for following Safety Procedures as outlined by their Instructor or the Manufacturers Specification. Downloading and/or other use of this manual does not certify the completion of the Training Course. This manual is for reference only. For more information on Additional Training Opportunities or our Classroom Schedule, Contact Productivity Inc. 763.476.8600 (800)328-3272 Toll Free Visit us on the Web: www.productivity.com To obtain permissions contact: [email protected] Note: Some of the content, images and screen shots included in this manual are taken from Haas manuals, controllers and web information with permission from Haas Automation Inc. 2800 Sturgis Road Oxnard CA 93030-8933 2 G&M Code Mill Programming Training Manual Table of Contents INTRODUCTION ........................................................................................................................................................ 5 MACHINE HOME WITH WORK OFFSETS .................................................................................................................... 7 WORK COORDINATE -

Machining Operations Are Conducted on Machine Tools Having a Rotating Spindle
TABLE OF CONTENTS MACHNING OPERATIONS CUTTING SPEEDS AND FEEDS ESTIMATING SPEEDS AND MACHINING POWER 978 Cutting Tool Materials 982 Cutting Speeds 1044 Planer Cutting Speeds 983 Cutting Conditions 1044 Cutting Speed and Time 983 Selecting Cutting Conditions 1044 Planing Time 983 Tool Troubleshooting 1044 Speeds for Metal-Cutting Saws 985 Cutting Speed Formulas 1044 Turning Unusual Material 987 RPM for Various Cutting Speeds 1046 Estimating Machining Power and Diameter 1046 Power Constants SPEED AND FEED TABLES 1047 Feed Factors 1048 Tool Wear Factors 991 Introduction 1050 Metal Removal Rates 991 Feeds and Speeds Tables 1051 Estimating Drilling Thrust, 995 Speed and Feed Tables for Turning Torque, and Power 1000 Tool Steels 1053 Work Material Factor 1001 Stainless Steels 1053 Chisel Edge Factors 1002 Ferrous Cast Metals 1054 Feed Factors 1004 Turning-Speed Adjustment 1055 Drill Diameter Factors Factors MACHINING ECONOMETRICS 1004 Tool Life Factors 1005 Adjustment Factors for HSS 1056 Tool Wear And Tool Life Tools Relationships 1006 Copper Alloys 1056 Equivalent Chip Thickness (ECT) 1007 Titanium and Titanium Alloys 1057 Tool-life Relationships 1008 Superalloys 1061 The G- and H-curves 1009 Speed and Feed Tables for Milling 1062 Tool-life Envelope 1012 Slit Milling 1065 Forces and Tool-life 1013 Aluminium Alloys 1067 Surface Finish and Tool-life 1014 Plain Carbon and Alloy Steels 1069 Shape of Tool-life Relationships 1018 Tool Steels 1070 Minimum Cost 1019 Stainless Steels 1071 Production Rate 1021 Ferrous Cast Metals 1071 The Cost Function -

TABLE of CONTENTS 974 CUTTING SPEEDS and FEEDS 978 Cutting Tool Materials 982 Cutting Speeds 983 Cutting Conditions 983 Selectin
TABLE OF CONTENTS MACHINING OPERATIONS CUTTING SPEEDS AND FEEDS ESTIMATING SPEEDS AND MACHINING POWER 978 Cutting Tool Materials 982 Cutting Speeds 1044 Planer Cutting Speeds 983 Cutting Conditions 1044 Cutting Speed and Time 983 Selecting Cutting Conditions 1044 Planing Time 983 Tool Troubleshooting 1044 Speeds for Metal-Cutting Saws 985 Cutting Speed Formulas 1044 Turning Unusual Material 987 RPM for Various Cutting Speeds 1046 Estimating Machining Power and Diameter 1046 Power Constants SPEED AND FEED TABLES 1047 Feed Factors 1048 Tool Wear Factors 991 Introduction 1050 Metal Removal Rates 991 Feeds and Speeds Tables 1051 Estimating Drilling Thrust, 995 Speed and Feed Tables for Turning Torque, and Power 1000 Tool Steels 1053 Work Material Factor 1001 Stainless Steels 1053 Chisel Edge Factors 1002 Ferrous Cast Metals 1054 Feed Factors 1004 Turning-Speed Adjustment 1055 Drill Diameter Factors Factors MACHINING ECONOMETRICS 1004 Tool Life Factors 1005 Adjustment Factors for HSS 1056 Tool Wear And Tool Life Tools Relationships 1006 Copper Alloys 1056 Equivalent Chip Thickness (ECT) 1007 Titanium and Titanium Alloys 1057 Tool-life Relationships 1008 Superalloys 1061 The G- and H-curves 1009 Speed and Feed Tables for Milling 1062 Tool-life Envelope 1012 Slit Milling 1065 Forces and Tool-life 1013 Aluminium Alloys 1067 Surface Finish and Tool-life 1014 Plain Carbon and Alloy Steels 1069 Shape of Tool-life Relationships 1018 Tool Steels 1070 Minimum Cost 1019 Stainless Steels 1071 Production Rate 1021 Ferrous Cast Metals 1071 The Cost Function -

