Alma Mater Studiorum – Università Di Bologna
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Thank You for Taking Part in the Survey. We Would
QINTRO1: Thank you for taking part in the survey. We would like to ask you a few questions about technologies located within new cars, services in cars, as well as premium audio in cars. Please rest assured that all answers will be treated in the strictest of confidence and will only be used for statistical purposes. All replies will remain completely anonymous. **SCREENER** ASK ALL – SINGLE CHOICE SINGLE SELECT Q1 How many vehicle(s) does your household own? 1. None - TERMINATE 2. 1 3. 2 4. 3 5. 4 or more The next three questions are about your NEXT vehicle. **SCREENER** ASK ONLY THOSE WHO OWN A VEHICLE CURRENTLY (Q1 [2-5]) SINGLE SELECT Q2 Does your household plan to buy a vehicle sometime within the next 3 years that will be for personal use only? Please do not answer “yes” if the vehicle to be purchased will primarily be used for business. 1. Yes 2. Maybe 3. No - TERMINATE **SCREENER** ASK ONLY THOSE WHO MIGHT/WILL BUY VEHICLE (Q2 [1-2]) SINGLE SELECT Q3 Which of the following best describes your role in the purchasing decision of the next household vehicle? 1. Primary Decision Maker 2. Joint Decision Maker (with spouse or partner) 3. Uninvolved in decision making process - TERMINATE **SCREENER** ASK ONLY THOSE WHO MAY BE INVOLVED IN PURCHASING DECISION (Q3 [1-2]) SINGLE SELECT 1 Q4 When thinking about your next vehicle purchase, will that vehicle be new or used? 1. New 2. Used - TERMINATE 3. I don't know- TERMINATE ASK ONLY NEW CAR INTENDERS (Q4 [1]) SINGLE SELECT Q5 What is your gender? 1. -

Anwendungs- / Verarbeitungshinweis
Anwendungs- / Verarbeitungshinweis Verwendungsliste PKW Artikelnummer: 144416, 144417, 47369, 47370, 47371, 47372, 47373, 47376, 47377, 47378, 47379, 47380, 47381, 47382, 47383, 47384, 47385, 47386, 47387, 47388, 47389, 47390, 47391, 47393, 47394, 47395, 47396, 47397, 47398, 47399, 47400, 47401, 47402, 47403, 47404, 47405, 47406, 47407, 47408, 47409, 47410, 47411, 47412, 47413, 47415, 47416, 47417, 551368 Sprachen: de BERNER_Anwendungs-_/_Verarbeitungshinweis_Verwendungsliste_PKW_36742[PDF]_de.pdf 2016-09-23 Scheibenwischer-Verwendungsliste Pkw MarkeArtikel- TypArtikel- Artikel- Baujahr VPE Set Fahrer Fahrer Beifahrer Heck Nr. Kurzbez. Bezeichnungvon - bis Stück Flatwischer mit Spoiler Standard ALFA ROMEO Alfa 33 1982-1995 A45 A45 A38 Alfa 75 1985-1993 A43 A43 Alfa 145 1994-03/97 RF51 RF33 Alfa 145 1994-03/97 RF33 Alfa 146 1994-03/97 A55 A48 Alfa 146 04/97- A55 A48 Alfa 146 04/97- A53 A48 Alfa 147 2000-2005 A55 A41 RF38 Alfa 147 2000-2005 A55 A41 RF38 Alfa 155 1992-1997 RF51 Alfa 155 1992-1997 A48 A48 Alfa 155 Quadrifoglio Verde 1992-1997 