ENGINEERING HANDBOOK Steelmaking: Materials, Attributes, and Manufacturing Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Distal Radius System 2.5
PRODUCT INFORMATION Distal Radius System 2.5 APTUS® Wrist 2 | Distal Radius System 2.5 Contents 3 A New Generation of Radius Plates 4 One System for Primary and Secondary Reconstruction 6 ADAPTIVE II Distal Radius Plates 8 FPL Plates 10 Hook Plates 11 Lunate Facet Plates 12 Rim Plates 13 Fracture Plates 14 Correction Plates 15 Volar Frame Plates 16 Extra-Articular Plates 17 Small Fragment Plates 18 Dorsal Frame Plates 19 XL Plates 20 Distal Ulna Plates 21 Fracture Treatment Concept 22 Technology, Biomechanics, Screw Features 24 Precisely Guided Screw Placement 25 Instrument for Reconstruction of the Volar Tilt 26 Storage 27 Overview Screw Trajectories 29 Ordering Information 47 Bibliography For further information regarding the APTUS product line visit: www.medartis.com Medartis, APTUS, MODUS, TriLock, HexaDrive and SpeedTip are registered trademarks of Medartis AG / Medartis Holding AG, 4057 Basel, Switzerland www.medartis.com Distal Radius System 2.5 | 3 A New Generation of Radius Plates Why is a new generation of radius plates needed? Distal radius fractures are the most common fractures of the stable plate systems have enabled open reduction and inter- upper extremities. The knowledge of these fractures has grown nal fixation to become an established treatment method for enormously over the last years. Treatment concepts have like- intra- and extra-articular distal radius fractures. These sys- wise been refined. It is now generally accepted that the best tems have enabled even severe extension fractures with dor- possible anatomical reconstruction of the radiocarpal joint sal defect zones to be precisely repositioned and treated with (RCJ) and distal radioulnar joint (DRUJ) to produce a func- osteosynthesis via volar access without the need for additional tional outcome is a requirement. -
A Full Range of Ruggedly Built Manual, Pneumatic Vise, Semi-Automatic and Fully Automatic Cold Saws Simply the Best
A full range of ruggedly built manual, pneumatic vise, semi-automatic and fully automatic cold saws Simply the Best Manual Ferrous an Manually operated saw and vise ideal for one-off or short production runs of mild steel, aluminum and tubing. Features: 208/230/460/60/3 Electricals Totally Enclosed Fan-Cooled Motor Enclosed Worm Gear Drive for trouble-free Operation Two Speeds for Versatility Cast Iron Construction Self-Centering Vise with Angle Scale Head Rotates 45 Degrees left and right of Center Flood Coolant System (CS & FHC Models) Mist-matic Coolant System (CA Models) Heavy Duty Sheet Metal Base Adjustable Stock Stop (Models FHC315D & FHC350D only) Serrated Vise Jaws (CS) Tool Kit CA350 Circular Saw Blade Operation and Maintenance Manual Capacity Charts Two (2) Year Limited Warranty CA350 CS350 Optional Equipment: (all models) 4" 4" 4" 4" Adjustable stock stand 3" 3" 3" 3" 2" 2" 2" 2" 5 foot roller stock table 1" 1" 1" 1" 10 foot roller stock table 5"6" 4" 3" 2" 1" 6" 5" 4" 3" 2" 1" 5"6" 4" 3" 2" 1" 6" 5" 4" 3" 2" 1" 90° Round 90° Square/Rectangular 90° Round 90° Square/Rectangular Adjustable stock stop for roller stock table 4" 4" 4" 4" Optional Equipment: (CS350 & CA350 models) 3" 3" 3" 3" 2" 2" 2" 2" Adjustable stock stop 1" 1" 1" 1" 6" 5" 4" 3" 2" 1" 6" 5" 4" 3" 2" 1" 6" 5" 4" 3" 2" 1" 6" 5" 4" 3" 2" 1" Aluminum 90° vise wear plates (CA350) 45° Round 45° Square 45° Round 45° Square Steel 90° vise wear plates (CS350) Diamond shape vise wear plates FHC350D FHC315D 4" 4" Speed change kit 4" 4" 3" 3" 3" 3" Fixture mounting table -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

