Effective Gold Recovery from Near-Surface Oxide Zone Using Reductive Microwave Roasting and Magnetic Separation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Metal Extraction Processes for Electronic Waste and Existing Industrial Routes: a Review and Australian Perspective
Resources 2014, 3, 152-179; doi:10.3390/resources3010152 OPEN ACCESS resources ISSN 2079-9276 www.mdpi.com/journal/resources Review Metal Extraction Processes for Electronic Waste and Existing Industrial Routes: A Review and Australian Perspective Abdul Khaliq, Muhammad Akbar Rhamdhani *, Geoffrey Brooks and Syed Masood Faculty of Science, Engineering and Technology, Swinburne University of Technology, Hawthorn, VIC 3122, Australia; E-Mails: [email protected] (A.K.); [email protected] (G.B.); [email protected] (S.M.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +61-3-9214-8528; Fax: +61-3-9214-8264. Received: 11 December 2013; in revised form: 24 January 2014 / Accepted: 5 February 2014 / Published: 19 February 2014 Abstract: The useful life of electrical and electronic equipment (EEE) has been shortened as a consequence of the advancement in technology and change in consumer patterns. This has resulted in the generation of large quantities of electronic waste (e-waste) that needs to be managed. The handling of e-waste including combustion in incinerators, disposing in landfill or exporting overseas is no longer permitted due to environmental pollution and global legislations. Additionally, the presence of precious metals (PMs) makes e-waste recycling attractive economically. In this paper, current metallurgical processes for the extraction of metals from e-waste, including existing industrial routes, are reviewed. In the first part of this paper, the definition, composition and classifications of e-wastes are described. In the second part, separation of metals from e-waste using mechanical processing, hydrometallurgical and pyrometallurgical routes are critically analyzed. -
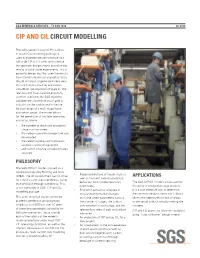
Cip and Cil Circuit Modelling
SGS MINERALS SERVICES – T3 SGS 1338 02-2014 CIP AND CIL CIRCUIT MODELLING The SGS carbon-in-pulp (CIP) / carbon- in-leach (CIL) modelling package is used to estimate the performance of a full-scale CIP or CIL plant and to derive the optimum design criteria based on the results of small scale experiments. It is a powerful design tool that uses the results from standard leach and adsorption tests (bottle roll tests) to generate kinetic data that are fitted to leaching and carbon adsorbtion rate equations (Figure 2). The rate data and mass balance equations are then applied to the SGS model to calculate the concentrations of gold in solution, on the carbon and in the ore for each stage of a multi-stage leach- adsorbtion circuit. The model allows for the generation of multiple operating scenarios, where • the number of leach and adsorption stages can be varied, • the carbon concentration per tank can be adjusted, • the carbon loading and final barren solutions can be manipulated, • and carbon advance and elution rates adjusted. PHILOSOPHY The SGS CIP/CIL model is based on a model developed by Fleming and Nicol • Robust predictions of steady state as (1984). The philosophy then was to strive APPLICATIONS well as transient carbon adsorption for simplicity and user-friendliness, rather behaviour from simple laboratory The SGS CIP/CIL model can be used for than precision through complexity. This batch tests, feasibility or production stage projects. is still true today in SGS‘ CIP and CIL • Economic sensitivity analyses of It is a cost effective way to determine modelling package. -

