Metal Extraction Processes for Electronic Waste and Existing Industrial Routes: a Review and Australian Perspective
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Cip and Cil Circuit Modelling
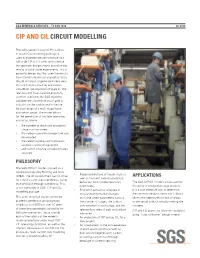
SGS MINERALS SERVICES – T3 SGS 1338 02-2014 CIP AND CIL CIRCUIT MODELLING The SGS carbon-in-pulp (CIP) / carbon- in-leach (CIL) modelling package is used to estimate the performance of a full-scale CIP or CIL plant and to derive the optimum design criteria based on the results of small scale experiments. It is a powerful design tool that uses the results from standard leach and adsorption tests (bottle roll tests) to generate kinetic data that are fitted to leaching and carbon adsorbtion rate equations (Figure 2). The rate data and mass balance equations are then applied to the SGS model to calculate the concentrations of gold in solution, on the carbon and in the ore for each stage of a multi-stage leach- adsorbtion circuit. The model allows for the generation of multiple operating scenarios, where • the number of leach and adsorption stages can be varied, • the carbon concentration per tank can be adjusted, • the carbon loading and final barren solutions can be manipulated, • and carbon advance and elution rates adjusted. PHILOSOPHY The SGS CIP/CIL model is based on a model developed by Fleming and Nicol • Robust predictions of steady state as (1984). The philosophy then was to strive APPLICATIONS well as transient carbon adsorption for simplicity and user-friendliness, rather behaviour from simple laboratory The SGS CIP/CIL model can be used for than precision through complexity. This batch tests, feasibility or production stage projects. is still true today in SGS‘ CIP and CIL • Economic sensitivity analyses of It is a cost effective way to determine modelling package. -

Principles of Extractive Metallurgy Lectures Note
PRINCIPLES OF EXTRACTIVE METALLURGY B.TECH, 3RD SEMESTER LECTURES NOTE BY SAGAR NAYAK DR. KALI CHARAN SABAT DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING PARALA MAHARAJA ENGINEERING COLLEGE, BERHAMPUR DISCLAIMER This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the author for their respective teaching assignments as an additional tool for the teaching-learning process. Various sources as mentioned at the reference of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective author or institutions. Further, this document is not intended to be used for commercial purpose and the faculty is not accountable for any issues, legal or otherwise, arising out of use of this document. The committee faculty members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. BPUT SYLLABUS PRINCIPLES OF EXTRACTIVE METALLURGY (3-1-0) MODULE I (14 HOURS) Unit processes in Pyro metallurgy: Calcination and roasting, sintering, smelting, converting, reduction, smelting-reduction, Metallothermic and hydrogen reduction; distillation and other physical and chemical refining methods: Fire refining, Zone refining, Liquation and Cupellation. Small problems related to pyro metallurgy. MODULE II (14 HOURS) Unit processes in Hydrometallurgy: Leaching practice: In situ leaching, Dump and heap leaching, Percolation leaching, Agitation leaching, Purification of leach liquor, Kinetics of Leaching; Bio- leaching: Recovery of metals from Leach liquor by Solvent Extraction, Ion exchange , Precipitation and Cementation process. -