Ferritic Nitrocarburizing Gears to Increase Wear Resisitance And
Ferritic Nitrocarburizing Gears tOI Increase Wear Resistance and Reduce Distortion Loren ,JI, Epler uaHtygear manufacturing depends on controlled toler- asa gaseous territic nitrocarl:mrizillg process and patented by ances and geometry. As a re ult, ferritic nillocarburizing Lucas Industries in 1961. Lucas demonstrated that they could ha become the heat treat process of choice for many produce surface layers identical to those produced in salt bath gear manufacturers. The primary reason for this are: processes using an endothermic, ammonia-based atmosphere. The process is performed at low temperatures, i.e. less than The process was classified as a "thermochemical susfece critical treatment" that involved !he diffusion of both nitrogenand car- 2. The quench methods increase fatigue strength by up to, L25% bon into the surface of a metal at a temperature below the au tell- without distorting. Ferritlc nitrocarboriziag is used in place ite transforrnation temperature. The process would yield .3 single of carburizing and hardening, carbonitriding, nltriding or in phase epsilon layer with an atomic weight of Fep3' The ingle conjunction wi.th conventional and induction hardening. phase layer makes !:heproduct much more wear resistant than gas 3. h establishes gradient base haronesses, i.e, eliminates egg- or ionnitriding, according to Dawc and Trantner 0). shell effect on TiN, TiAlN,. ere. etc. [II 1982, lronbeund HeatTreat developed Ni.tmwear® using In addition, the process can also be applied to hobs, broaches, similar atmo pheres in a fluidized bed medium. Subsequently. drills and other cutting tools. Jack Ross, owner and founder of lronbound,. patented and HisUJry, Fenitic nitrocarburizing was first established in licensed the process to Dynamic Metal Treating. -
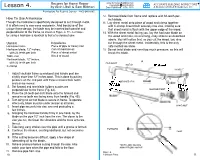
Use a Hacksaw Inch Blade
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

VARIABLE ANGLE LOCKING HAND SYSTEM for Fragment-Specific Fracture Fixation with Variable Angle Locking and Locking Technology
VARIABLE ANGLE LOCKING HAND SYSTEM For fragment-specific fracture fixation with variable angle locking and locking technology SURGICAL TECHNIQUE TABLE OF CONTENTS INTRODUCTION Variable Angle Locking Hand System Overview 2 AO Principles 5 Indications 6 Featured Plates & Technique Highlights 7 Screws in the System 18 Featured Instruments 20 SURGICAL TECHNIQUE Preoperative Planning and Reduction 27 Lag Screw Insertion (Optional) 29 Prepare and Insert Plate 37 Insert Screw 50 Implant Removal 51 PRODUCT INFORMATION Implants 54 Instruments 63 Graphic Cases 70 Set Lists 77 Image intensifier control Variable Angle Locking Hand System Surgical Technique DePuy Synthes Companies VARIABLE ANGLE LOCKING HAND SYSTEM OVERVIEW The DePuy Synthes Variable Angle Locking Hand System consists of plates that are anatomic, procedure-specific, and available in both stainless steel and titanium. The Variable Angle Locking Hand System offers instrumentation to aid in: x fracture reduction x provisional fixation x plate adaptation x construct creation Designed for the Surgeon and Patient A dedicated, global surgeon team was integral to the design of this system through extensive consultation and participation in multiple design labs. Surgeon interviews, design and development meetings, and collaboration with key opinion leaders determined the clinical components necessary for the DePuy Synthes Variable Angle Locking Hand System. DePuy Synthes Companies are dedicated to improving patient care. System Snapshot x Extensive system of anatomically precontoured plates x First to the market with 1.3 mm locking screws for hand plating1 x Forceps that aid in fracture reduction and lag screw application x Forceps that aid in plate fixation x Self-retaining screwdrivers x Plates available in 316L stainless steel and titanium x Color-coded instruments 1DePuy Synthes Companies market analysis of leading orthopaedic companies, conducted May 2015. -

