Cogsdill-Burnishing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

ROUTER BIT GEOMETRY Feed the Router Bit in Such a Manner So That in Moving Through the Terms Work It Has a Chance to Bite Or Cut Its Way Freely
Compression Spiral ROUTER BIT GEOMETRY Feed the router bit in such a manner so that in moving through the Terms work it has a chance to bite or cut its way freely. If the feedrate is too Helix Angle- Angle of the cutting flute, it is measured relative to the axis fast, strain and deflection will occur. If it is too slow, friction and of the cutting toot. burning will occur. Both too fast and too slow will decrease its life and cause breakage. Flute Fadeout- The length between the end of the cutting length and the begin of the shank length The router mechanism must be well maintained for any cutting tool to perform properly. Check the collet for wear regularly. Inspect tools for CEL- Cutting edge length. collet marks indicating slipping due to wear or dust build up. Check Shank Length- The length of the cutter shank that can be inserted into spindle on a dial indicator for run-out. Collet and run-out problems cause the collet. premature toot failure and associated production difficulties. Do not use OAL- Overall cutter length. adaptor bushings to reduce size of the collet on a routing or production basis. Tools will not perform properly in bushings over an extended CED- Cutting edge diameter. period of time. Bushings are for prototype, experimentation, test and Shank Diameter- The diameter of the shank to be inserted into the collet. evaluation and not for production. Single Flute Wherever possible, use a coolant when routing. Heat caused by Use for faster feed rates in softer materials. -

SM-140 (Beading Expander)
SM-140 SM-140 SPECIFICATIONS O.D. Ga. Beading Mandrel Reverse Drive Cplg. Expansion Expander No. Square Coupling Hex. Range 2” OD TUBES 10 41633-0010 2-1/2” OD TUBES 3” OD TUBES 11 41633-0011 9/16” 1.700-1.906” 2 3/4” Sq. 42360 14.3mm (43.2-48.4mm) 12 41633-0012 COMBINATION BEADING 13 41633-0013 EXPANDER 10 41634-0010 11 41634-0011 3/4” 2.200-2.440” 2-1/2 3/4” Sq. 42361 19.1mm (55.9-62.0mm) 12 41634-0012 13 41634-0013 10 41359-0010 7/8” 2.700-2.940” 3 11 41359-0011 1” Sq. 42362 22.2mm (68.6-74.7mm) 12 41359-0012 TOOL MAINTENANCE REPLACING BEADING ROLL When replacing Beading Roll, make sure it is installed with the side stamped the word ‘TOP’ or its part no. facing upward. OPERATING INSTRUCTIONS LUBRICATION ! & The tremendous force to simultaneously expand and bead the tubes, results in an ex- SERVICE MANUAL tremely heated tool. This requires a proper schedule of maintenance to lubricate the bear- ings involved to prevent their premature failure. Lubricate the support roll assembly bear- Rev: A, 2/23/2007 ings (key 8 &12) and the front guide roll assembly (key 4) frequently. Apply a good bear- ing grease through the grease fittings provided in parts (key 5, 9 &10). TO REDUCE THE RISK OF INJURY AND EQUIPMENT DAMAGE USER MUST READ AND UNDERSTAND OPERATOR’S MANUAL. Thomas C. Wilson, Inc. Thomas C. Wilson, Inc. 21-11 44th Avenue, Long Island City, New York 11101 21-11 44th Avenue, Long Island City, New York 11101 Tel: (718)729-3360 Fax: (718)361-2872 http://www.tcwilson.com Tel: (718)729-3360 Fax: (718)361-2872 http://www.tcwilson.com 8 E-mail: [email protected] E-mail: [email protected] SM-140 SM-140 SAFETY INSTRUCTIONS TROUBLE-SHOOTING Problem Cause & Solutions ! WARNING! Bead not complete 1. -