Effects of Flux Materials on the Fire Assay of Oxide Gold Ores
Effects of Flux Materials on the Fire Assay of Oxide Gold Ores Haluk Ozden Basaran1, Ahmet Turan1,2*, Onuralp Yucel1 1Istanbul Technical University; Chemical Metallurgical Faculty, Department of Metallurgical and Materials Engineering; Maslak, Istanbul, 34469, Turkey 2Yalova University, Yalova Community College, 77100, Yalova, Turkey Abstract: Fire assay is the most accurate and widely used method for the determination of gold, silver and the PGM contents of ores and other solid materials. The technique has three steps; first step is the smelting of charge mixtures which consist of ground ore samples, acidic and basic fluxes, lead oxide and a carbon source. Isolation of precious metals which are collected in metallic lead phase as a result of the reduction of PbO is the second step and it is called cupellation. Obtained precious metals are analyzed by using wet analysis methods such as AAS (Atomic absorption spectrometry) and ICP (Inductively coupled plasma spectrometry) at the last stage. The aim of this study is the investigation of the effects of the acidic flux materials for the fire assay of oxide gold ores. Acidic fluxes, sodium borax decahydrate (Borax, Na2B4O7·10H2O) and quartz (SiO2), were individually and together added to the charge mixtures which contain oxide gold ore samples, sodium carbonate (Na2CO3) and lead oxide with flour as a carbon source. Acidic flux additions were performed in different amounts. Smelting stage of the experiments was conducted at 1100 °C in fire clay crucibles for a reaction time of 60 minutes by using a chamber furnace. After the cupellation step in the chamber furnace, gold containing beads were obtained. -

Production of Gold
Production of Gold Background A feasibility study on the production of gold at a fictitious mine (Moapa mine) in Elko County, Nevada is to be performed. The mine is capable of producing 325,800 tons of high-grade ore per year for 8 years. The deposit contains 0.12 ounces of gold per ton of high-grade ore and can be acquired at a cost of $10 per ton of ore (cost of mining ore at site). A sodium cyanide process is used to extract the gold from the ore, and various other processing techniques are used to produce 99.9% pure gold bullion from the ore. The results of the feasibility study show that the ore can be processed by agitation leaching, which is preferred over heap leaching due to the low recovery associated with the heap leaching technology. The problem is to find the break-even price of gold for this mining operation. The process is currently unprofitable with a gold price around $300 per ounce. Process Description Unit 100 – Size Reduction of Ore The BFD of the overall process is shown in Figure 1. The PFD for Unit 100, shown in Figure 2, is designed to reduce 41.5 tons/hr of gold ore from a feed range of 2- 5” to 160 microns. The mined ore is fed using a Grizzly Feeder, F-101, into a Jaw Crusher, J-101, where 80% of the ore is crushed to 1.75” or smaller. The remaining 20% are recycled back into F-101 (not shown on PFD). The ore is then sent to Screen S-101 where the ore that does not pass through the first deck is sent to the Standard Cone Crusher SC-101. -

Myths and Realities in Artisanal Gold Mining Mercury Contamination
MYTHS AND REALITIES IN ARTISANAL GOLD MINING MERCURY CONTAMINATION by GUSTAVO ANGELOCI SANTOS A THESIS SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF APPLIED SCIENCE in THE FACULTY OF GRADUATE STUDIES (Mining Engineering) THE UNIVERSITY OF BRITISH COLUMBIA (Vancouver) April 2013 © Gustavo Angeloci Santos 2013 ABSTRACT The world faces a major gold rush currently. Worldwide 15 million people work directly in artisanal gold mining in more than 55 countries. The usual method of extraction is amalgamation and cyanidation, or very commonly a combination of both. Significant amounts of contaminants are released to rivers and soil, generating environmental and health concerns. The majority of artisanal miners are involved in micro-mining, but it is believed that the majority of contamination comes from small to large artisanal operations. Larger operations involve less people, but process much more material, re- leasing much more contaminants as well. The present work explains how contamination is generated, through a com- prehensive analysis of the labor division in small-scale mining sites around the world, and also analyses aspects of different intervention approaches. Different approaches are taken by different groups working on the problem around the world. This work evaluates the most common kinds of interven- tion, with special attention to technical and legal aspects in trying to elimi- nate mercury use in gold extraction. The study is conducted by comparing different interventions strategies to evaluate the myths and realities from an engineering perspective. Special attention is paid to the evaluation of alterna- tives to amalgamation process for gold such as intensive cyanidation, borax direct smelting and chlorination. -