General Metals Speed and Feed April 10Th, 2020 General Metals Speed and Feed April 10Th, 2020
Industrial Technology Virtual Learning General Metals Speed and Feed April 10th, 2020 General Metals Speed and Feed April 10th, 2020 Objective: Students will be able to calculate proper speed and feed for drills and end mills used on the milling machines Calculating Speeds and Feeds Calculating Speeds and Feeds Can the same RPM for a drill bit be used for drilling wood and metal? Calculating RPMs All RPM calculations are based on a value known as Constant Surface Speed (C.S.S.) Calculating RPMs To calculate RPM’s, the formula is: RPM = 3.82 x CSS / Dia. CSS is the Constant Surface Speed in Surface Feet per Minute. Dia. is the diameter of the cutting tool you are using (or the diameter of the workpiece you are cutting on a lathe). Constant Surface Speed CSS: Rate at which material passes the cutting edge (or the rate at which the cutting edge passes the material). Constant Surface Speed Also referred to as Surface Feet per Minute or SFM because it is expressed in surface feet per minute. The following web site will be used for all information presented. https://www.usi.edu/science/engineering/machasst/cutinfo/spd_fe ed.htm Additional Resources The following are additional resources that could also be used. These resources were not used for this information. Speed and Feed is not the same for all cutters. Advances in cutter technology has made speed and feed more specific to the manufacture of the cutter. For accurate information, always contact the manufacture of the cutting tool. https://littlemachineshop.com/reference/cuttingspeeds.php https://www.the-carbide-end-mill-store.com/Feeds-and- Speeds.html https://www.lakeshorecarbide.com/lakeshorecarbidecomspeedandf eedcharts.aspx http://www.harveytool.com/cms/SpeedsFeeds_228.aspx Where do you find CSS? Use the recommended CSS found in the tooling manufacturers catalog or website. -

Machining Nickel Alloys
NiDl Nickel Development Institute Machining nickel alloys A Nickel Development Institute Reference Book, Series No 11 008 Table of Contents Acknowledgments ............................................................................................ i Abbreviation key ............................................................................................... i Introduction ...................................................................................................... ii Nickel alloys and machinability ......................................................................1 Basic principles applicable to all machining operations .............................3 Work hardening .....................................................................................3 Choice of cutting tools ...........................................................................3 Lubricants and coolants ........................................................................4 Recommendations for machining ..................................................................5 Turning, boring and grooving ................................................................5 High speed steel tooling ....................................................................5 Carbide tooling ...................................................................................6 Ceramic tooling ..................................................................................7 Insert selection and method of use ....................................................9 Taking -

Hassay Savage
IN THIS BOOK... Hassay Savage PRECISION BROACHES STANDARD & CUSTOM BROACHING SOLUTIONS FOR EVERY APPLICATION Hassay Savage has the most comprehensive program of standard broaching solutions for all applications. We offer Custom Broaching Solutions for all your broaching needs. Let us be your partner in your unique, cutting applications! GMauvaisUSA QUALITY MICRO DRILLS superior precision • quality • consistency The most consistent quality micro drill program in the world, GMauvais has a complete line of HSS-E COBALT and Solid Micro Grain Carbide MICRO Drills. Standard sizes range from .1mm to 3mm, with 1,000 line items in stock. Custom made micro drills for your special application and fast delivery is our specialty. ® UNIQUE ROUND CUTTING TOOLS performance • innovation • specialization The world’s finest Center Drill, NC Spot Drill, Countersink, Multi-V, Micro Reaming and End Mill Cutting Tools for your most challenging cutting tool applications. We hope you enjoy using our outstanding collection of the finest cutting tools for virtually every cutting application. Hassay Savage Company • 3 Great Programs, One Great Company! Hassay Savage Let us be your partner in unique cutting applications! www.hassay-savage.com TM GMauvaisUSA TM GMauvaisUSAA HASSAY SAVAGE COMPANY www.gmauvais.com A HASSAY SAVAGE COMPANY 5140 6140 5100 6100 6120 6200º Unique, Precision Cutting Tools! www.magaforusa.com What is Broaching? Broaching is a progressive metal-cutting process which incorporates a series of roughing, semi-finishing, and finishing teeth designed to remove successive portions of stock as the tool moves through or across a workpiece in a one-pass linear operation. Each tooth is calibrated to remove only a small amount of stock appropriate to the type of material broached, which permits continuous clean chip cutting. -

