Principles of Extractive Metallurgy
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Back Ground of Gold Leaching Reagent ---Florrea Goldix
SHENYANG FLORREA CHEMICALS CO., LTD 1719, BLD B,Hai‐li‐de Mansion,NO.135,ChangJiang Street, Huanggu District, Shenyang, Liaoning Province, P. R . China Tel: 0086 24 31515191 Mobile: 0086 136 0982 1616 Fax: 0086 24 31513277 Skype: yang(florrea) ISO 9001 Certified NO. : 086911Q E‐mail: [email protected] www.florrea.com MSN: [email protected] ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ BACK GROUND OF GOLD LEACHING REAGENT -----FLORREA GOLDIX 567 (Excellent Cyanide Replacement , Environmentally friendly) Florrea Gold Lixiviant GOLDIX 567‐‐‐ Environmentally friendly Gold Leaching without cyanide. The various oxidized gold ore were leached with various lixiviants and Florrea Goldix 567 is the best lixiviant substitute for cyanide as gold lixiviant at present, meanwhile gole leaching speeds with organic chlorine C was 8 times of that with cyanide Gold cyanidation, also called cyanide leaching, is a metallurgical technique for extracting gold from low‐grade ore by converting the gold to a water soluble coordination complex. It is the most commonly used process for gold extraction. Due to the highly poisonous nature of cyanide, the process is controversial and its usage is banned in a number of countries and territories. It uses cyanide to dissolve the gold within the rock, which, itself, is not soluble in cyanide. The gold is then drawn out in a liquid form that can be treated to remove the cyanide. Almost 90% of all gold extracted commercially is done so by cyanidation. The process has been controversial since its inception due to the poisonous nature of cyanide and the threat it poses to the environment and the people working in the extraction facilities. -

Metal Extraction Processes for Electronic Waste and Existing Industrial Routes: a Review and Australian Perspective
Resources 2014, 3, 152-179; doi:10.3390/resources3010152 OPEN ACCESS resources ISSN 2079-9276 www.mdpi.com/journal/resources Review Metal Extraction Processes for Electronic Waste and Existing Industrial Routes: A Review and Australian Perspective Abdul Khaliq, Muhammad Akbar Rhamdhani *, Geoffrey Brooks and Syed Masood Faculty of Science, Engineering and Technology, Swinburne University of Technology, Hawthorn, VIC 3122, Australia; E-Mails: [email protected] (A.K.); [email protected] (G.B.); [email protected] (S.M.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +61-3-9214-8528; Fax: +61-3-9214-8264. Received: 11 December 2013; in revised form: 24 January 2014 / Accepted: 5 February 2014 / Published: 19 February 2014 Abstract: The useful life of electrical and electronic equipment (EEE) has been shortened as a consequence of the advancement in technology and change in consumer patterns. This has resulted in the generation of large quantities of electronic waste (e-waste) that needs to be managed. The handling of e-waste including combustion in incinerators, disposing in landfill or exporting overseas is no longer permitted due to environmental pollution and global legislations. Additionally, the presence of precious metals (PMs) makes e-waste recycling attractive economically. In this paper, current metallurgical processes for the extraction of metals from e-waste, including existing industrial routes, are reviewed. In the first part of this paper, the definition, composition and classifications of e-wastes are described. In the second part, separation of metals from e-waste using mechanical processing, hydrometallurgical and pyrometallurgical routes are critically analyzed. -
Cip and Cil Circuit Modelling
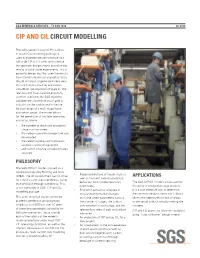
SGS MINERALS SERVICES – T3 SGS 1338 02-2014 CIP AND CIL CIRCUIT MODELLING The SGS carbon-in-pulp (CIP) / carbon- in-leach (CIL) modelling package is used to estimate the performance of a full-scale CIP or CIL plant and to derive the optimum design criteria based on the results of small scale experiments. It is a powerful design tool that uses the results from standard leach and adsorption tests (bottle roll tests) to generate kinetic data that are fitted to leaching and carbon adsorbtion rate equations (Figure 2). The rate data and mass balance equations are then applied to the SGS model to calculate the concentrations of gold in solution, on the carbon and in the ore for each stage of a multi-stage leach- adsorbtion circuit. The model allows for the generation of multiple operating scenarios, where • the number of leach and adsorption stages can be varied, • the carbon concentration per tank can be adjusted, • the carbon loading and final barren solutions can be manipulated, • and carbon advance and elution rates adjusted. PHILOSOPHY The SGS CIP/CIL model is based on a model developed by Fleming and Nicol • Robust predictions of steady state as (1984). The philosophy then was to strive APPLICATIONS well as transient carbon adsorption for simplicity and user-friendliness, rather behaviour from simple laboratory The SGS CIP/CIL model can be used for than precision through complexity. This batch tests, feasibility or production stage projects. is still true today in SGS‘ CIP and CIL • Economic sensitivity analyses of It is a cost effective way to determine modelling package. -