AS53 A53 A48 Alfa 156 1997- AS55 A55 A53 Alfa 156 Sport Wagon 1999-11/03 AS55 A55 A53 RF38 Alfa 156 Sport Wagon 12/03- AS55 A55 A53 RF38 Alfa 164 1987-1998 AS53 A53 A53 Alfa 166 1998-2000 AS53 A53 A48 Alfa 166 2000- A53 A48 GT 2004-2005 A55 A41 GTV 1994- AS55 A55 A51 Spider 1986-1994 A43 A43 Spider 1995-2005 AS55 A55 A51 Sprint 11/86-1990 A33 A33 AUDI 80 (+ Quattro) 1983-1996 AS53 A53 A53 80 Avant (+ Quattro) 1991-1996 AS53 A53 A53 A41 100 (+ Quattro) 1991-1994 AS55 A55 A55 100 Avant (+ Quattro) 1991-1994 -
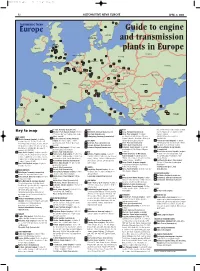
Guide to Engine and Transmission Plants in Europe
AN.020408.12.qxd 4/4/02 3:44 pm Page 12 N 12 AUTOMOTIVE NEWS EUROPE APRIL 8, 2002 N 4 14 NORWAY 5 13 Guide to engine SWEDEN DENMARK 2 and transmission UNITED KINGDOM 3 IRELAND 4 3 1 3 plants in Europe 3 1 6 3 BELARUS 1 NETHERLANDS 3 1 7 POLAND 6 3 7 2 9 3 4 GERMANY 1 2 1 5 2 2 11 UKRAINE BELGIUM 4 8 12 5 3 1 5 5 CZECH 3 3 1 2 LUXEMBURG REPUBLIC 2 1 1 SLOVAKIA 1 4 10 MOLDOVA 2 1 2 2 8 AUSTRIA FRANCE 11 HUNGARY ROMANIA SWITZERLAND 1 SLOVENIA 1 10 6 CROATIA 6 2 12 2 5 6 BOSNIA 4 SERBIA BULGARIA ITALY 1 8 2 5 PORTUGAL MACEDONIA 1 9 1 7 2 ALBANIA 15 SPAIN 7 TURKEY 7 GREECE 3 Bochum, Germany (transmission) GETRAG RENAULT liter, 3.0-liter V-6 gasoline and diesel (Audi Key to map 4 Ellesmere Port, England (engine): 2.6-liter, 1 Neuenstein, Germany (transmission) 1 Cacia, Portugal (transmission) A4, A6, A8 plus diesel engines for VW 3.0-liter, 3.2-liter V-6 (Cadillac, Opel, Saab, 2 Bari, Italy (transmission) 2 Cleon, France (engine): 4-cylinder Passat); 3.2-liter, 3 gasoline/diesel (Clio, Kangoo, Megane, 4.0-liter V-8 gasoline and diesel BMW GROUP Saturn, Vauxhall) Ludwigsburg, Germany (transmission) 5 Laguna II, Espace, New Trafic, Master); 4- (Audi A6, A8) 1 Munich, Germany (engine): 6-cylinder Kaiserslautern #1 and #2, Germany cylinder diesel (Espace, Master) 9 Polkowice, Poland (engine): 4-cylinder gasoline (3 series, 5 series, 7 series, X5, (engine): DI - diesel engine, 2.2-liter GETRAG FORD 1 Cleon, France (transmission) 1.9-liter pump-injection diesel (all 1.9-liter Z3); V-8 gasoline (5 series, 7 series, X5); V- gasoline (Chevrolet, Holden, Opel, Saab, Bordeaux, France (transmission) 2 3 Seville, Spain (transmission) VW, Audi, Seat and Skoda models) 12 gasoline (7 series); V-8 diesel (7 series). -

Katalog Champion WIPER BLADE 2005.Indb