Tube Pullers Tube Removal Tools
TUBE PULLERS TUBE REMOVAL TOOLS Pipe Bevelling Machines Pipe Cutting Machines Grinding Machines Pipe Stands and Clamps Pipe Purging Plate Bevellers Heat Exchanger, Boiler & Bundle 3 - ” CONTINUOUS HYDRAULIC TUBE PULLER 8” 4 O.D. PULLING GUN POWERPACK FEATURES : Pulling gun communicates with electric powerpack via 9v DC control. This ensures safety and eliminates the need of electrical cord between pump and gun that other manufacturers provide. In pneumatic version communication is via pneumatic control. Available with a choice of Electric-TPP System or Pneumatic-PPP System for hazardous, explosive working environments. Microprocessor controls on powerpack and gun ensure trouble free life. Removes tube without any damage to tube sheet. Low setup time and ease of operation. High power & High speed automatic cycling, for highest speed of pull available worldwide. Auto switchover from low pressure high flow to high pressure low flow on load and again back to low pressure high flow when load is released. Automatic slow start feature to minimize risk of breaking tubes and to conserve consumables. Compact design of Powerpack and Gun. Interchangeable pulling guns with same Powerpack. 15 ton gun for light duty high speed work, 30 ton gun for heavy duty tube pulling and 45 ton gun for tubes upto 3” O.D. Pulls up to 3” OD tubes continuously, pulls up to 4” O.D. stub. Low maintenance cost and worldwide availability of components. Significant saving of time and money over conventional systems. Unit is portable with handle and mounted on four wheels for easy handling. Unit will pull tubes continuously through the gun effortlessly, needing only one man for operation. -

Disston-Catalog.Pdf
OUR HAND-MADE HISTORY From the beginning, Henry Disston knew that to compete with the then superior English tools, he would need to make the best saw the world had ever known. That was 1840. With superior manufacturing, a vision for innovation, and an earnestness of spirit, Disston created saws manufactured to usher in a new industrial age. Today, Disston is a global manufacturer of hole saws, bandsaw blades, jig saw blades, reciprocating saw blades, drill bits, and other hand and power tool related accessories for the DIY, contractor and industrial markets. Its domestic operation is a state-of-the-art production facility in South Deerfield, MA. The company also operates fabrication and production enterprises overseas. Disston’s international manufacturing and distribution capabilities combined with its history and tradition as a brand leader in the tool category for over 165 years provide its customers the optimum blend of value, performance and integrity. HOLE SAWS page Blu-Mol® Xtreme Bi-Metal Hole Saws ........................................E3 Table of Blu-Mol® Xtreme Merchandiser / Display Line ...........................E4 Blu-Mol® Xtreme Hole Saw Kits .................................................E4 Contents Blu-Mol® Bi-Metal Hole Saws ....................................................E5 Blu-Mol® Merchandiser / Display Line ........................................E6 Blu-Mol® Hole Saw Kits .............................................................E6 Blu-Mol® Sheet Metal Hole Saws ..............................................E7 -
Klik® Rivet-Nuts
MarsonMarson Rivets,Rivets, InsertsInserts && InstallationInstallation ToolsTools Table of Contents Introduction ......................................................................................................2 General Information.......................................................................................3 Design Information.........................................................................................4 Steel Rivets.........................................................................................................5 Aluminum Rivets .............................................................................................6 Aluminum/Steel Rivets..................................................................................7 Stainless Rivets.................................................................................................8 Stainless/Steel Rivets .....................................................................................9 Closed-End Rivets .........................................................................................10 Multi-Grip Rivets............................................................................................11 Copper/Brass Rivets .....................................................................................12 Alcoa Fastening Systems (AFS) offers the broadest line of Copper/Steel Rivets......................................................................................12 blind fasteners for industrial and automotive applications in the industry. -