Principles of Extractive Metallurgy Lectures Note
PRINCIPLES OF EXTRACTIVE METALLURGY B.TECH, 3RD SEMESTER LECTURES NOTE BY SAGAR NAYAK DR. KALI CHARAN SABAT DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING PARALA MAHARAJA ENGINEERING COLLEGE, BERHAMPUR DISCLAIMER This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the author for their respective teaching assignments as an additional tool for the teaching-learning process. Various sources as mentioned at the reference of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective author or institutions. Further, this document is not intended to be used for commercial purpose and the faculty is not accountable for any issues, legal or otherwise, arising out of use of this document. The committee faculty members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. BPUT SYLLABUS PRINCIPLES OF EXTRACTIVE METALLURGY (3-1-0) MODULE I (14 HOURS) Unit processes in Pyro metallurgy: Calcination and roasting, sintering, smelting, converting, reduction, smelting-reduction, Metallothermic and hydrogen reduction; distillation and other physical and chemical refining methods: Fire refining, Zone refining, Liquation and Cupellation. Small problems related to pyro metallurgy. MODULE II (14 HOURS) Unit processes in Hydrometallurgy: Leaching practice: In situ leaching, Dump and heap leaching, Percolation leaching, Agitation leaching, Purification of leach liquor, Kinetics of Leaching; Bio- leaching: Recovery of metals from Leach liquor by Solvent Extraction, Ion exchange , Precipitation and Cementation process. -

Understanding Fluid–Rock Interactions and Lixiviant/Oxidant Behaviour for the In-Situ Recovery of Metals from Deep Ore Bodies
School of Earth and Planetary Science Department of Applied Geology Understanding Fluid–Rock Interactions and Lixiviant/Oxidant Behaviour for the In-situ Recovery of Metals from Deep Ore Bodies Tania Marcela Hidalgo Rosero This thesis is presented for the degree of Doctor of Philosophy of Curtin University February 2020 1 Declaration __________________________________________________________________________ Declaration To the best of my knowledge and belief, I declare that this work of thesis contains no material published by any other person, except where due acknowledgements have been made. This thesis contains no material which has been accepted for the award of any other degree or diploma in any university. Tania Marcela Hidalgo Rosero Date: 28/01/2020 2 Abstract __________________________________________________________________________ Abstract In-situ recovery (ISR) processing has been recognised as a possible alternative to open- pit mining, especially for low-grade resources. In ISR, the fluid–rock interaction between the target ore and the lixiviant results in valuable- (and gangue-) metal dissolution. This interaction is achieved by the injection and recovery of fluid by means of strategically positioned wells. Although the application of ISR has become more common (ISR remains the preferential processing technique for uranium and has been applied in pilot programs for treating oxide zones in copper deposits), its application to hard-rock refractory and low-grade copper-sulfide deposits is still under development. This research is focused on the possible application of ISR to primary copper sulfides usually found as deep ores. Lixiviant/oxidant selection is an important aspect to consider during planning and operation in the ISR of copper-sulfide ores. -
Characterization of Soils A,\?) Saprolites from the Piedmont Region for M7aste Disposal Purposes
CHARACTERIZATION OF SOILS A,\?) SAPROLITES FROM THE PIEDMONT REGION FOR M7ASTE DISPOSAL PURPOSES Aziz Amoozegar, Philip J. Schoeneberger , and Michael J. Vepraskas Soil Science Department Agricultural Research Service College of Agriculture and Life Sciences North Carolina State University Raleigh, North Carolina 27695-7619 The activities on which this report is based were financed in part by the United States Department of the Interior, U. S. Geological Survey, through the Water Resources Research Institute of the University of North Carolina. Contents of this publication do not necessarily reflect the views and policies of the United States Department of the Interior, nor does mention of trade names or commercial products constitute their endorsement by the United States Government. Also, the use of trade names does not imply endorsement by the North Carolina Agricultural Research Service of the products named nor criticism of similar ones not mentioned. Agreement No. 14-08-0001-G1580 UWProject Number 70091 USGS Project No. 02(FY88) ACKNOWLEDGMENT Special recognition should be given to Ms. Barbara Pitman, former Agricultural Research Technician, Soil Science Department, who devoted long hours conducting the laboratory solute flow experiments and assisted with other field and laboratory investigations in this project. Thanks to Mr. Stewart J. Starr, College of Agriculture and Life Sciences, for providing land on Unit 1 Research Farm and for his patience with our research program. Appreciation is extended to Mr. Kevin Martin, president of Soil and Environmental Consultants, for his assistance in locating research sites, and to Mr. J. B. Hunt (Oak City Realty) and Mr. S. Dorsett (Dorsett and Associates) for allowing our research team to collect soil samples and conduct research on properties located in Franklin and Orange Counties, respectively. -