Broaching Solutions for Every Application Hassay Savage Has the Most Comprehensive Program of Standard Broaching Solutions for All Applications
IN THIS BOOK... Hassay Savage PRECISION BROACHES STANDARD & CUSTOM BROACHING SOLUTIONS FOR EVERY APPLICATION Hassay Savage has the most comprehensive program of standard broaching solutions for all applications. We offer Custom Broaching Solutions for all your broaching needs. Let us be your partner in your unique, cutting applications! GMauvaisUSA QUALITY MICRO DRILLS superior precision • quality • consistency The most consistent quality micro drill program in the world, GMauvais has a complete line of HSS-E COBALT and Solid Micro Grain Carbide MICRO Drills. Standard sizes range from .1mm to 3mm, with 1,000 line items in stock. Custom made micro drills for your special application and fast delivery is our specialty. ® UNIQUE ROUND CUTTING TOOLS performance • innovation • specialization The world’s finest Center Drill, NC Spot Drill, Countersink, Multi-V, Micro Reaming and End Mill Cutting Tools for your most challenging cutting tool applications. We hope you enjoy using our outstanding collection of the finest cutting tools for virtually every cutting application. Hassay Savage Company • 3 Great Programs, One Great Company! Hassay Savage Let us be your partner in unique cutting applications! www.hassay-savage.com 6130 6220 6230 1100 3200 TM GMauvaisUSA TM GMA HaASSuAY SAvVAGaE COiMPsANYUSA A HASSAY SAVAGE COMPANY 5140 3100 5100 6140 6120 NEW Items for 2017 6100 6200º www.hassay-savage.com Unique, Precision NEW Items for 2017 Cutting Tools! NEW 8760 Series Blind Hole Reamers w/Coolant www.hassay-savage.com What is Broaching? Broaching is a progressive metal-cutting process which incorporates a series of roughing, semi-finishing, and finishing teeth designed to remove successive portions of stock as the tool moves through or across a workpiece in a one-pass linear operation. -

Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp
Carbonitriding and Hard Shot Peening for High-Strength Gears Yoshihisa Miwa, Masayuki Suzawa, Yukio Arimi, Yoshihiko Kojima, and Katsunori Nishimura Mazda Motor Corp. ABSTRACT CUE HARONESS HARONESS CUE OEtrM A new process for manufacturing high- OISTRIBUTION --E CORE HARONESS strength gears has been developed to meet the requirement of automobile transmission minia- r turization. The points of the process are to GRAIN SIZE increase the shot peening intensity and to MICROSTRUCTURE perform optimal control of the initial (before FATIGUE CARBIOES shot peening) microstructure by heat treatment STREMGTH MON-MARTEMSITIC corresponding with the peening intensity in OEFEtTS -r SURFACEUOU-METALLIC LAYER order to obtain higher residual compressive IuCLUSlONS stress. INTERGRANULAR i TOUGHMESS The new process, named Carbonitriding and Hard Shot Peening in Mazda, brings a much RESlOUAL COYIRESIVE STRESS higher fatigue strength than the one obtained by the conventional carburizing and shot peening process. Fig. 1 METALLURGICAL FACTORS AFFECTING ON THE FATIGUE STRENGTH OF GEARS 1. Introduction A higher drivability, stability in therefore, it is necessary to set a suitable driving, and fuel efficiency are required for i~ardnessdistribution by heat treatment using automobiles and the new systems to meet these clean material. However, in order to augment requirements have been developed. This can the fatigue strength furthermore, it is nec- be seen, for example, in multi-valve system, essary to make use of residual compressive super charging in engines, 4 WD or 4 WS, etc. stress more positively. In addition, the height of engine hood has For enlargement of the residual compressive been lowered in body designing for reducing stress, it is most effective to increase the air resistance. -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -

Power Brush Catalog.Pdf
POWER BRUSHES POWER BRUSHES CHOOSE QUALITY Superior construction, the highest quality materials, state of the art manufacturing, and exacting quality standards WHY WEILER deliver the most consistent brush performance. Each Weiler brush is designed to provide the best performance at the lowest cost-of-use. That's why we re-engineered our 4" stringer bead brush to deliver MAXimum impact, letting the wire do the work. Our beefed up Roughneck® Max brush delivers up to BONDED ABRASIVES twice the life. Combine that with the hardest, strongest wire and an improved knot design to MAXimize cleaning power and you have a brush that you can trust when your name is on the line. Technical Information .................................................... 48-56 Knot Wire Wheels ........................................................... 57-63 Weld Cleaning Brushes ................................................. 62-63 Crimped Wire Wheels .................................................... 64-71 COATED ABRASIVES Nylon & Tampico Wheels ...................................................72 Cup Brushes .................................................................... 73-75 Stem-Mounted End Brushes ......................................... 76-79 Crosshole Deburring Brushes ............................................80 Power & Hand Tube Brushes ....................................... 81-85 Crossflex Honing Brushes ............................................. 86-89 Miniature Brushes .......................................................... 90-91 Non-Sparking -

