HFO MN Haas Mill Series Training Manual Haas G&M Code
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Guide to Stainless Steel Finishes
Guide to Stainless Steel Finishes Building Series, Volume 1 GUIDE TO STAINLESS STEEL FINISHES Euro Inox Euro Inox is the European market development associa- Full Members tion for stainless steel. The members of Euro Inox include: Acerinox, •European stainless steel producers www.acerinox.es • National stainless steel development associations Outokumpu, •Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni, A prime objective of Euro Inox is to create awareness of www.acciaiterni.com the unique properties of stainless steels and to further their use in existing applications and in new markets. ThyssenKrupp Nirosta, To assist this purpose, Euro Inox organises conferences www.nirosta.de and seminars, and issues guidance in printed form Ugine & ALZ Belgium and electronic format, to enable architects, designers, Ugine & ALZ France specifiers, fabricators, and end users, to become more Groupe Arcelor, www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members British Stainless Steel Association (BSSA), www.bssa.org.uk Cedinox, www.cedinox.es Centro Inox, www.centroinox.it Informationsstelle Edelstahl Rostfrei, www.edelstahl-rostfrei.de Informationsstelle für nichtrostende Stähle SWISS INOX, www.swissinox.ch Institut de Développement de l’Inox (I.D.-Inox), www.idinox.com International Chromium Development Association (ICDA), www.chromium-asoc.com International Molybdenum Association (IMOA), www.imoa.info Nickel Institute, www.nickelinstitute.org -

Building a Slip-Joint Folder
Building a Slip Joint Folder By Steve Culver, Master Smith [email protected] www.culverart.com Part 1 of 2 This is part 1of 2 of Building a Slip Joint Folder by Steve Culver, Master Smith. This is a step by step tutorial on building a slip joint folder with a single bolster. Raw materials for the knife: ATS-34 steel for the blade and spring, 410 stainless sheet for the liners and bolsters, amber stag for the handle material. Page 1 of 23 Surface grinding a few thousands off each side of the ATS-34 to remove the mill scale. I will also surface grind the liner and bolster material as I believe that removing the mill finish helps with making a sound connection when spot welding the bolsters to the liners. Tracing around the pattern onto the ATS-34 for drilling the blade pivot and spring pin holes. Page 2 of 23 Drilling the blade pivot and spring pin holes. The spring pattern is aligned with the previously drilled rear pin hole and clamped to the ATS-34. The center pin hole is drilled through the hole in the pattern. Page 3 of 23 The ATS-34 is covered with layout dye, then the patterns for the blade and spring are aligned with pins and the outlines of the patterns are scribed onto the ATS-34 with an Exacto knife. Sawing out the blade and spring. Page 4 of 23 Profile grinding the blade on my KMG belt grinder. I have carefully adjusted the platen to 90 degrees to the work rest. -

Main Steel Your Perfect Supply Chain
MAIN STEEL CORPORATE IDENTITY RANGED LOGO VERSIONS & COLOR PALETTE NOTE: PREFERRED VERSION 5-8-12 MAIN STEEL CORPORATE IDENTITY RANGED LOGO VERSIONS & COLOR PALETTE NOTE: PREFERRED VERSION 5-8-12 4C GRADIENT 4C GRADIENT USE: ALL 4C/DIGITAL PRINTING USE: ALL 4C/DIGITAL PRINTING NOTE: FOR WEB, STRAIGHT CONVERT TO RGB OR REFERENCE RGB/HEX VALUES BELOW. NOTE: FOR WEB, STRAIGHT CONVERT TO RGB OR REFERENCE RGB/HEX VALUES BELOW. 4C GRADIENT REVERSE USE: ALL 4C/DIGITAL PRINTING ON DARK BACKGROUND MAIN STEEL 3C SPOT COLOR YOUR PERFECTUSE: RESTRICTIVE PRINTING, EMBROIDERY 4C GRADIENT REVERSE SUPPLY CHAIN USE: ALL 4C/DIGITAL PRINTING ON DARK BACKGROUND GRAYSCALE MAIN STEEL CORPORATE IDENTITY RANGED LOGO VERSIONS & COLOR PALETTE USE: B/W PRINTING NOTE: PREFERRED VERSION 5-8-12 As part of the Shale-Inland family of companies, Main Steel is 4C GRADIENT USE: ALL 4C/DIGITAL PRINTING NOTE: FOR WEB, STRAIGHT CONVERT TO RGB a North American steel service center that provides stainless, OR REFERENCE RGB/HEX VALUES BELOW. aluminum, high nickel alloys, and carbon steel to a wide range of Atlanta, GA 404-873-2881 industries. Our in-house processing allows us to deliver parts ready 4C GRADIENT REVERSE USE: ALL 4C/DIGITAL PRINTING ON DARK BACKGROUND for the next stage of processing or assembly. Chicago, IL 800-624-6785 u Serving customers in a broad range of markets, including transportation, Dallas, TX 800-947-9823 fabrication, petrochemical and food service 3C SPOT COLOR Houston, TX 800-231-8890USE: RESTRICTIVE PRINTING, EMBROIDERY LINE ART u 8 locations nationwide -