E E E Spoiler KITS AC 428 1967 1974 X36 X36 CB3 ME 3000 1975 1986 X38 X38 CB3 AIXAM Minicar 2000 X58 * CH22 Record 1996 X48 * (-) R29 ALFA ROMEO 1750 1969 1976 X33 X33 CB1/CH31 2000 1971 1984 X33 X33 CB1/CH31 Alfa 6 1979 1988 X45 SX45 X45 SK45 CH31 Alfa 33 1982 1995 X45 SX45 X45 SK45 CH31 X38 CB3/CH31 Alfa 75 1985 1993 X43 X43 CH31 Alfa 90 1982 1990 X45 SX45 X45 SK45 CH31 Alfa 145 1 1994 03/97 R51 R33 U 1994 03/97 A510D A510P A331R AC 1 04/97 K55C CH22 R33 U 04/97 A331R Alfa 146 1 1994 03/97 R51 R50 U 1994 03/97 A510D A510P A501R 1 04/97 K55C CH22 R50 U 04/97 A501R Alfa 147 U 2000 X55 X41 SK55F CH31 R38 U 2000 X55 X41 SK55F CH31 A381R Alfa 155 U 1992 1997 R51 O 1992 1997 X48 SX48 X48 SK48 CH31 Quadrifoglio Verde O 1992 1997 X53 SX53 X48 K53B X,Y CH31 Z CH22 U 1992 1997 A510D A510P Alfa 156 1997 SK55R 3 CH25 Sport Wagon 1999 11/03 SK55R 3 CH25 R38 Sport Wagon 12/03 X55 SX55 X53 SK55R 3 X,Y CH31 R38 Z CH25 Sport Wagon U 1999 A380R Alfa 164 1987 1998 X53 SX53 X53 SK53 CH31 Alfa 166 1998 2000 X53 SX53 X48 SK53B CH31 2000 X53 X48 CH31 Alfasud 1971 1985 X41 X41 CB3 Alfasud Sprint 1971 1982 X43 X43 CH31 1982 1987 X43 X43 CH31 X51 CH31 Alfetta (4 Doors) Saloon R 1972 1985 X43+AK1 X43+AK1 CH31+T2 (4 Doors) Saloon P/O 1972 1985 X43 X43 CH31 GT Coupe R 1972 1977 X43+AK1 X43+AK1 CH31+T2 GT,GTV Coupe O 1977 1985 X45 SX45 X45 SK45 CH31 Arna L, SL 1983 1987 X51 SX51 X51 CH31 Ti 1983 1987 X51 SX51 X51 CH31 X45 CH31 Giulia 1968 1980 X33 X33 CB1/CH31 Giulietta 1971 1986 -

Aste Bolaffi Auto Classiche
ASTE BOLAFFI AUTO CLASSICHE Milano, 16 ottobre 2020 ASTE BOLAFFI S.p.A. Presidente e A.D. ESPERTI | SPECIALISTS Chairman and C.E.O. Giulio Filippo Bolaffi Francobolli Orologi Stamps Watches Consiglieri [email protected] [email protected] Directors Matteo Armandi Enrico Aurili consulente | consultant Nicola Bolaffi Giovanna Morando Fabrizio Prete Alberto Ponti Arti del Novecento 20th Century Art Carlo Scibilia assistente | assistant Business Development [email protected] Cristiano Collari Cristiano Collari [email protected] Monete, banconote e medaglie Coins, banknotes and medals Caterina Fossati consulente | consultant Operations [email protected] Laura Cerruti assistente | assistant Tommaso Marchiaro Gabriele Tonello Design [email protected] Carlo Barzan Design Alberto Pettinaroli [email protected] Carlo Scibilia assistente | assistant Alberto Serra consulente | consultant Torino Via Cavour 17 Manifesti Arredi, dipinti e oggetti d’arte Posters 10123, Torino Furniture, paintings and works of art [email protected] Tel. +39 011-0199101 [email protected] Francesca Benfante Fax +39 011-5620456 Cristiano Collari Armando Giuffrida consulente | consultant [email protected] Umberta Boetti Villanis Laura Cerruti assistente | assistant Libri rari e autografi Rare books and autographs Auto e moto classiche [email protected] Classic motor vehicles Cristiano Collari [email protected] Annette Pozzo Ezio Chiantello Grafica | Graphic design Stefano Angelino consulente | consultant Housedada Vini e -

Thank You for Taking Part in the Survey. We Would Like to Ask You a Few Questions About Technologies Located Within N