Principles of Extractive Metallurgy Lectures Note
PRINCIPLES OF EXTRACTIVE METALLURGY B.TECH, 3RD SEMESTER LECTURES NOTE BY SAGAR NAYAK DR. KALI CHARAN SABAT DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING PARALA MAHARAJA ENGINEERING COLLEGE, BERHAMPUR DISCLAIMER This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the author for their respective teaching assignments as an additional tool for the teaching-learning process. Various sources as mentioned at the reference of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective author or institutions. Further, this document is not intended to be used for commercial purpose and the faculty is not accountable for any issues, legal or otherwise, arising out of use of this document. The committee faculty members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. BPUT SYLLABUS PRINCIPLES OF EXTRACTIVE METALLURGY (3-1-0) MODULE I (14 HOURS) Unit processes in Pyro metallurgy: Calcination and roasting, sintering, smelting, converting, reduction, smelting-reduction, Metallothermic and hydrogen reduction; distillation and other physical and chemical refining methods: Fire refining, Zone refining, Liquation and Cupellation. Small problems related to pyro metallurgy. MODULE II (14 HOURS) Unit processes in Hydrometallurgy: Leaching practice: In situ leaching, Dump and heap leaching, Percolation leaching, Agitation leaching, Purification of leach liquor, Kinetics of Leaching; Bio- leaching: Recovery of metals from Leach liquor by Solvent Extraction, Ion exchange , Precipitation and Cementation process. -
Background for Nepa Reviewers: Non-Coal Mining Operations
EPA/530//R-95/043 NTIS/PB96/109/103 TECHNICAL DOCUMENT BACKGROUND FOR NEPA REVIEWERS: NON-COAL MINING OPERATIONS December 1994 U.S. Environmental Protection Agency Office of Solid Waste Special Waste Branch 401 M Street, SW Washington, DC 20460 Disclaimer and Acknowledgements This document was prepared by the U.S. Environmental Protection Agency (EPA). The mention of company or product names is not to be considered an endorsement by the U.S. Government or by the EPA. This Technical Document consists of nine sections. The first is EPA's overview of mining and the statutory and regulatory background. That is followed by a description of mining activities and their potential environmental impacts. The remaining sections cover specific environmental concerns, environmental monitoring, and pollution prevention. Also provided are a list of contacts, glossary, and references. This report was distributed for review to the U.S. Department of the Interior's Bureau of Mines, Bureau of Land Management, and National Park Service; the U.S. Department of Agriculture's Forest Service; Western Governors Association; and other industry and public interest groups. The use of the terms "extraction," "beneficiation," and "mineral processing" is not intended to classify any waste stream for the purposes of regulatory interpretation or application. Rather, these terms are used in the context of common industry terminology. Background for NEPA Reviewers TABLE OF CONTENTS Page INTRODUCTION ..................................................................1-1 -