5V Crimp Detail Manual
Table of Contents Important Information 2 Installation Information 4 Technical Information 5 Trims and Flashings Illustration 6 Roofing Installation Details Fascia Cover (FC-5/FC-7/FC-9) 8 Eave Drip (ED-1) 9 Eave Flashing (EF-3) 10 Preformed Valley (PV-1/PV-2) 11 End Wall Flashing (EW-1) 12 Side Wall Flashing (SW-1) 13 Transition Flashing (TF-1) 14 Gambrel Flashing (GF-1) 15 Gable Rake (GR-2) 16 Gable Rake (GR-4) 17 High Side Eave (HS-2) 18 Hip Cap (RC-2) 19 Ridge Cap (RC-3) 20 Ridge Cap (RC-8) 21 Vented Ridge with Venturi Vent 22 Vented Ridge with Miami Dade Profile Vent 23 Pipe Boot 24 Fastener Guide 25 Sealants and Accessories 26 Helpful Formulas 27 Flashing Angle Specifier Chart 28 5V-Crimp Important Information Miami-Dade County and Local Code Compliance Southeastern Metals’ 26 Gauge 5V-Crimp products are Finishes Miami-Dade County approved and comply with the 40-year warranted SemCoat Plus is a fluoroceram most recent testing requirements. Contact our techni- premium coating manufactured by BASF/Morton cal department for a copy of our current Miami-Dade International Inc. It contains 70% Kynar 500 or Hylar County NOA compliance report if one is required for 5000 PVDF resin over Galvalume ASTM-A792 your purposes. structural steel grade 50. Building codes for metal roofing applications vary 35-year warranted SemCoat SP is a siliconized poly- by county and project. For information regarding ester premium coating applied to a galvanized steel pertinent building code requirements and ordinances, substrate coated with zinc (G90). -

The Identification and Prevention of Defects on Anodized Aluminium Parts
The Identification and Prevention of Defects on Anodized Aluminium Parts Chiswick Park, London, extruded and anodised aluminium louvres. by Ted Short, Aluminium Finishing Consultant © Metal Finishing Information Services Ltd 2003. 1 Reproduction of any part of this document by any means without the prior written permission of the publisher is strictly prohibited. Table of Contents - Click a heading to view that section Summary .................................................................................................................................................................................... 4 Introduction ............................................................................................................................................................................... 5 Categorisation of Defects........................................................................................................................................................... 6 Defect recognition – General ...................................................................................................................................................... 7 Part 1. Pitting Defects ................................................................................................................................................................ 9 1a. Atmospheric corrosion of mill finish sections ........................................................................................................................... 9 1b. Finger print corrosion of -