QINTRO1: Thank you for taking part in the survey. We would like to ask you a few questions about technologies located within new cars, services in cars, as well as premium audio in cars. Please rest assured that all answers will be treated in the strictest of confidence and will only be used for statistical purposes. All replies will remain completely anonymous. **SCREENER** ASK ALL – SINGLE CHOICE SINGLE SELECT Q1 How many vehicle(s) does your household own? 1. None - TERMINATE 2. 1 3. 2 4. 3 5. 4 or more The next three questions are about your NEXT vehicle. **SCREENER** ASK ONLY THOSE WHO OWN A VEHICLE CURRENTLY (Q1 [2-5]) SINGLE SELECT Q2 Does your household plan to buy a vehicle sometime within the next 3 years that will be for personal use only? Please do not answer “yes” if the vehicle to be purchased will primarily be used for business. 1. Yes 2. Maybe 3. No - TERMINATE **SCREENER** ASK ONLY THOSE WHO MIGHT/WILL BUY VEHICLE (Q2 [1-2]) SINGLE SELECT Q3 Which of the following best describes your role in the purchasing decision of the next household vehicle? 1. Primary Decision Maker 2. Joint Decision Maker (with spouse or partner) 3. Uninvolved in decision making process - TERMINATE **SCREENER** ASK ONLY THOSE WHO MAY BE INVOLVED IN PURCHASING DECISION (Q3 [1-2]) SINGLE SELECT 1 Q4 When thinking about your next vehicle purchase, will that vehicle be new or used? 1. New 2. Used - TERMINATE 3. I don't know- TERMINATE ASK ONLY NEW CAR INTENDERS (Q4 [1]) SINGLE SELECT Q5 What is your gender? 1. -

Zerobook 2015 Questo Ebook
ZeroBook 2015 Questo ebook Nell'era del digitale e della "rivoluzione informatica" sembra che le "ragioni" dell'economia tradizionale, i dinosauri dell'economia di base, vogliano prendersi una rivincita. L'uso che del digitale che una casa automobilistica come la Volkswagen ha fatto è quanto di più criminale ci sia. Innanzitutto per la sfiducia che ingenera nella popolazione mondiale ridotta a "cittadini consumatori" (consumatori senza diritto di cittadinanza), E soprattutto per l'attentato all'ambiente che tali pratiche comportano, nel momento stesso in cui tutto il globo è investito dal problema del riscaldamento globale e dalle conseguenze che l'avidità dello sviluppo capitalistico (privato e coordinato dagli Stati nazionali) sulla salute e sull'ambiente, sul nostro ecosistema. In Italia, dopo la "marcia dei 40 mila" a Torino con cui fu bloccata la stagione di lotte operaie riavviatasi nel 1969, abbiamo assistito agli anni Ottanta e Novanta in cui si disse che l'operaio era morto, la fabbrica non era più elemento centrale di sviluppo. Le ristrutturazioni interne sono così avvenute nell'indifferenza generale: dall'assorbimento all'interno della FIAT di tutte le case automobilistiche indipendenti