Treatment and Microscopy of Gold
TREATMENT AND MICROSCOPY OF GOLD AND BASE METAL ORES. (Script with Sketches & Tables) Short Course by R. W. Lehne April 2006 www.isogyre.com Geneva University, Department of Mineralogy CONTENTS (Script) page 1. Gold ores and their metallurgical treatment 2 1.1 Gravity processes 2 1.2 Amalgamation 2 1.3 Flotation and subsequent processes 2 1.4 Leaching processes 3 1.5 Gold extraction processes 4 1.6 Cyanide leaching vs. thio-compound leaching 5 2. Microscopy of gold ores and treatment products 5 2.1 Tasks and problems of microscopical investigations 5 2.2 Microscopy of selected gold ores and products 6 (practical exercises) 3. Base metal ores and their beneficiation 7 3.1 Flotation 7 3.2 Development of the flotation process 7 3.3 Principles and mechanisms of flotation 7 3.4 Column flotation 9 3.5 Hydrometallurgy 10 4. Microscopy of base metal ores and milling products 10 4.1 Specific tasks of microscopical investigations 11 4.2 Microscopy of selected base metal ores and milling products 13 (practical exercises) 5. Selected bibliography 14 (Sketches & Tables) Different ways of gold concentration 15 Gravity concentration of gold (Agricola) 16 Gravity concentration of gold (“Long Tom”) 17 Shaking table 18 Humphreys spiral concentrator 19 Amalgamating mills (Mexican “arrastra”, Chilean “trapiche”) 20 Pressure oxidation flowsheet 21 Chemical reactions of gold leaching and cementation 22 Cyanide solubilities of selected minerals 23 Heap leaching flowsheet 24 Carbon in pulp process 25 Complexing of gold by thio-compounds 26 Relation gold content / amount of particles in polished section 27 www.isogyre.com Economically important copper minerals 28 Common zinc minerals 29 Selection of flotation reagents 30 Design and function of a flotation cell 31 Column cell flotation 32 Flowsheet of a simple flotation process 33 Flowsheet of a selective Pb-Zn flotation 34 Locking textures 35 2 1. -

Formation of Chrysocolla and Secondary Copper Phosphates in the Highly Weathered Supergene Zones of Some Australian Deposits
Records of the Australian Museum (2001) Vol. 53: 49–56. ISSN 0067-1975 Formation of Chrysocolla and Secondary Copper Phosphates in the Highly Weathered Supergene Zones of Some Australian Deposits MARTIN J. CRANE, JAMES L. SHARPE AND PETER A. WILLIAMS School of Science, University of Western Sydney, Locked Bag 1797, Penrith South DC NSW 1797, Australia [email protected] (corresponding author) ABSTRACT. Intense weathering of copper orebodies in New South Wales and Queensland, Australia has produced an unusual suite of secondary copper minerals comprising chrysocolla, azurite, malachite and the phosphates libethenite and pseudomalachite. The phosphates persist in outcrop and show a marked zoning with libethenite confined to near-surface areas. Abundant chrysocolla is also found in these environments, but never replaces the two secondary phosphates or azurite. This leads to unusual assemblages of secondary copper minerals, that can, however, be explained by equilibrium models. Data from the literature are used to develop a comprehensive geochemical model that describes for the first time the origin and geochemical setting of this style of economically important mineralization. CRANE, MARTIN J., JAMES L. SHARPE & PETER A. WILLIAMS, 2001. Formation of chrysocolla and secondary copper phosphates in the highly weathered supergene zones of some Australian deposits. Records of the Australian Museum 53(1): 49–56. Recent exploitation of oxide copper resources in Australia these deposits are characterized by an abundance of the has enabled us to examine supergene mineral distributions secondary copper phosphates libethenite and pseudo- in several orebodies that have been subjected to intense malachite associated with smaller amounts of cornetite and weathering. -