Tube Service Tools Tube
Tube Service Tools Power Tools Sales & Service Centers AIRETOOL TUBE SERVICE TOOLS Please note that all locations may not service all products. Please contact the nearest Apex Tool Group Sales & Service Center for the appropriate facility to handle your service requirements. DETROIT, MICHIGAN YORK, PENNSylVANIA ENGLAND INDIA Apex Tool Group Apex Tool Group Apex Tool Group Apex Power Tools India Sales & Service Center Sales & Service Center GmbH & Co. OHG Private Limited 2630 Superior Court York Service Center C/O Spline Gauges Gala No. 1, Plot No. 5 Auburn Hills, MI 48326 3990 E. Market Street Piccadilly, Tamworth, S. No. 234, 235 & 245 Tel: (248) 393 5640 York, PA 17402 Staffordshire B78 2ER Indialand Global Fax: (248) 391 6295 Tel: (717) 755 2933 United Kingdom Industrial Park Fax: (717) 757 5063 Tel: +44 1827 8741 28 Taluka-Mulsi, Phase I HOUSTON, TEXAS Fax: +44 1827 8741 28 Hinjawadi, Pune 411057 Apex Tool Group BRAZIL Maharashtra, India Sales & Service Center Apex Tool Group FRANCE 6550 West Sam Houston Sales & Service Center Apex Tool Group SNC MEXICO Parkway North, Suite 200 Av. Liberdade, 4055 25 rue Maurice Chevalier Apex Tool Group México, Houston, TX 77041 Zona Industrial - Iporanga B. P. 28 S. de R.L. de C.V. Tel: (713) 849 2364 18087-170 Sorocaba 77831 Ozoir-la-Ferrière Cedex Vialidad El Pueblito #103 Fax: (713) 849 2047 SP Brazil France Parque Industrial Querétaro Tel: +55 15 2383929 Tel: +33 1 64 43 22 00 Querétaro, QRO 76220 LEXINGTON, SC Fax: +55 15 2383260 Fax: +33 1 64 43 17 17 Mexico Apex Tool Group Tel: +52 (442) 211 3800 670 Industrial Drive CANADA GERMANY Fax: +52 (442) 103 0443 Lexington, SC 29072 Apex Tool Group Apex Tool Group Tel: (800) 845 5629 Sales & Service Center GmbH & Co. -

Hole Saw and Mandrel Assembly
Europaisches Patentamt 19 J) European Patent Office Office europeen des brevets (Tj) Publication number : 0 455 420 A2 12 EUROPEAN PATENT APPLICATION (2?) Application number : 91303751.1 (a) Int. CI.5 : B23B 51/04 (2) Date of filing : 25.04.91 (So) Priority : 04.05.90 US 532527 (72) Inventor : Cain, William 100 Brookside Road Orange, Massachusetts 01364 (US) (43) Date of publication of application : Inventor : Emond, Ernest 06.11.91 Bulletin 91/45 28 River Road Millers Falls, Massachusetts 01349 (US) Karl @ Designated Contracting States : Inventor : Glawischnig, DE FR GB IT SE 98 Shelburne Center Road Shelburne Falls, Massachusetts 01370 (US) Inventor : Grant, Robert @ Applicant : RULE INDUSTRIES, INC. 31 Columbian Avenue 70 Blanchard Road Athol, Massachusetts 01331 (US) Burlington, MA 01803 (US) @) Representative : Woodward, John Calvin et al VENNER SHIPLEY & CO. 368 City Road London EC1V 2 OA (GB) (54) Hole saw and mandrel assembly. (57) A one piece hole saw assembly with mandrel permanently affixed to the hole saw cup. The mandrel contains a hollow shaft, a locking flange and reinforcing flange which are integ- rally formed as by machining. The locking flange of the mandrel mates with a locking hole or slot in the top surface of the hole saw cup. The reinforcing flange on the mandrel is welded during manufacture to the top surface of the hole saw cup. A pilot drill bit is inserted into the shaft core and welded to the shaft. The resulting product is a one piece hole saw assembly inten- ded for use by simple insertion of the mandrel or shaft end of the pilot drill into the chuck of a conventional electric drill. -