italiane, alle varie scelte di localizzazione di stabilimenti (Melfi, Termini Imerese) e alle imposizioni interne di regole e tempi di vita di sfruttamento di una forza lavoro che doveva mantenere bassi i salari e gli apporti tecnologici alle "cose" che produceva. All'improvviso, nel primo decennio del XXI secolo abbiamo riscoperto la fabbrica: che nel frattempo aveva cambiato bandiera, era diventata FCA ed ha trasferito il vertice altrove; i presidenti del Consiglio fanno a gara a presenziare all'inaugurazione delle "nuove" fabbriche del pensiero unico automobilistico, alla ricerca di un incremento contabile del PIL. -
Lista De Marcas Autos Comerciales Ligeros
LISTA DE MARCAS AUTOS COMERCIALES LIGEROS ABARTH FAW KIA PROTON AEBI MITSUBISHI ACURA FIAT LADA RENAULT AGRALE NISSAN ALFA ROMEO FORD LANCIA SAMSUNG BOKIMOBIL OPEL ASTON MARTIN FSO LAND ROVER ROVER CHEVROLET PEUGEOT AUDI GAZ LEXUS SAAB CITROEN PIAGGIO AUTOBIANCHI GENESIS LIFAN SCION DACIA RENAULT BEDFORD GMC LOTUS SEAT DAIHATSU SEAT BMW GONOW MAHINDRA SKODA FIAT SKODA BRILLIANCE GREAT WALL MARUTI SMART FORD SOLLERS FIAT BYD HAFEI MAYBACH SPERANZA GAZ SSANGYONG CADILLAC HOLDEN MAZDA SSANGYONG GMC SUZUKI CHANGAN HONDA MERCEDES-BENZ SUBARU GREAT WALL TATA CHERY HUMMER MERCURY FORD SUZUKI HYUNDAI TOYOTA CHEVROLET HYUNDAI MG TATA ISUZU VICTORIA GIOTTI CHRYSLER IKCO MINI TOYOTA IVECO VOLKSWAGEN CITROEN INFINITI MITSUBISHI TROLLER KIA DODGE DACIA INNOCENTI NISSAN UAZ LAND ROVER FREIGHTLINER DAEWOO ISUZU OPEL VAZ LDV MERCEDES-BENZ DAIHATSU JAC PERODUA VOLKSWAGEN MAHINDRA DODGE JAGUAR PEUGEOT VOLVO MAN DR JEEP PLYMOUTH WULING MAZDA EFFA KATAY PORSCHE Mas de 90 marcas! LISTA DE MARCAS BUSES CAMIONES REMOLQUES Y SEMIREMOLQUES AGRALE HYUNDAI SHENLONG AGRALE GMC SINOTRUCK BPW ALEXANDER DENNIS INDCAR SILEO ASTRA HINO STERLING CARRIER TRANSICOLD ALLEGRO IRISBUS SITCAR AUTOCAR HYUNDAI TATA HALDEX AMZ IRIZAR SOLARIS BEIFANG BENCHI INTERNATIONAL TATRA KNORR-BREMSE AUTODROMO ISUZU SOLBUS BREMACH ISUZU TERBERG MERITOR-WABCO AUTOSAN IVECO BUS SOR BSI CEICOLI IVECO TEREX THERMO KING AYATS KAMAS SUNSUNDEGUI BUCHER-SCHÔRLING JAC UD TRUCKS (NISSAN DIESEL) WABASH BARBI KARSAN TAM-EUROPE CARMICHAEL JOHNSTON VOLKSWAGEN WABCO BCI KING LONG TATA CATERPILLAR KAMAZ -

COMUNE DI MERANO Elenco Veicoli PR
COMUNE DI MERANO Elenco veicoli PR. LORDO MARCA / MODELLO TIPO VEICOLO USO TARGA / TELAIO TRAINO ALIMENT. CILINDR. PORT. Q. CV KW IMMATR. TARIFFA GARANZIE ANNUO LOCHMANN ERICH RIMORCHIO CONTO PROPRIO OL98014MAWBZ 15 Jan 05 FISSA RCA C PIAGGIO VESPA CICLOMOTORE PRIVATO 0053129 49 Jun-86 CU 7 RCA C PIAGGIO VESPA CICLOMOTORE PRIVATO 928127 49 Aug-01 CU 10 RCA C PIAGGIO VESPA CICLOMOTORE PRIVATO 0056368 49 Mai-99 CU 13 RCA C FIAT IVECO AUTOCARRO CONTO PROPRIO AB645GY DIESEL 180 Jan-95 FISSA