Production of Gold
Production of Gold Background A feasibility study on the production of gold at a fictitious mine (Moapa mine) in Elko County, Nevada is to be performed. The mine is capable of producing 325,800 tons of high-grade ore per year for 8 years. The deposit contains 0.12 ounces of gold per ton of high-grade ore and can be acquired at a cost of $10 per ton of ore (cost of mining ore at site). A sodium cyanide process is used to extract the gold from the ore, and various other processing techniques are used to produce 99.9% pure gold bullion from the ore. The results of the feasibility study show that the ore can be processed by agitation leaching, which is preferred over heap leaching due to the low recovery associated with the heap leaching technology. The problem is to find the break-even price of gold for this mining operation. The process is currently unprofitable with a gold price around $300 per ounce. Process Description Unit 100 – Size Reduction of Ore The BFD of the overall process is shown in Figure 1. The PFD for Unit 100, shown in Figure 2, is designed to reduce 41.5 tons/hr of gold ore from a feed range of 2- 5” to 160 microns. The mined ore is fed using a Grizzly Feeder, F-101, into a Jaw Crusher, J-101, where 80% of the ore is crushed to 1.75” or smaller. The remaining 20% are recycled back into F-101 (not shown on PFD). The ore is then sent to Screen S-101 where the ore that does not pass through the first deck is sent to the Standard Cone Crusher SC-101. -

Myths and Realities in Artisanal Gold Mining Mercury Contamination
MYTHS AND REALITIES IN ARTISANAL GOLD MINING MERCURY CONTAMINATION by GUSTAVO ANGELOCI SANTOS A THESIS SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF APPLIED SCIENCE in THE FACULTY OF GRADUATE STUDIES (Mining Engineering) THE UNIVERSITY OF BRITISH COLUMBIA (Vancouver) April 2013 © Gustavo Angeloci Santos 2013 ABSTRACT The world faces a major gold rush currently. Worldwide 15 million people work directly in artisanal gold mining in more than 55 countries. The usual method of extraction is amalgamation and cyanidation, or very commonly a combination of both. Significant amounts of contaminants are released to rivers and soil, generating environmental and health concerns. The majority of artisanal miners are involved in micro-mining, but it is believed that the majority of contamination comes from small to large artisanal operations. Larger operations involve less people, but process much more material, re- leasing much more contaminants as well. The present work explains how contamination is generated, through a com- prehensive analysis of the labor division in small-scale mining sites around the world, and also analyses aspects of different intervention approaches. Different approaches are taken by different groups working on the problem around the world. This work evaluates the most common kinds of interven- tion, with special attention to technical and legal aspects in trying to elimi- nate mercury use in gold extraction. The study is conducted by comparing different interventions strategies to evaluate the myths and realities from an engineering perspective. Special attention is paid to the evaluation of alterna- tives to amalgamation process for gold such as intensive cyanidation, borax direct smelting and chlorination. -

Studying of Preliminary Roast and Smelting Gold-Containing Electronic Scrap with Copper Collector
SCIENTIFIC PROCEEDINGS IX INTERNATIONAL CONGRESS "MACHINES, TECHNOLОGIES, MATERIALS" 2012 ISSN 1310-3946 STUDYING OF PRELIMINARY ROAST AND SMELTING GOLD-CONTAINING ELECTRONIC SCRAP WITH COPPER COLLECTOR. Prof. Strizhko L.S., engineer Shigin E.S., engineer Fokin O.A. Abstract: Electronic scrap is valuable type of complex recyclable metallurgical raw. Efficient technology requires complex recovering electronic scrap with extraction ferrous, non-ferrous and precious metals. Requirement of preliminary roast to remove and recycle gases from organic combusting are shown. Optimal parameters of roast has been determined. Keywords: Gold, precious metals, copper, electronic scrap, collector smelting, recycle, roast 1. Introduction. Organic materials (polystyrene, hardened paper, One of mass valuable type of complex recyclable metallurgical polyvinylchloride etc.) make 5-27 % of electronic scrap, according raw is electronic scrap. Total value of obtained electronic scrap in to scrap’s type. Organic materials have to be removed from Russia is millions tons per year now. During conversion to market electronic scrap preliminarily (before melt) due to high speed of economy thousands of unprofitable plants has been stopped and organic materials’ combusting significant amount of obtained gases liquidated in recent years, huge amounts equipment and hardware as well as problem with recovery and cleaning. has been formed, that should be recycled. On the one hand this In connection with the above electronic scrap with precious scrap is damage to environment, and on the other hand it’s very metals is preliminarily treated by roast. valuable recourse, that exceed raw mineral in precious components’ Degree of organic removal from electronic scrap in dependence content. Usage of complex-composition hard-processing electronic of temperature, duration has been studied when research was scrap in metal recycling is increased now. -