Cogsdill-Burnishing
Burnishing TOOLS & MACHINES SIZE, FINISH & WORK HARDEN FEATURING COMPLETE TOOL AND SPARE PART NUMBERS Burnishing THE LEADER IN HOLE FINISHING SOLUTIONS FOR THE WORLDWIDE MACHINE TOOL IND USTRIES In 1914 Stuart A. Cogsdill set up shop in Detroit as a cutting tool regrinding and repair service. He soon began designing and manufacturing special tools for early automotive pioneers such as Henry Ford and the Dodge brothers, who relied on Cogsdill to develop innovative tooling solutions for tough manufacturing problems. Currently owned and operated by the second and third generation of Stuart Cogsdill’s descendants, Cogsdill offers its 21st century customers the same commitment that inspired its founder: we will develop and build innovative tooling solutions for your tough manufacturing problems. Cogsdill has two operating units, one in the United States and one in the United Kingdom: ■ Cogsdill Tool Products, Inc. of Camden, South Carolina, USA – corporate headquarters ■ Cogsdill-Nuneaton Ltd. of Nuneaton, England – subsidiary of Cogsdill Tool Products TOOLMAKERS SINCE 1914 Burnishing TOOLS & MACHINES contents 2 OVERVIEW OF ROLLER BURNISHING 6 INTERNAL ROLLER BURNISHING TOOLS (MULTI-ROLL) 6 SR Series Roll-a-Finish® Tools 17 U Series Roll-a-Finish® Tools 20 EXTERNAL ROLLER BURNISHING TOOLS (MULTI-ROLL) 20 AEX Series Roll-a-Finish® Tools 27 MICRO ROLLER BURNISHING TOOLS (MULTI-ROLL) 28 Internal – MR Series 29 External – EMR Series 30 ROLL-A-FINISH® TOOL SELECTION AND ORDERING 31 PART PREPARATION AND OPERATING PARAMETERS 36 SPECIAL APPLICATIONS AND TOOL DESIGNS 38 BEARINGIZING TOOLS 43 CX® EXTERNAL ROLLER BURNISHING MACHINES 43 Machine Overview 49 CX Race Assembly 52 SINGLE CONTACT BURNISHING TOOLS 52 Diamond Burnishing Tools 57 UniversalTM /Single Roll Burnishing Tools 66 KB® KNURLING TOOLS 68 BURNISHING APPLICATION DATA SHEET Burnishing © COPYRIGHT 2018 COGSDILL TOOL PRODUCTS, INC. -

Pm-Research-Model-Engine
Thank you for your inquiry. We are pleased to present this catalog of Model Engine and Machinery Kits and Accessories to you for your consideration. We are pleased to include our Stirling Engine Line and our Gas Engine Line. We hope you enjoy them. TM TM MOTOR CO.® TM PM RESEARCH, INC.TM A Division Of PM Research Inc. SOLAR ENGINES A Division Of PM Research P.M. Research Inc. 4110 Niles Hill Road Wellsville, NY 14895 585-593-3169 Website: www.pmmodelengines.com Email: [email protected] Copyright © 2020 P.M. Research Inc., All Rights Reserved TERMS & CONDITIONS Our products are satisfaction guaranteed! If, for any reason, you are dissatisfied with any of our products, return it in its original condition within 30 days of receipt of merchandise and we will replace it or refund your money. We (P.M. Research, the seller) make no other warranty, expressed or implied. We make no warranty of fitness for any purpose, nor of merchantability. Since we cannot control the manner or use of our products after their sale, we will not be responsible for any consequential or indirect damages. Casting metal is not a perfect process and it is unavoidable to occasionally find a flaw beneath the exterior surfaces of castings. Small flaws can easily be filled, but if you find a serious flaw in a casting that you purchased from us, please return it for evaluation and replacement. We accept checks or postal money orders. Please enclose payment with your order. Allow three to four weeks for delivery. To expedite your order, please pay with postal money order or credit card.