Weaving Technology: Advances and Challenges Ii
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Liniment a Close Two-Cent Stamp for Repb- Form of Construction Insures the Best Can Have in the House
Effective Costumes home “Two bottles the American Cured My Wm A.RADFORD rngmSKm Rheumatism’’ EDITOR Mr. William A. Radford will answer way on the outside may be considered questions and give advice FREE OF practically fireproof. COST on all subjects pertaining to the There is no combination of subject of building for the readers of mate- this paper. On account of his wide expe- irals more pleasing to the eye than rience as Editor. Author and Manufac- this high grade face brick and the turer, he Is, without doubt, the highest cement plaster In a harmonizing col- authority on all these subjects. Address or. As far as warmth and freedom foundrelief at all Inquiries to William A. Radford. No. person IS4 Fifth Ave.. Chicago, 111., and only en- from dampness are concerned this got two bottles and they cured me. I think it is the best Liniment a close two-cent stamp for repb- form of construction Insures the best can have In the house. Ishall always keep a bottle in my house as long as I possible results, and the expense Is can get it”—Mrs. E. R. Wallace, Morrisons, Va. The well-to-do suburban builder Is getting rather particular about the Another Letter. kind of a house he puts up. It Is not Mrs. James McGraw, of 1216 Mandeville St., New Orleans, La., writes: — enough to simply provide comfortable “ I take pleasure in writing to you that I had a pain in my arm for five years, shelter for his family and have room and I used enough for all; but the general style and appearance of the house has to be given due thought so that it will work In well with Its surroundings and con- form In size and style to what his friends and neighbors consider neces- sary for his home. -

Women's Uniforms 1 Sept/Oct 2005 by Marie Robinette € in the Morris
By Marie Robinette € In the Morris and Company, Inc brochure from 1929 they ask, “Does a smile count? Can it cheer the patient and speed recovery? Then so does the costume of the nurse.” The uniforms of the Model A era reflected style and quality in every line. The nurses of the era who wore the newest styles in uniforms would not lose her personality by wearing a uniform that was unattractive. The styles were a mirror of trends in street dresses. Uniforms were available to the professional nurse, the business women and home service too. When we think of women’s uniforms during the Model A Era we tend to think of a nurse’s sterile white uniform. But, some nurse’s uniforms were offered in blue, pink, green and orchid fast color Chambray. Pin stripe prints were also available. Women’s Uniforms 1 Sept/Oct 2005 #2415 – Made of Ryster 5-Star #2412 – Made of fine weave #1889 – A new model at a low two-ply Poplin. Has Peter Pan 2-ply Dundalk Poplin. Has 8 price. Made of Linatex Nurses’ collar, French turnover cuffs inverted shoulder tucks, four Suiting with a high turn-over and two shaped patch pockets. on either side of long flat collar. scalloped collar. New form-fitting The four narrow inverted tucks Central from opening to waist sleeves.Dutch turned cuffs. Trimmed on either side of the yoke give line. Two bellows patch pockets. with detachable ocean pearl buttons a slight fullness over the bust. French cuffs. Detachable belt and sloped welt pockets Detachable ocean pearl buttons, and detachable ocean pearl and detachable belt. -

The Home Economics Department Grows
April, 1927] THE VIRGINIA TEACHER 113 8. Verb Tests C. Determine the necessary additions a. Achievement Test in Verbs—Wil- for nurse's office which is to serve as kins, Lawrence A. the bed-living room; bed, bedding, table and chair, window seat, cur- The use of standardized tests shows the 3 tains, draperies. following : 2. Prepare a set of principles to be follow- 1. Normal growth in ability to read, write, ed in the selection of the equipment: speak, and understand a foreign langu- A. Dining room equipment and acces- age by successive semesters sories ; table service and linen, china, 2. Effect of varying methods on different silver, window shades and draperies, abilities in language study floor and wall covering. 3. Effect on achievement in various abil- B. Bed-living room equipment and deco- ities by age that the study began by vary- rations. ing periods of disuse 3. Purchase the equipment; By the use of these tests the teacher can A. Secure manufacturer's literature to discover where the weakness of each pupil be studied for comparison of prod- lies. With this information it is much ucts and prices. easier to aid the pupil in his language study. B. Make group surveys of local markets Frances Cabell for suitable products and prices. C. Report findings to class, and devise budget. THE HOME ECONOMICS D. Purchase articles agreed upon. DEPARTMENT GROWS 4. Place equipment and decorations : THE senior home economics class in A. Plan arrangement of storage space the Harrisonburg High School con- for linen, china, and silver. sists of sixteen girls. -

Drapes : How to Make Them
South Dakota State University Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange SDSU Extension Leaflets SDSU Extension 6-1-1951 Drapes : How to Make Them Isabel McGibney Follow this and additional works at: https://openprairie.sdstate.edu/extension_leaflets Recommended Citation McGibney, Isabel, "Drapes : How to Make Them" (1951). SDSU Extension Leaflets. 140. https://openprairie.sdstate.edu/extension_leaflets/140 This Pamphlet is brought to you for free and open access by the SDSU Extension at Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. It has been accepted for inclusion in SDSU Extension Leaflets yb an authorized administrator of Open PRAIRIE: Open Public Research Access Institutional Repository and Information Exchange. For more information, please contact [email protected]. EXTENSION LEAFLET 137 JUNE 1951 HOW TO MAKE THEM s..~ 0 Lt \\llil\\\\\1\11~~ { . ' ' So87 No. 13 7 C. 2 ' ,_, AGRICULTURAL EXTENSION SE,l,IVICE SOUTM DAKOTA STATE COLLEGE + BROOKINGS U.S. DE.PARTMENT OF AGRICULTURE COOPERATING 6 3~ - 73;). ~ 7 Iv 1 , I31 r:::::x · c ' ;}.._ _/J ltap,ei HOW TO MAKETH EM ISABEL McGrnNEY* SeLeciton a/ Maie1iiait Draperies are hung at the sides of the window with or without glass curtains. Treatment and mate rials used depends upon the character of the room and whether you want them to be part of the back ground or part of the foreground. If your room has a formal or masculine feel you will use brocades, sat ins, moires, plaids, checks, strips and nubby textures; however if your room has an informal or feminine feel you will use ruffied organdy, sheer cotton, cali coes, chintz, cretonne, percale, or novelty cottons. -
Dorm Room Checklist
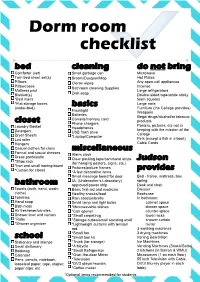
Dorm room checklist bed cleaning do not bring Comforter (set) Small garbage can Microwave Twin bed sheet set(s) Broom/Dustpan/Mop Hot Plates Pillows Clorox wipes Any open-coil appliances Pillowcases Incense Bathroom cleaning Supplies Mattress pad Large refrigerators Blanket(s) Dish soap Double-sided tape/white sticky *Bed risers foam squares *Flat storage boxes Large nails (under-bed) basics Furniture (the College provides) Flashlight Weapons Batteries Illegal drugs/alcohol/or tobacco Camera/memory card products closet Phone chargers Posters, pictures, etc not in Laundry Basket Headphones keeping with the mission of the Detergent USB flash drive College Dryer Sheets *Laptop/Computer Pets (except a fish in a bowl) Lint roller Hangers Cable Cords Casual clothes for class miscellaneous Formal and casual dresses Alarm clock Dress pants/suits Clear packing tape/command strips Judson *Shoe rack (for hanging posters, signs, etc.) *Iron and small ironing board Pictures/picture frames *Curtain for closet provides *A few decorative items Small message board for door Bed - frame, mattress, box UL (Underwriter’s Laboratory) spring bathroom approved power strip Desk and chair Towels (bath, hand, wash- Basic first-aid and medicine Dresser cloths) Healthy snacks/food Bookcase Toiletries Rain coat/umbrella In bathroom: Hand soap Small lamp and light bulbs cabinet space Bath mats *Microwavable dishes drawer space Air freshener/candles *Can opener counter space Shower liner and curtain *Small carpet/rug towel racks *Robe *Storage cubes/small standing shelf -

Toward Eliminating Pre-Consumer Emissions of Microplastics from the Textile Industry
Toward eliminating pre-consumer emissions of microplastics from the textile industry Photo credit: Mark Godfrey Photo credit: Devan King Abstract There is growing global awareness that microfibers are, we know enough to take microplastics are a potentially harmful action now to reduce the flows of these pollutant in oceans, freshwater, soil and air. materials into natural systems like rivers While there are many important sources of and oceans. The elimination of pre- microplastic pollution, we now know the consumer microfiber pollution will require textile lifecycle of manufacturing, use and changes along all stages of the textile disposal is a major emission pathway of supply chain. These changes include: microplastics. Microplastics emitted during a textile’s lifecycle are referred to as 1. Better understanding the relative microfibers or ‘fiber fragments.’ To date, emissions of microfibers at each much of the attention has focused on the manufacturing step (from fiber to yarn shedding, washing and disposal of to fabric to garment). synthetic textiles by consumers. 2. Developing microfiber control technologies and codifying best However, this is only part of the picture practices. and ignores microfiber leakage during the manufacturing and processing of these 3. Scaling these solutions to Tier 1, 2 and 3 materials. We estimate that pre-consumer suppliers via a combination of textile manufacturing releases 0.12 million regulatory and brand or retailer-led metric tons (MT) per year of synthetic action. microfibers into the environment – a similar 4. Continuing to raise industry, order of magnitude to that of the consumer government and consumer awareness use phase (laundering). That would mean of the topic. -

Australian Superfine Wool Growers Association Inc
AustrAliAn superfine Wool Growers’ Association inc. AustrAliAn superfine Wool Growers Association inc. AnnuAl 2015-2016 www.aswga.com 1 | Annual 2015/2016 Australian Wool Innovation On-farm tools for woolgrowers Get involved in key initiatives such as: • Join an AWI-funded Lifetime Ewe Management group to lift production - www.wool.com/ltem • Join your state’s AWI extension network - www.wool.com/networks • Benchmark your genetic progress with MERINOSELECT - www.wool.com/merinoselect • Reducing wild dog predation through coordinated action - www.wool.com/wilddogs • Training shearers and woolhandlers - www.wool.com/shearertraining • Enhanced worm control through planning - www.wool.com/wormboss • Getting up to scratch with lice control - www.wool.com/lice • Flystrike protection and prevention - www.wool.com/fl ystrike VR2224295 www.wool.com | AWI Helpline 1800 070 099 Disclaimer: Whilst Australian Wool Innovation Limited and its employees, offi cers and contractors and any contributor to this material (“us” or “we”) have used reasonable efforts to ensure that the information contained in this material is correct and current at the time of its publication, it is your responsibility to confi rm its accuracy, reliability, suitability, currency and completeness for use for your purposes. To the extent permitted by law, we exclude all conditions, warranties, guarantees, terms and obligations expressed, implied or imposed by law or otherwise relating to the information contained in this material or your use of it and will have no liability to you, however arising and under any cause of action or theory of liability, in respect of any loss or damage (including indirect, special or consequential loss or damage, loss of profi t or loss of business opportunity), arising out of or in connection with this material or your use of it. -

Journal 33.Pdf
1 GOVERNMENT OF INDIA GEOGRAPHICAL INDICATIONS JOURNAL NO. 33 APRIL 30, 2010 / VAISAKHA 2, SAKA 1932 2 INDEX Page S.No. Particulars No. 1. Official Notices 4 2. G.I Application Details 5 3. Public Notice 11 4. Sandur Lambani Embroidery 12 5. Hand Made Carpet of Bhadohi 31 6. Paithani Saree & Fabrics 43 7. Mahabaleshwar Strawberry 65 8. Hyderabad Haleem 71 9. General Information 77 10. Registration Process 81 3 OFFICIAL NOTICES Sub: Notice is given under Rule 41(1) of Geographical Indications of Goods (Registration & Protection) Rules, 2002. 1. As per the requirement of Rule 41(1) it is informed that the issue of Journal 33 of the Geographical Indications Journal dated 30th April 2010 / Vaisakha 2, Saka 1932 has been made available to the public from 30th April 2010. 4 G.I. Geographical Indication Class Goods App.No. 1 Darjeeling Tea (word) 30 Agricultural 2 Darjeeling Tea (Logo) 30 Agricultural 3 Aranmula Kannadi 20 Handicraft 24, 25 & 4 Pochampalli Ikat Textile 27 5 Salem Fabric 24 Textile 6 Payyannur Pavithra Ring 14 Handicraft 7 Chanderi Fabric 24 Textile 8 Solapur Chaddar 24 Textile 9 Solapur Terry Towel 24 Textile 10 Kotpad Handloom fabric 24 Textile 24, 25 & 11 Mysore Silk Textile 26 12 Kota Doria 24 & 25 Textile 13 Mysore Agarbathi 3 Manufactured 14 Basmati Rice 30 Agricultural 15 Kancheepuram Silk 24 & 25 Textile 16 Bhavani Jamakkalam 24 Textile 17 Navara - The grain of Kerala 30 Agricultural 18 Mysore Agarbathi "Logo" 3 Manufactured 19 Kullu Shawl 24 Textile 20 Bidriware 6, 21 & 34 Handicraft 21 Madurai Sungudi Saree 24 & 25 -

Cotton and the Community: Exploring Changing Concepts of Identity and Community on Lancashire’S Cotton Frontier C.1890-1950
Cotton and the Community: Exploring Changing Concepts of Identity and Community on Lancashire’s Cotton Frontier c.1890-1950 By Jack Southern A thesis submitted in partial fulfillment for the requirements for the degree of a PhD, at the University of Central Lancashire April 2016 1 i University of Central Lancashire STUDENT DECLARATION FORM I declare that whilst being registered as a candidate of the research degree, I have not been a registered candidate or enrolled student for another aware of the University or other academic or professional institution. I declare that no material contained in this thesis has been used for any other submission for an academic award and is solely my own work. Signature of Candidate ________________________________________________ Type of Award: Doctor of Philosophy School: Education and Social Sciences ii ABSTRACT This thesis explores the evolution of identity and community within north east Lancashire during a period when the area gained regional and national prominence through its involvement in the cotton industry. It examines how the overarching shared culture of the area could evolve under altering economic conditions, and how expressions of identity fluctuated through the cotton industry’s peak and decline. In effect, it explores how local populations could shape and be shaped by the cotton industry. By focusing on a compact area with diverse settlements, this thesis contributes to the wider understanding of what it was to live in an area dominated by a single industry. The complex legacy that the cotton industry’s decline has had is explored through a range of settlement types, from large town to small village. -

The Wheels of Chance by H. G. Wells
The Wheels of Chance By H. G. Wells 1 I. THE PRINCIPAL CHARACTER IN THE STORY If you (presuming you are of the sex that does such things)--if you had gone into the Drapery Emporium--which is really only magnificent for shop--of Messrs. Antrobus & Co.--a perfectly fictitious "Co.," by the bye--of Putney, on the 14th of August, 1895, had turned to the right-hand side, where the blocks of white linen and piles of blankets rise up to the rail from which the pink and blue prints depend, you might have been served by the central figure of this story that is now beginning. He would have come forward, bowing and swaying, he would have extended two hands with largish knuckles and enormous cuffs over the counter, and he would have asked you, protruding a pointed chin and without the slightest anticipation of pleasure in his manner, what he might have the pleasure of showing you. Under certain circumstances--as, for instance, hats, baby linen, gloves, silks, lace, or curtains--he would simply have bowed politely, and with a drooping expression, and making a kind of circular sweep, invited you to "step this way," and so led you beyond his ken; but under other and happier conditions,--huckaback, blankets, dimity, cretonne, linen, calico, are cases in point,--he would have requested you to take a seat, emphasising the hospitality by leaning over the counter and gripping a chair back in a spasmodic manner, and so proceeded to obtain, unfold, and exhibit his goods for your consideration. -

Bed Repositioning with Bed Sheet Slider System
Safe Work Procedure (SWP) Name of Task: Bed Repositioning with Bed Sheet Slider System Description of Task: Repositioning in bed using bed sheet slider system Position/Job : 2 or more Healthcare Workers (HCWs) Department/Unit: All patient care areas Equipment and/or Tools required: Personal Protective Equipment Required Bed Sheet Slider System (Top Sheet and Fitted Sheet) Appropriate footwear for HCW. Isolation precautions if required (e.g. Swift Ultra Slide Sheet™). The two items of the system must always be used together. Potential Hazards: Forceful movements, awkward positions, infection transmission Signs and symptoms of a musculoskeletal injury (MSI) can include pain, burning, swelling, stiffness, numbness/tingling, and/or loss of movement or strength in a body part. Report these to your supervisor. Considerations: • To only be used for patients who are dependent for bed mobility and cannot move around in bed. Patient size must not exceed size of sliding strip on fitted sheet. Varying size options are available. o If patient does not meet above criteria, another repositioning device must be used. o All patient repositioning is to remain within the sliding strip • The system remains on the bed with the top sheet tucked between mattress and bed when not in use. • If behavior interferes with care, alternate procedures and/or equipment may be required • More than 2 HCWs may be required if: o Greater than minimal assistance is required by each HCW. Additional procedures and/or equipment may be required (e.g. tube or sheet slider, mechanical lift, repositioning sling) o Low or High Muscle Tone is present o Patient care equipment or devices are being used (e.g. -

Langues, Accents, Prénoms & Noms De Famille
Les Secrets de la Septième Mer LLaanngguueess,, aacccceennttss,, pprréénnoommss && nnoommss ddee ffaammiillllee Il y a dans les Secrets de la Septième Mer une grande quantité de langues et encore plus d’accents. Paru dans divers supplément et sur le site d’AEG (pour les accents avaloniens), je vous les regroupe ici en une aide de jeu complète. D’ailleurs, à mon avis, il convient de les traiter à part des avantages, car ces langues peuvent être apprises après la création du personnage en dépensant des XP contrairement aux autres avantages. TTaabbllee ddeess mmaattiièèrreess Les différentes langues 3 Yilan-baraji 5 Les langues antiques 3 Les langues du Cathay 5 Théan 3 Han hua 5 Acragan 3 Khimal 5 Alto-Oguz 3 Koryo 6 Cymrique 3 Lanna 6 Haut Eisenör 3 Tashil 6 Teodoran 3 Tiakhar 6 Vieux Fidheli 3 Xian Bei 6 Les langues de Théah 4 Les langues de l’Archipel de Minuit 6 Avalonien 4 Erego 6 Castillian 4 Kanu 6 Eisenör 4 My’ar’pa 6 Montaginois 4 Taran 6 Ussuran 4 Urub 6 Vendelar 4 Les langues des autres continents 6 Vodacci 4 Les langages et codes secrets des différentes Les langues orphelines ussuranes 4 organisations de Théah 7 Fidheli 4 Alphabet des Croix Noires 7 Kosar 4 Assertions 7 Les langues de l’Empire du Croissant 5 Lieux 7 Aldiz-baraji 5 Heures 7 Atlar-baraji 5 Ponctuation et modificateurs 7 Jadur-baraji 5 Le code des pierres 7 Kurta-baraji 5 Le langage des paupières 7 Ruzgar-baraji 5 Le langage des “i“ 8 Tikaret-baraji 5 Le code de la Rose 8 Tikat-baraji 5 Le code 8 Tirala-baraji 5 Les Poignées de mains 8 1 Langues, accents, noms