RCA C GANDINI CHIPPER RIMORCHIO CONTO PROPRIO AB 94286 6 Feb-02 FISSA RCA C ROB CAR MACCH. OPER. ABG 985 DIESEL 15 Dez-00 FISSA RCA C ROB CAR MACCH. OPER. ABG 986 DIESEL 15 Dez-00 FISSA RCA C GANIDINI RIMORCHIO CONTO PROPRIO AC 47147 15 Feb-03 FISSA RCA C PIAGGIO PORTER AUTOCARRO CONTO PROPRIO AC509GG BENZINA 15 Mrz-95 FISSA RCA C PIAGGIO PORTER AUTOCARRO CONTO PROPRIO AC563GC BENZINA 15 Dez-94 FISSA RCA C KUBOTA MACCH.OPER. ACL 766 DIESEL 25 Okt-01 FISSA RCA C FALCIATRICE KUBOTA MACCH. OPER.SEMOV. assente AC L 615 DIESEL 16 Feb-00 FISSA RCA C OM CARRELLO MACCH.OPER.SEMOV. assente AE B 872 DIESEL 48 Feb-05 FISSA RCA C FIAT DUCATO AUTOCARRO CONTO PROPRIO AG069XP DIESEL 35 Mrz-96 FISSA RCA C PIAGGIO PORTER IDRAULICO AUTOCARRO CONTO PROPRIO AG266XE BENZINA 15 Nov-95 FISSA RCA C VOLKSWAGEN AUTOFUNEBRE AUTOV.USO SPEC. AG334BG BENZINA 26 Jul-97 FISSA RCA C PIAGGIO S85 AUTOCARRO CONTO PROPRIO AG444XN BENZINA 15 Mrz-96 FISSA RCA C PIAGGIO PORTER PROMISCUO assente AG603XJ BENZINA 16 12 35 Feb-96 CU 11 RCA C PIAGGIO PORTER AUTOCARRO CONTO PROPRIO AG850XP BENZINA -
ALFA ROMEO RAPID LUX Pagina 1
ALFA ROMEO RAPID LUX Pagina 1 Conf. sedili Articolo Prz. Descrizione Anno Nota da specificare Baule ==================== ================145===================================================================================================================================================== F 2110 M 145 OTT 94 123L/21 IE - L - 16V - TS QUADRIFOGLIO - 19TD - SPECIFICARE N° PGT F 2111 N 145 OTT 94 123L/59 IE - L - 16V - TS QUADRIFOGLIO - 19TD - SPECIFICARE N° PGT ==================== ================146===================================================================================================================================================== F 2126 N 146 - TI MAR 95 123/59 DA PARIGI F 2125 M 146 - 1.3 IE MAR 95 123/12 DA PARIGI ==================== ================147 BERLINA 3 PORTE===================================================================================================================================== F AR0005 M 147 - 3 PORTE - PROGRESSION NOV 00 123L/60 AIRBAG - R.L. F AR0005BA M 147 - 3 PORTE - DISTINCTIVE - CUP 2004 NOV 00 123L/60 AIRBAG - R.L. - B.A. F AR0006 N 147 - 3 PORTE - PROGRESSION- DISTINCTIVE + PAK COMFORT NOV 00 123L/133 AIRBAG - R.L. F AR0203 147 - 3 PORTE - GTA NOV 02 7L /60 AIRBAG - CHIEDI DISPONIBILITA' PER ANTERIORI F AR0401 P 147 - 3 PORTE - TI - Q2 - SEDILE PELLE NERA con CUCITURE ROSSE GEN 04 123L/133 AIRBAG - R.L. 2 ESTERNE - da NOV 2004 PGT POSTERIORI a VIRGOLA F AR0403 M 147 - 3 PORTE - PROGRESSION - DISTINCTIVE NOV 04 123L/60 AIRBAG - R.L. - B.A. - PGT POST. A VIRGOLA - SPECIFICARE F AR0404 N -

Homologación Nacional De Tipo 2008
Ministerio de Industria, Comercio y Turismo 2008-2011 Homologación Nacional de Tipo C. Homologación Fabricante Tipo ST Nº Acta ST Marcas F-0109*01 UNIDAD VEHICULOS INDUSTRIALES, S.A. MICROBUS MB/1 IDIADA V0703102/1 UNVI D1-0014*00 INDUSTRIAS PRIM-BALL, S.L. RT IDIADA 9708053 PRIM-BALL D1-0049*00 INDUSTRIAS PRIM-BALL, S.L. SU IDIADA 9908036 PRIM-BALL RL-1369*00 INDUSTRIAS PRIM-BALL, S.L. PB-21/750 INTA 96CRL0044 PRIM-BALL D-2095*00 INDUSTRIAS PRIM-BALL, S.L. PB-4032 INTA 26796 PRIM-BALL D-2094*00 INDUSTRIAS PRIM-BALL, S.L. PB-2511 INTA 26696 PRIM-BALL RL-1369*01 INDUSTRIAS PRIM-BALL, S.L. PB-21/750 INTA 96CRL0044-I PRIM-BALL C-2176*00 SCANIA CV. AB. 114L6X6UI INTA 033701-I SCANIA C-1436*00 SCANIA CV. AB. 124L6X6 INTA 13197 SCANIA C-2177*00 SCANIA CV. AB. 114L8X4UI INTA 021501-II SCANIA C-1436*01 SCANIA CV. AB. 124L6X6 INTA 13197-I SCANIA MAR-0620*00 SOLANO HORIZONTE, S.L. SDN INTA 08CTMA0001 SOLANO HORIZONTE C-2309*01 SSANGYONG MOTOR COMPANY RJ4 INTA 026106-I SSANGYONG D-3109*01 HERMANN PAUS MASCHINENFABRIK GMBH 21WH INTA 006207-I HERMANN PAUS BI-0712*03 MING CYCLE INDUSTRIAL CO., LTD. MTB 26" IDIADA 0209185,T0712495. MING CYCLE DCR-0036*03 FENDT - CARAVAN GMBH FENDT J 450 T INTA 000498-IV FENDT RL-2613*00 Rev. 01 B. DIXON BATE LTD. NAUTICA INTA 07CRL0020 RAPIDE WEST MERSEA C-2324*01 Rev. 01 SSANGYONG MOTOR COMPANY QJ INTA 026406-I SSANGYONG BI-2231*00 AGECE-MONTAGEM E COMERCIO DE BICICLETAS, S.A. -

Κωδικοσ Επωνυμια 1 Alfa Romeo 2 Audi Ag 3 Bmw 4
ΚΩΔΙΚΟΣ ΕΠΩΝΥΜΙΑ 1 ALFA ROMEO 2 AUDI AG 3 BMW 4 CADILLAC 5 CATERHAM 6 CHEVROLET 7 CHRYSLER 8 CITROEN 9 DACIA 10 DAIHATSU 11 FERRARI 12 FIAT 13 FORD 14 HONDA EUR 15 HONDA JAP 16 HUMMER 17 HYUNDAI 18 INFINITI 19 JAGUAR 20 KIA 21 LADA 22 LAMBORGHINI 23 LANCIA 24 LAND ROVER 25 LEXUS 26 LOTUS 27 MASERATI 28 MAZDA 29 MERCEDES 30 MITSUBISHI EURO 31 MORGAN 32 NISSAN 33 OPEL 34 PEUGEOT 35 PORSCHE 36 RENAULT 37 ROVER 38 SAAB-EURO 39 SEAT 40 SKODA AUTO S.A. 41 DAIMLER AG 42 SUBARU EUR 43 SUBARU JAP 44 SUZUKI EUR 45 SUZUKI JAP 46 TOYOTA 47 VOLKSWAGEN AG 48 VOLVO 49 AGUSTA 50 APRILIA 51 BETA 52 BUELL 53 CAGIVA 54 DAELIM 55 DUCATI MOTOR HOLDING SPA 56 ENFIELD 57 GILERA 58 HARLEY DAVIDSON 59 HUSQVARNA 60 KAWASAKI 61 K.T.M. 62 KYMCO (KWANG YANG MOTOR CO) 63 LAVERDA 64 MALAGUTI 65 MBK 66 MOTO GUZZI 67 MOTO MORINI 68 PIAGGIO 69 SYM 70 TGB 71 TRIUMPH 72 YAMAHA 73 DAF 74 DODGE 75 ISUZU 76 IVECO 77 MAN 78 SCANIA 79 ASTON MARTIN 80 MITSUBISHI YEN 81 SAAB-USD 82 SAAB-EURO 83 SSANGYONG 84 REGENT SILVERWARE MANUFACTURING LTD 85 NORTHERN GOOSE PROCESSORS 86 GENFOOD ENTERPRISES LTD 87 DELPHINUS S.A.R.L 88 VANITA COLD STORAGE 89 GRECOLAND FISHING COMPANY LIMITED 90 RAPTIS 91 PITTAS DAIRY IND 92 ROY LEGUMEX INC 93 GRANOS LA MACARENA SA 94 CASI TRADING 95 GISPE S.A.C.I.A 96 VITALPOL 97 GRANOS LA MACARENA SA 98 DOLE FRESH FRUIT INT 99 STEMILT GROWERS INC.