Table of Contents
Table of Contents Preface ........................................... xi Chapter 1. Physical Extraction Operations .................... 1 1.1. Solid-solid and solid-fluid separation operations .............. 1 1.1.1. Flotation ................................... 1 1.1.2. Settling under gravity ........................... 3 1.1.3. Centrifugation ................................ 3 1.1.4. Filtration ................................... 4 1.2. Separation operations of the components of a fluid phase ........ 5 1.2.1. Condensation ................................ 5 1.2.2. Vacuum distillation ............................. 5 1.2.3. Liquation ................................... 6 1.2.4. Distillation .................................. 8 1.2.5. Extractive distillation ........................... 11 1.3. Bibliography ................................... 12 Chapter 2. Hydrometallurgical Operations .................... 15 2.1. Leaching and precipitation operations .................... 15 2.1.1. Leaching and precipitation reactors ................... 15 2.1.2. Continuous stirred tank reactor (CSTR) ................ 18 2.1.3. Models of leaching and precipitation operations ........... 20 2.1.4. Particle-size distribution (PSD) functions ............... 21 2.2. Reactor models based on particle residence time distribution functions ........................................ 24 2.2.1. Performance equations for a single CSTR ............... 24 2.2.2. Performance equations for multistage CSTRs ............. 28 2.3. Reactor models based on the population balance -
Occurrence and Extraction of Metals MODULE - 6 Chemistry of Elements
Occurrence and Extraction of Metals MODULE - 6 Chemistry of Elements 16 Notes OCCURRENCE AND EXTRACTION OF METALS Metals and their alloys are extensively used in our day-to-day life. They are used for making machines, railways, motor vehicles, bridges, buildings, agricultural tools, aircrafts, ships etc. Therefore, production of a variety of metals in large quantities is necessary for the economic growth of a country. Only a few metals such as gold, silver, mercury etc. occur in free state in nature. Most of the other metals, however, occur in the earth's crust in the combined form, i.e., as compounds with different anions such as oxides, sulphides, halides etc. In view of this, the study of recovery of metals from their ores is very important. In this lesson, you shall learn about some of the processes of extraction of metals from their ores, called metallurgical processes. OBJECTIVES After reading this lesson, you will be able to : z differentiate between minerals and ores; z recall the occurrence of metals in native form and in combined form as oxides, sulphides, carbonates and chlorides; z list the names and formulae of some common ores of Na, Al, Sn, Pb ,Ti, Fe, Cu, Ag and Zn; z list the occurrence of minerals of different metals in India; z list different steps involved in the extraction of metals; * An alloy is a material consisting of two or more metals, or a metal and a non-metal. For example, brass is an alloy of copper and zinc; steel is an alloy of iron and carbon. -

Mineral Engineering & Fuel Technology
MINERAL ENGINEERING & FUEL TECHNOLOGY (MME-203) 4th Semester B. Tech Dept. of Metallurgical and Materials Engineering V.S.S.university of Technology , Burla Sambalpur , odisha Person Name Designation Department involved And Email .id Course Gautam Assistant MME coordinator Behera professor [email protected] Course Co- Dinesh Assistant MME coordinator ku professor mishra , [email protected] Course Co- Avala Assistant MME coordinator Lava professor kumar [email protected] Goals of the subject 1-To impart knowledge about Mineral Processing [fundamental knowledge] 2-To teach you to “think” rather than “cook” 3-To encourage you to consider a career path in Mineral Processing Content Introduction to mineral processing(Engineering) Crushing and grinding Size separation methods Concentration methods Agglomeration techniques Fuel technology MODULE -I Introduction to mineral and mineral Engineering Mineral- a substance from which we get metal non metals or any valuables. Mineral Engineering ( branch of mme which deals with study of minerals and its processing )where the minerals is being processed to get a concentrate from which metals are extracted . Flow chat to show the relationship of mineral engineering with mining and extractive metallurgy engineering Subject covers Minerals definition MINERAL : Natural occur inorganic aggregate of metals and non metals . Or Inorganic compound having a definite chemical composition and crystal structure (atomic structure). Or minerals are the forms in which metals are found in the earth crust and as sea bed deposit depend on their reactivity with their environment, particular with oxygen , sulphur, and co2. Anything of economical value which is extracted from the earth. Characteristic of mineral 1-Minerals are homogeneous in physical and chemical composition. -

Effects of Flux Materials on the Fire Assay of Oxide Gold Ores
Effects of Flux Materials on the Fire Assay of Oxide Gold Ores Haluk Ozden Basaran1, Ahmet Turan1,2*, Onuralp Yucel1 1Istanbul Technical University; Chemical Metallurgical Faculty, Department of Metallurgical and Materials Engineering; Maslak, Istanbul, 34469, Turkey 2Yalova University, Yalova Community College, 77100, Yalova, Turkey Abstract: Fire assay is the most accurate and widely used method for the determination of gold, silver and the PGM contents of ores and other solid materials. The technique has three steps; first step is the smelting of charge mixtures which consist of ground ore samples, acidic and basic fluxes, lead oxide and a carbon source. Isolation of precious metals which are collected in metallic lead phase as a result of the reduction of PbO is the second step and it is called cupellation. Obtained precious metals are analyzed by using wet analysis methods such as AAS (Atomic absorption spectrometry) and ICP (Inductively coupled plasma spectrometry) at the last stage. The aim of this study is the investigation of the effects of the acidic flux materials for the fire assay of oxide gold ores. Acidic fluxes, sodium borax decahydrate (Borax, Na2B4O7·10H2O) and quartz (SiO2), were individually and together added to the charge mixtures which contain oxide gold ore samples, sodium carbonate (Na2CO3) and lead oxide with flour as a carbon source. Acidic flux additions were performed in different amounts. Smelting stage of the experiments was conducted at 1100 °C in fire clay crucibles for a reaction time of 60 minutes by using a chamber furnace. After the cupellation step in the chamber furnace, gold containing beads were obtained. -