Studying of Preliminary Roast and Smelting Gold-Containing Electronic Scrap with Copper Collector
SCIENTIFIC PROCEEDINGS IX INTERNATIONAL CONGRESS "MACHINES, TECHNOLОGIES, MATERIALS" 2012 ISSN 1310-3946 STUDYING OF PRELIMINARY ROAST AND SMELTING GOLD-CONTAINING ELECTRONIC SCRAP WITH COPPER COLLECTOR. Prof. Strizhko L.S., engineer Shigin E.S., engineer Fokin O.A. Abstract: Electronic scrap is valuable type of complex recyclable metallurgical raw. Efficient technology requires complex recovering electronic scrap with extraction ferrous, non-ferrous and precious metals. Requirement of preliminary roast to remove and recycle gases from organic combusting are shown. Optimal parameters of roast has been determined. Keywords: Gold, precious metals, copper, electronic scrap, collector smelting, recycle, roast 1. Introduction. Organic materials (polystyrene, hardened paper, One of mass valuable type of complex recyclable metallurgical polyvinylchloride etc.) make 5-27 % of electronic scrap, according raw is electronic scrap. Total value of obtained electronic scrap in to scrap’s type. Organic materials have to be removed from Russia is millions tons per year now. During conversion to market electronic scrap preliminarily (before melt) due to high speed of economy thousands of unprofitable plants has been stopped and organic materials’ combusting significant amount of obtained gases liquidated in recent years, huge amounts equipment and hardware as well as problem with recovery and cleaning. has been formed, that should be recycled. On the one hand this In connection with the above electronic scrap with precious scrap is damage to environment, and on the other hand it’s very metals is preliminarily treated by roast. valuable recourse, that exceed raw mineral in precious components’ Degree of organic removal from electronic scrap in dependence content. Usage of complex-composition hard-processing electronic of temperature, duration has been studied when research was scrap in metal recycling is increased now. -

Gold Extraction by Chlorination Using a Pyrometallurgical Process
Minerals Engineering 22 (2009) 409–411 Contents lists available at ScienceDirect Minerals Engineering journal homepage: www.elsevier.com/locate/mineng Technical Note Gold extraction by chlorination using a pyrometallurgical process M.W. Ojeda a,*, E. Perino b, M. del C. Ruiz a a Instituto de Investigaciones en Tecnología Química (INTEQUI), Universidad Nacional de San Luis-CONICET, C.C. 290, 5700 San Luis, Argentina b Área de Química Analítica, Universidad Nacional de San Luis, San Luis, Argentina article info abstract Article history: The feasibility to recover the gold present in alluvial material, by means of a chlorination process, using Received 18 October 2007 chlorine as a reactive agent, has been studied. The influence of temperature and reaction time was stud- Accepted 4 September 2008 ied through changes in the reactant solid. The techniques used to characterize the mineral samples and Available online 15 October 2008 the reaction residues were stereomicroscopy, X-ray diffraction, X-ray fluorescence and scanning elec- tronic microscopy. Results indicate that gold extraction is favored by increasing, both, the temperature Keywords: and the reaction time. The best recovery values were of 98.23% at 873 K and 3600 s and of 98.73% at Gold ores 873 K and 5400 s, with very low attack of the matrix containing the metal. The powder of pure gold Pyrometallurgy was not chlorinated at this temperature level. Extractive metallurgy Ó 2008 Elsevier Ltd. All rights reserved. 1. Introduction X-ray fluorescence (XRF), X-ray diffraction (XRD) and scanning electronic microscopy (SEM) techniques. Over the last years, gold recovery has been the central issue in a wide range of studies as a consequence of its high demand and va- 2. -