Milling Speeds & Feeds
MADE IN USA MILLING SPEEDS & FEEDS Carbide Tipped Speeds & feeds are starting recommendations only. Factors such as machine, fixture and tooling rigidity, horsepower available, coolant application and others will affect the performance significantly. Please read machine operators instructions and use all safety shields and glasses before performing these operations. Use these charts for carbide tipped milling cutters. IPT = Inches Per Tooth IPM = Inches Per Minute RPM = Rotations Per Minute SFPM = Surface Feet Per Minute Cutter Diameter = Diameter of the cutter in inches RPM=SFPM*3.82/CUTTER DIAMETER IPM=IPT*RPM*#TEETH APPLICATION - MILLS AND SAWS CLASS OF MATERIAL SURFACE FEET INCHES PER MATERIALS BRINELL PER MINUTE TOOTH (SFPM) (IPT) 30-150* ALUMINUM ALLOY - WROUGHT 1000-2000 .004-.008 (500kg) MAGNESIUM ALLOY 50-90* 750-1500 .004-.008 NON-FERROUS (SOFT) LEAD ALLOY 10-20* 300-1000 .004-.008 NON-METAL AND PLASTIC – 1500-3000 .004-.008 ZINC ALLOY - DIE CAST 80-100 750-1500 .005-.010 ALUMINUM BRONZE 40-175 200-600 .003-.006 BRASS ALLOY - LEADED AND 10-100Rb 400-800 .004-.008 NON-FERROUS FREE CUTTING (HARD) NICKEL SILVER 10-100Rb 200-400 .003-.006 COPPER ALLOY - TOUGH 40-200* 200-500 .004-.008 DUCTILE CAST IRON - AUSTENITIC 120-275 75-150 .002-.004 DUCTILE CAST IRON - FERRITIC 140-270 250-400 .003-.006 DUCTILE CAST IRON - MARTENSITIC 270-400 200-300 .003-.006 CAST IRON GRAY - PEARLITIC 220-320 120-300 .002-.004 GRAY - FERRITIC 110-240 250-425 .003-.006 MALLEABLE CAST IRON - 200-320 130-225 .002-.004 MARTENSITIC LOW AND MEDIUM CARBON STEEL -

Machining of Aluminum and Aluminum Alloys / 763
ASM Handbook, Volume 16: Machining Copyright © 1989 ASM International® ASM Handbook Committee, p 761-804 All rights reserved. DOI: 10.1361/asmhba0002184 www.asminternational.org MachJning of Aluminum and AlumJnum Alloys ALUMINUM ALLOYS can be ma- -r.. _ . lul Tools with small rake angles can normally chined rapidly and economically. Because be used with little danger of burring the part ," ,' ,,'7.,','_ ' , '~: £,~ " ~ ! f / "' " of their complex metallurgical structure, or of developing buildup on the cutting their machining characteristics are superior ,, A edges of tools. Alloys having silicon as the to those of pure aluminum. major alloying element require tools with The microconstituents present in alumi- larger rake angles, and they are more eco- num alloys have important effects on ma- nomically machined at lower speeds and chining characteristics. Nonabrasive con- feeds. stituents have a beneficial effect, and ,o IIR Wrought Alloys. Most wrought alumi- insoluble abrasive constituents exert a det- num alloys have excellent machining char- rimental effect on tool life and surface qual- acteristics; several are well suited to multi- ity. Constituents that are insoluble but soft B pie-operation machining. A thorough and nonabrasive are beneficial because they e,,{' , understanding of tool designs and machin- assist in chip breakage; such constituents s,~ ,.t ing practices is essential for full utilization are purposely added in formulating high- of the free-machining qualities of aluminum strength free-cutting alloys for processing in alloys. high-speed automatic bar and chucking ma- Strain-hardenable alloys (including chines. " ~ ~p /"~ commercially pure aluminum) contain no In general, the softer ailoys~and, to a alloying elements that would render them lesser extent, some of the harder al- c • o c hardenable by solution heat treatment and ,p loys--are likely to form a built-up edge on precipitation, but they can be strengthened the cutting lip of the tool. -