Non-Ferrous Manual Cold Saw Models: J-CK350-2, J-CK350-4
Operating Instructions and Parts Manual Non-Ferrous Manual Cold Saw Models: J-CK350-2, J-CK350-4 WALTER MEIER (Manufacturing) Inc. 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-414203 Ph.: 800-274-6848 Revision B 02/2011 www.waltermeier.com Copyright © 2011 Walter Meier (Manufacturing) Inc. Warranty and Service Walter Meier (Manufacturing) Inc., warrants every product it sells. If one of our tools needs service or repair, one of our Authorized Service Centers located throughout the United States can give you quick service. In most cases, any of these Walter Meier Authorized Service Centers can authorize warranty repair, assist you in obtaining parts, or perform routine maintenance and major repair on your JET® tools. For the name of an Authorized Service Center in your area call 1-800-274-6848. MORE INFORMATION Walter Meier is consistently adding new products to the line. For complete, up-to-date product information, check with your local WMH Tool Group distributor, or visit waltermeier.com. WARRANTY JET products carry a limited warranty which varies in duration based upon the product (MW stands for Metalworking, WW stands for Woodworking). WHAT IS COVERED? This warranty covers any defects in workmanship or materials subject to the exceptions stated below. Cutting tools, abrasives and other consumables are excluded from warranty coverage. WHO IS COVERED? This warranty covers only the initial purchaser of the product. WHAT IS THE PERIOD OF COVERAGE? The general JET warranty lasts for the time period specified in the product literature of each product. WHAT IS NOT COVERED? Five Year and Lifetime Warranties do not cover products used for commercial, industrial or educational purposes. -

ROLLING of METAL (Auxiliary Operations Used in Connection With
CPC - B21B - 2017.08 B21B ROLLING OF METAL (auxiliary operations used in connection with metal- working operations covered in B21, see B21C; bending by rolling B21D; manufacture of particular objects, e.g. screws, wheels, rings, barrels, balls, by rolling B21H; pressure welding by means of a rolling mill B23K 20/04) Definition statement This place covers: Methods and devices for rolling of metal. Rolling is a metal forming process in which metal is passed through a pair of rotating rolls for plastic deformation of the metall. Rolling is classified according to the temperature of the metal rolled. If the temperature of the metal is above its recrystallization temperature, then the process is termed as hot rolling. If the temperature of the metal is below its recrystallization temperature, the process is termed as cold rolling. A rolling mill is a machine for plastic deformation of metal between rotating rolls. In a broader sense, a rolling mill is an automatic system or line of machines that performs both rolling and auxiliary operations: transport of the original billet from the stock to the heating furnaces and the mill rolls, transfer of the rolled material from one groove to another, turning, transport of the metal after rolling, cutting into sections, marking or stamping, trimming, packing, and conveyance to the stock of finished product. This subclass includes the following main groups: Rolling of metal in general: • Methods or devices in general B21B 1/00, B21B 11/00 - B21B 13/00 • Control B21B 37/00 • Measuring B21B 38/00 • Operation B21B 35/00, B21B 39/00, B21B 41/00 • Details of rolling mills B21B 27/00, B21B 29/00, B21B 31/00 • Maintenance of rolling rolls B21B 28/00 • Safety devices B21B 33/00 • Cooling beds and accessories B21B 43/00 Rolling of special formats: • tube rolling B21B 17/00, B21B 19/00, B21B 23/00 1 B21B (continued) CPC - B21B - 2017.08 • accessories for tube rolling B21B 25/00 • Extending closed shapes of metal bands B21B 5/00 Rolling of special alloys: B21B 3/00 Rolling of metal under special conditions (e.g.