The Current Status of Iron Minerals in Indonesia
THE CURRENT STATUS OF IRON MINERALS IN INDONESIA Siti Rochani, Pramusanto, Sariman and Rezky Iriansyah Anugrah R&D Centre for Mineral and Coal Technology Jalan Jenderal Sudirman 623, ph. 022-6030483, fax. 022-6003373, Bandung 40211 email : [email protected], [email protected] [email protected], [email protected] Received : 24 October 2007, first revision : 06 February 2008, second revision : 26 May 2008, accepted : June 2008 ABSTRACT Indonesia has great iron mineral resources, comprising primary iron ore (17 %), iron sand (8 %) and lateritic iron ore (75 %). Nowadays, Indonesia’s primary iron (hematite, magnetite) has not been em- powered yet, due to the scattered area of the resources location. Meanwhile, national iron sand is commonly used for cement industries and its potency has not supported national steel industries yet because of low iron content (45-48 %). However there is an opportunity to be processed by using Ausmelt process technology. At present, lateritic iron ore is being used as coal liquefaction catalyst in the form of limonite, but hydrometallurgy would be a promising solution to beneficiate lateritic iron ore for steel industries. Keywords: primary iron ore, iron sand, lateritic iron ore. potency, resources, reserves. zine; private and government-owned company web 1. INTRODUCTION site; and scientific handbook or literature. Based on the data collected, the next step is arranging Indonesia has great iron mineral resources, com- and analyzing the data to convey the mindset of prising primary iron ore (17 %), iron sand (8 %) Indonesia current iron minerals potency and sug- and lateritic iron ore (75 %). -

Chemical Mass Balance of Calcrete Genesis on the Toledo Granite (Spain)
CHEMICAL GEOLOGY i\mirise ISOTOPE GEOSCIE.\'CE Chemical Geology 170 (2000) 19-35 \vww.elsevirr.coni/locate/chemgeo Chemical mass balance of calcrete genesis on the Toledo granite (Spain) Arnaud Chiquet a. * , Fabric olili b, Bruno Hamelin a, Annie Michard a, miel Nahon a UP O.!+ CEREGE. UiWR 6536. CiYRS/ UttiivrsiiG Ai.r-n-lor.veillr111, SO. 13535 Ai.r-c~ti-Pivi.eiice,cet le.^ Frotlce " CEREGE, UAIR 6336. ORSTOM/ UiiiLw.yi/8 Ai.r-Mntrri/lr 111. BI' SO. 135-35Ai.r-etr-Plvi~rricc~. Cedes 0-3, France Received 15 April 199s; acceptcd 12 Slay I999 Abstract The chernical mass balance of cnlcrete genesis is studied on a typical sequence developed in granite, in the Toledo mountains. Central Spain. Field evidence and petrographic observations indicate that the texture and the bulk volume of the parent rock are strictly preserved all along the studied cnlcrete profile. hlicroscopic observations indicate that the calcitizatinn process starts within the saprolite, superimposed on the usual nieclianisnis of granite weathering: the fresh rock is first weathered to secondary clays. mainly smectites, \vhicli are then pseudoniorphically replaced by calcite. Based on this evidence. chemical inass tiansfers are calculated. assuming ¡so-volume transformation from the parent rock to the calcrete. The mass balance results show the increasing loss of matter due to weathering of the primary phases, from the saprolite towards the calcrete layers higher in the sequence. Zr, Ti or Th, which are classically considered as immobile during weuthering, are also depleted along the profile, especially in the calcrete layer. This results from the prevailing highly alkaline conditions, which could account for the simultaneous precipitation of CaCO, and silicate dissolution.