Hydrometallurgy – the Basis of Radiochemistry
The Interaction Between Nuclear Chemistry and Hydrometallurgy A Strategy for the Future By Tor Bjørnstad and Dag Øistein Eriksen April 2013 A short history of radiochemistry • 1898: Marie and Pierre Curie discovered Po and Ra by chemical separations of dissolved uranium ore • 1923: de Hevesy uses 212Pb as a tracer to follow the absorption in the roots, stems and leaves of the broad bean • 1929: Ellen Gleditsch appointed professor in inorganic chemistry. Established radiochemistry in Norway in 1916. • 1938: Hahn proves fission of uranium as Ba is separated from irradiated uranium solution • 1940: First transurane produced: Np by McMillan and Abelson • Nuclear power requires separation of fission products Primus.inter.pares AS Nuclear chemistry has contributed to the development of hydrometallurgy The need for safe, remote handling of the laborious separations required in the nuclear sector boosted innovation in: • Solvent extraction: – Continuous, counter current process enabled large quantities to be processed – Contactors like mixer-settlers were developed • Ion exchange to perform difficult purifications Primus.inter.pares AS Hydrometallurgy and nuclear chemistry Nuclear (radio-)chemistry offers special methods useful in hydrometallurgy: • Use of radioactive tracers, i.e. radioactive isotopes of the elements studied – Particularly important in liquid-liquid extraction • Neutron activation can be used on all phases: solid, aqueous-, organic phases (and gas) • AKUFVE-method very efficient in measuring extraction kinetics • Many "hydrometallurgical" elements have suitable isotopes for use as tracers – In addition, e.g. Eu(III) can be used as tracer for Am(III), and 3+ 3+ Nd has equal ionic radius as Am Primus.inter.pares AS Some strategic metals • Lithium for batteries – Scarcity of Li may be a reality. -
Addressing the Information Gaps on Prices of Minerals Sold in an Intermediate Form
The Platform for Cooperation on Tax DISCUSSION DRAFT: Addressing the Information Gaps on Prices of Minerals Sold in an Intermediate Form Feedback Period 24 January 2017 – 21 February 2017 Organisation for Economic Co-operation and Development (OECD) World Bank Group (WBG) International Monetary Fund (IMF) United Nations (UN) 1 This discussion draft has been prepared in the framework of the Platform for Collaboration on Tax by the OECD, under the responsibility of the Secretariats and Staff of the four mandated organisations. The draft reflects a broad consensus among these staff, but should not be regarded as the officially endorsed views of those organisations or of their member countries. 1 Table of Contents Introduction................................................................................................................................................................ 6 Domestic Resource Mobilisation from Mining......................................................................................... 6 Report Structure ................................................................................................................................................... 9 Building An Understanding of the Mining Sector – A Methodology ................................................ 10 Introduction ........................................................................................................................................................ 10 Steps in the Methodology ........................................................................................................................... -

Characterization and Recovery of Copper from Smelting Slag
CHARACTERIZATION AND RECOVERY OF COPPER FROM SMELTING SLAG A. P. GABRIEL*, L. R. SANTOS*, A.C. KASPER*, H. M. VEIT* * Materials Engineering Department, Engineering School, Universidade Federal do Rio Grande do Sul (UFRGS), Porto Alegre, Brazi SUMMARY: 1. INTRODUCTION. 2. EXPERIMENTAL. 2.1 Hazardousness test. 2.2 Chemical and mineralogical characterization. 2.3 Leaching 3. RESULTS AND DISCUSSION 3.1 Hazardousness Test. 3.2 Chemical and mineralogical characterization. 3.3 Leaching. 4. CONCLUSION. REFERENCES. 1. INTRODUCTION The generation of industrial solid waste constitutes an environmental problem that requires efforts for adequate disposal. Currently, in Brazil, solid waste management is standardized, with a classification determining the management according to its hazardous characteristics. ABNT NBR 10004 is a Brazilian Standard to solid waste and classifies its as: Class I (hazardous), Class II - A (non - hazardous and non - inert) and Class II - B (non - hazardous and inert) according to the concentration of elements that have potential risks to the environment and public health (ABNT NBR 10,004, 2004) A process with a large generation of wastes is the production of copper. Several studies in the last decades investigated routes to recovery copper and other metals of interest from the slag (solid waste from the foundry). In the case of primary production, the slag has copper contents between 0.5 and 2% and the volume generated is twice the refined metal (Schlesinger et al., 2011) In addition to primary copper production, there is a significant rate of the copper production from scrap/waste metal. Secondary copper production in Brazil in 2014 reached 23,600 tons, representing around 9% of domestic production.