Nickel Laterite Smelting Processes and Some Examples of Recent Possible Modifications to the Conventional Route
metals Review Nickel Laterite Smelting Processes and Some Examples of Recent Possible Modifications to the Conventional Route Ender Keskinkilic Department of Metallurgical and Materials Engineering, Atilim University, 06830 Ankara, Turkey; [email protected]; Tel.: +90-533-302-9510 Received: 16 July 2019; Accepted: 1 September 2019; Published: 3 September 2019 Abstract: The treatment of laterites has been a research hotspot in extractive metallurgy over the past decades. Industrially, the pyrometallurgical treatment of laterites is mostly accomplished with a well-established method, namely, the rotary kiln–electric arc furnace (RKEF) process, which includes three main operations—calcination, prereduction, and smelting—followed by further refining for the removal of impurities from the raw ferro-nickel. As indicated in many studies of the RKEF process, the major downside of this method is its high energy consumption. Efforts have been made to lower this consumption. Furthermore, several new processes have been proposed. Among these, low-grade ferro-nickel production is regarded as the most widely and industrially used process after traditional RKEF operation. Although not widespread, other alternative processes of industrial scale have been generated since the start of the millennium. Recently, certain innovative processes have been tested either in the laboratory or at pilot-scale. In this paper, a literature review related to the smelting of laterites is made, and an emphasis on new processes and some examples of new developments in the RKEF process are presented. Keywords: laterite; smelting; RKEF process; low-grade ferro-nickel 1. Introduction According to a review published by Diaz et al., oxide-type nickel ores accounted for 64% of land-based nickel ores, but more than 60% of nickel production was based on the matte smelting of sulfide ores in 1988 [1]. -

The Metallurgy of Antimony
Chemie der Erde 72 (2012) S4, 3–8 Contents lists available at SciVerse ScienceDirect Chemie der Erde journal homepage: www.elsevier.de/chemer The metallurgy of antimony Corby G. Anderson ∗ Kroll Institute for Extractive Metallurgy, George S. Ansell Department of Metallurgical and Materials Engineering, Colorado School of Mines, Golden, CO 80401, United States article info abstract Article history: Globally, the primary production of antimony is now isolated to a few countries and is dominated by Received 4 October 2011 China. As such it is currently deemed a critical and strategic material for modern society. The metallurgical Accepted 10 April 2012 principles utilized in antimony production are wide ranging. This paper will outline the mineral pro- cessing, pyrometallurgical, hydrometallurgical and electrometallurgical concepts used in the industrial Keywords: primary production of antimony. As well an overview of the occurrence, reserves, end uses, production, Antimony and quality will be provided. Stibnite © 2012 Elsevier GmbH. All rights reserved. Tetrahedrite Pyrometallurgy Hydrometallurgy Electrometallurgy Mineral processing Extractive metallurgy Production 1. Background bullets and armory. The start of mass production of automobiles gave a further boost to antimony, as it is a major constituent of Antimony is a silvery, white, brittle, crystalline solid that lead-acid batteries. The major use for antimony is now as a trioxide exhibits poor conductivity of electricity and heat. It has an atomic for flame-retardants. number of 51, an atomic weight of 122 and a density of 6.697 kg/m3 ◦ ◦ at 26 C. Antimony metal, also known as ‘regulus’, melts at 630 C 2. Occurrence and mineralogy and boils at 1380 ◦C. -

Lead Dross Bismuth Rich (Updated 15.11.2019).Xlsx 1
Lead Dross, Bismuth Rich Substance Name: Substance Information Page: Lead, dross bismuth rich https://echa.europa.eu/registration-dossier/-/registered-dossier/14687 Legend Decisive substance sameness criterion Indicative substance sameness criterion Substance description: EC description: A scum formed on the surface of molten lead during the process of removing No substance sameness bismuth by the addition of calcium and magnesium. It consists of lead containing calcium and criterion magnesium bismuthides. Original / SIEF description: Lead, dross bismuth rich is formed when calcium and/or magnesium are added to molten lead bullion to remove bismuth. Lead dross, bismuth rich consists of variable amounts of lead, zinc, silver, bismuth and other metals in either alloy form or as compounds such as oxides. Substance Identity EC/list name: Lead, dross, bismuth SMILES: not applicable rich IUPAC name: InChl: not applicable Other names Type of substance: UVCB EC/List no.: 273-792-0 origin: Inorganic CAS no.: 69029-46-5 Molecular formula: not applicable Substance listed SID parameters Sameness criteria Indication of variability (fixed, low or high variation) Sources (input materials) The main starting material is lead, bullion (EC 308-011-5) typically from the primary sector but Low may include lead, bullion produced from non-battery scrap and other secondary sources. The lead, bullion starting material has usually been desilverised via the Parkes Process and dezinced by vacuum distillation, as required); calcium and/or magnesium are added to the molten lead bullion bath. Process The manfacture of 'lead, dross, bismuth rich' relies on the formation of high melting point Fixed intermetallic compounds which have lower density than lead via the Kroll-Betterton process in a refining kettle. -

Metal Losses in Pyrometallurgical Operations - a Review
Advances in Colloid and Interface Science 255 (2018) 47–63 Contents lists available at ScienceDirect Advances in Colloid and Interface Science journal homepage: www.elsevier.com/locate/cis Historical perspective Metal losses in pyrometallurgical operations - A review Inge Bellemans a,⁎, Evelien De Wilde a,b, Nele Moelans c, Kim Verbeken a a Ghent University, Department of Materials, Textiles and Chemical Engineering, Technologiepark 903, B-9052, Zwijnaarde, Ghent, Belgium b Umicore R&D, Kasteelstraat 7, B-2250 Olen, Belgium c KU Leuven, Department of Materials Engineering, Kasteelpark Arenberg 44, bus 2450, B-3001, Heverlee, Leuven, Belgium article info abstract Article history: Nowadays, a higher demand on a lot of metals exists, but the quantity and purity of the ores decreases. The Received 24 October 2016 amount of scrap, on the other hand, increases and thus, recycling becomes more important. Besides recycling, Received in revised 4 August 2017 it is also necessary to improve and optimize existing processes in extractive and recycling metallurgy. One of Accepted 7 August 2017 the main difficulties of the overall-plant recovery are metal losses in slags, in both primary and secondary Available online 10 August 2017 metal production. In general, an increased understanding of the fundamental mechanisms governing these losses could help further improve production efficiencies. This review aims to summarize and evaluate the current sci- Keywords: fi Pyrometallurgy enti c knowledge concerning metal losses and pinpoints the knowledge gaps. Metal losses First, the industrial importance and impact of metal losses in slags will be illustrated by several examples from Slags both ferrous and non-ferrous industries. -
Principles of Extractive Metallurgy
Principles of Extractive Metallurgy by Professor Nosa O. Egiebor Environmental Engineering Program Department of Chemical Engineering Tuskegee University Tuskegee, AL 36088 USA Course Reference Texts Materials for the course were taken from multiple textbook. The main texts include: Principles of Extractive Metallurgy by Terkel Rosenquist; Tapir Academic Press, Trondheim, Norway, 2004. The Chemistry of Gold Extraction (2nd Ed) by John O. Marsden and C. Lain House, SME Littleton, Colorado, USA (2006) Process Selection in Extractive Metallurgy by Peter Hayes, Hayes Publishing Co., Brisbane, Australia (1985) Instructor’s Lecture Notes, Prof. Nosa O. Egiebor (2011) Introduction - Definitions Metallurgy is the science of extracting and refining metals from ores and the compounding of metals to form alloys. Extractive metallurgy is the branch of metallurgical science & engineering which deals with the extraction and refining of metals from ores. An ore is a rock that contains commercially viable amounts of metallic/non-metallic solid minerals. Ores are complex associations of mineral grains A mineral is a chemical compound that constitute a component of an ore, and with its own characteristic chemical composition. Introduction – Types of Ores & Minerals Most metals are combined with other elements to form minerals. Few exist as pure metals. The table below provides examples of the common types of ores with minerals, their chemical formula and Common Names: Native Metals (Can occur as Pure Metals) Silver-(Ag), Gold-(Au), Bismuth-(Bi),