Haas Get Automated.Pdf
THE CONTROL IS AUTOMATE LATHE AT THE CENTER PART PRODUCTION The Haas Bar Feeder is a simple and aff ordable way to automate OF YOUR HAAS part production on Haas turning centers to boost productivity. Designed and built for use with Haas ST and DS series CNC GET turning centers, the Haas Bar Feeder integrates seamlessly with EXPERIENCE. the Haas control. Automation touches every part of the Haas CNC experience, but none of AUTOMATED it would be possible without our control. The latest generation of the Haas control is crucial to every operation. /CONNECT DUAL-STAGE PARTS CATCHER >> WIRED AND WIRELESS HAAS CONNECT DNA Our two-stage automatic parts catcher moves completely out of the primary work envelope The Haas Control has the ability to send you, and others AUTOMATIC COOLANT REFILL CONNECTION STANDARD during machining, and quickly moves into place when commanded at the end of a cycle. you designate, email notifi cations about the operating The Haas Automatic Coolant Refi ll System monitors the machine For parts with short cycle times, the arm can be left in the extended position, with only the The Haas Control comes standard with built-in status of your Haas machine. HaasConnect is standard coolant level, and automatically adds correctly mixed coolant to the tray rotating up to catch parts at the end of cycle. Ethernet and WiFi capability, making it easy to with all Haas machines, and free to use. Set up is fast, tank. This saves the machine operator valuable time for other tasks, connect to your local area network. Set up is quick easy, and free at HaasCNC.com. -
Standard Details & Total Systems
AGRICULTURAL LIGHT COMMERCIAL RESIDENTIAL GRANDRIB 3 PLUS, GRANDRIB, GRG ,MIGHTI-RIB, PROCLAD, HORIZON CLIMAGUARD, FABRIB, ENDURACOTE, FABRAL, FABRAL CORE are registered trademarks of OmniMax International, Inc. STANDARD DETAILS & TOTAL SYSTEMS UL is the trademark of UL LLC FOR METAL ROOFING AND SIDING Galvalume is the trademark of BIEC International Inc. © Fabral 2018 All rights reserved. Fabral.com 98-32-161 05/2019 TABLE OF CONTENTS Installation Instructions ......... 3 Trim Details Estimating & Roof Types ........ 5 Post Frame .............................................23 Load Tables & Testing ........... 6 Residential .............................................38 Roof & Wall Systems System Components Steel Exposed Fastener Panels Flashing and Trim ..................................47 Grandrib 3 ............................................... 7 Soffits.....................................................47 Grandrib 3 Plus ....................................... 7 Underlayment .........................................47 GRG ......................................................... 7 CondenStop® ..........................................47 Mighti-Rib ............................................... 8 Polycarbonate Panels .............................47 5V Crimp ................................................. 8 Liner Panels ...........................................47 ProClad ................................................... 8 Snow Retention ......................................49 Prime Rib ............................................... -
Common Machining Formulas
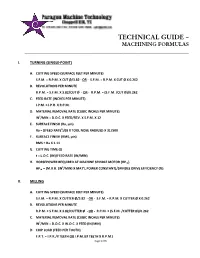
TECHNICAL GUIDE – MACHINING FORMULAS _______________________________________________________________ I. TURNING (SINGLE-POINT) A. CUTTING SPEED (SURFACE FEET PER MINUTE) S.F.M. = R.P.M. X CUT Ø/3.82 - OR - S.F.M. = R.P.M. X CUT Ø X 0.262 B. REVOLUTIONS PER MINUTE R.P.M. = S.F.M. X 3.82/CUT Ø - OR - R.P.M. = (S.F.M. /CUT Ø)/0.262 C. FEED RATE (INCHES PER MINUTE) I.P.M. = I.P.R. X R.P.M. D. MATERIAL REMOVAL RATE (CUBIC INCHES PER MINUTE) IN3/MIN = D.O.C. X FEED/REV. X S.F.M. X 12 E. SURFACE FINISH (Ra, µin) Ra = ((FEED RATE2)/(8 X TOOL NOSE RADIUS)) X 317500 F. SURFACE FINISH (RMS, µin) RMS = Ra X 1.11 G. CUTTING TIME (t) t = L.O.C. (IN)/FEED RATE (IN/MIN) H. HORSEPOWER REQUIRED AT MACHINE SPINDLE MOTOR (HPm) 3 HPm = (M.R.R. (IN /MIN) X MAT’L POWER CONSTANT)/SPINDLE DRIVE EFFICIENCY (%) II. MILLING A. CUTTING SPEED (SURFACE FEET PER MINUTE) S.F.M. = R.P.M. X CUTTER Ø/3.82 - OR - S.F.M. = R.P.M. X CUTTER Ø X 0.262 B. REVOLUTIONS PER MINUTE R.P.M. = S.F.M. X 3.82/CUTTER Ø - OR - R.P.M. = (S.F.M. /CUTTER Ø)/0.262 C. MATERIAL REMOVAL RATE (CUBIC INCHES PER MINUTE) IN3/MIN = D.O.C. X W.O.C. X FEED (IN/MIN) D. CHIP LOAD (FEED PER TOOTH) F.P.T. = I.P.R./# TEETH OR I.P.M./(# TEETH X R.P.M.) Page 1 of 3 TECHNICAL GUIDE – MACHINING FORMULAS _______________________________________________________________ E. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations -

Glossary Definitions
TC 9-524 GLOSSARY ACRONYMS AND ABBREVIATIONS TC - Training Circular sd - small diameter TM - Technical Manual Id - large diameter AR - Army Regulation ID - inside diameter DA - Department of the Army TOS- Intentional Organization for Standardization RPM - revolutions per minute LH - left hand SAE - Society of Automotive Engineers NC - National Coarse SFPM - surface feet per minute NF - National Fine tpf -taper per foot OD - outside diameter tpi taper per inch RH - right hand UNC - Unified National Coarse CS - cutting speed UNF - Unified National Fine AA - aluminum alloys SF -standard form IPM - feed rate in inches per minute Med - medical FPM - feet per minute of workpiece WRPM - revolutions per minute of workpiece pd - pitch diameter FF - fraction of finish tan L - tangent angle formula WW - width of wheel It - length of taper TT - table travel in feet per minute DEFINITIONS abrasive - natural - (sandstone, emery, corundum. accurate - Conforms to a standard or tolerance. diamonds) or artificial (silicon carbide, aluminum oxide) material used for making grinding wheels, Acme thread - A screw thread having a 29 degree sandpaper, abrasive cloth, and lapping compounds. included angle. Used largely for feed and adjusting screws on machine tools. abrasive wheels - Wheels of a hard abrasive, such as Carborundum used for grinding. acute angle - An angle that is less than 90 degrees. Glossary - 1 TC 9-524 adapter - A tool holding device for fitting together automatic stop - A device which may be attached to various types or sizes of cutting tools to make them any of several parts of a machine tool to stop the interchangeable on different machines. -
Cnc Guide Haas Cnc Machine Tools 2021
CNC GUIDE HAAS CNC MACHINE TOOLS 2021 THE INDUSTRY’S MOST COST-EFFECTIVE TECHNOLOGY ISSUE No- 7 4 VERTICALS SUPER SPEED VMC ST-10 TURNING CENTRE 6 NEXT GENERATION COMPACT CNC LATHE MODULAR MILL MINI 8 COMPACT VMC 10 TOOLROOM MILLS 15 5-AXIS VERTICALS ST-10 • Max Cut Ø 356 x L 406 mm • Bar Capacity 45 mm 16 • A2-5 Spindle • 6.5” (165 mm) chuck TABLES ROTARY MADE IN USA • 6,000 rpm • 15 hp 20 The all-new USA-made ST-10 CNC Turning Centre features all you need to start turning metal in a compact footprint.. HORIZONTALS 26 The ST-10 CNC Turning Centre has an extra-small footprint with a generous work envelope, offering the best performance for TURNING CENTRES the money – the best value – in its class. It’s the ideal option for a new business, schools and colleges, or to add extra capacity and to free-up existing equipment. 28 TOOLROOM LATHES ✓ START UP If you’re starting-up a new business the ST-10 CNC Turning Centre is the perfect choice. ✓ FREE UP Free-up existing, more expensive machinery to improve efficiency and boost your productivity. 31 ✓ BUILD UP Increase your production capacity and support your business expansion. Y-AXIS LATHES ✓ SECOND OP When you need a second-op machine, or an extra spindle, where space is limited. 32 2 www.haas.co.uk ☎ 01603 760539 3 VERTICALS VERTICALS NEXT GEN CONTROL VF-1 VF-2 VF-2YT EXTENDED Y-AXIS • Visual Programming System • Travels 508 x 406 x 508 mm • Travels 762 x 406 x 508 mm • Travels 762 x 508 x 508 mm • Improved Connectivity • 8,100 rpm • 40-Taper • 30 hp • 8,100 rpm • 40-Taper • 30 hp • 8,100 -

Premier Issue
Premier Issue CYCLESTART NEW FROM Welcome to the premier issue of the Haas Journal – our all-new, biannual publication filled with the latest news and information about Haas Automation and Haas products. It’s part magazine, part tech publication, part In this industry, if you’re not moving forward,HAAS you’re falling behind. At Haas, we’re always brochure . and all Haas. innovating and creating new products to help you keep moving forward, and we’ve come up with In these pages, you’ll discover all the cool Haas tech that’s here some pretty cool stuff, lately. Check it out! now, and get a sneak peek at some of the innovative new products and options we have in the pipeline – all designed to make your job easier, and your shop more productive. ALL-NEW EC-400 with Pallet Pool You’ll also learn about all the digital resources Haas has Designed for high-volume production and unattended operation, the all-new available to help you succeed. It’s a brave new digital world out EC-400 is faster, more compact, more rigid, and more capable than ever there, and we want to provide you with the best online resources before. It features a larger work envelope, faster rapids, full 4th-axis pallet indexing, and much better chip management. For extended available in the industry. production and true “lights out” capability, a 6-station pallet pool and high-capacity On the tech side, we’ll show you how the latest features of the tool changers are available. Haas control can help you unlock your machine’s full potential, and provide a roadmap to 5-axis success, in 5 simple steps.