BAND SAW BLADES Welcome to ARNTZ Your Cutting Expert for the Entire World of Metals
2021 Edition FactBook BAND SAW BLADES Welcome to ARNTZ Your cutting expert for the entire world of metals. 225 years of manufacturing, 225 years of tools, 225 years of passion: We are proudly looking back on a long tradition while facing the future with excitement. Complex materials are opening up new markets and alloys are developing along with higher requirements of their products behind. This requires new and innovative cutting solutions. Our specialists are being challenged with the demands of many different markets – daily. We are familiar with the materials and their cross sections – over all industries and down to the detail. Our operational structures allow us to quickly and indivi- dually address the individual need of our customers and develop optimal solutions close to you. We will assist you from the first question up to fine-tuning. Even at your site if required. Saw blades from ARNTZ are high-performance tools – economical, precise and perfectly matched to the relevant application. Our actions are guided by our high quality standards and our passion for what we do. We deliver sawing technology „Made in Germany“ that you can depend on worldwide – promised ! Innovative cutting technology. Optimized operating processes and certified quality Our experienced service technicians provide in-depth expert controls are the foundation of ARNTZ’s high-end saw knowledge that has been adapted to fit your exact require- blades. Every single step in the production process goes ments. Alongside telephone assistance and on-site support, through our multilayered control system to guarantee we also offer training modules targeted to your require- our quality standards. -
Common Machining Formulas
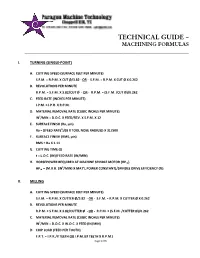
TECHNICAL GUIDE – MACHINING FORMULAS _______________________________________________________________ I. TURNING (SINGLE-POINT) A. CUTTING SPEED (SURFACE FEET PER MINUTE) S.F.M. = R.P.M. X CUT Ø/3.82 - OR - S.F.M. = R.P.M. X CUT Ø X 0.262 B. REVOLUTIONS PER MINUTE R.P.M. = S.F.M. X 3.82/CUT Ø - OR - R.P.M. = (S.F.M. /CUT Ø)/0.262 C. FEED RATE (INCHES PER MINUTE) I.P.M. = I.P.R. X R.P.M. D. MATERIAL REMOVAL RATE (CUBIC INCHES PER MINUTE) IN3/MIN = D.O.C. X FEED/REV. X S.F.M. X 12 E. SURFACE FINISH (Ra, µin) Ra = ((FEED RATE2)/(8 X TOOL NOSE RADIUS)) X 317500 F. SURFACE FINISH (RMS, µin) RMS = Ra X 1.11 G. CUTTING TIME (t) t = L.O.C. (IN)/FEED RATE (IN/MIN) H. HORSEPOWER REQUIRED AT MACHINE SPINDLE MOTOR (HPm) 3 HPm = (M.R.R. (IN /MIN) X MAT’L POWER CONSTANT)/SPINDLE DRIVE EFFICIENCY (%) II. MILLING A. CUTTING SPEED (SURFACE FEET PER MINUTE) S.F.M. = R.P.M. X CUTTER Ø/3.82 - OR - S.F.M. = R.P.M. X CUTTER Ø X 0.262 B. REVOLUTIONS PER MINUTE R.P.M. = S.F.M. X 3.82/CUTTER Ø - OR - R.P.M. = (S.F.M. /CUTTER Ø)/0.262 C. MATERIAL REMOVAL RATE (CUBIC INCHES PER MINUTE) IN3/MIN = D.O.C. X W.O.C. X FEED (IN/MIN) D. CHIP LOAD (FEED PER TOOTH) F.P.T. = I.P.R./# TEETH OR I.P.M./(# TEETH X R.P.M.) Page 1 of 3 TECHNICAL GUIDE – MACHINING FORMULAS _______________________________________________________________ E. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations