Application and Benefits of an Open Devicenet Control System in The
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Field Networking Solutions
Field Networking Solutions Courtesy of Steven Engineering, Inc. ! 230 Ryan Way, South San Francisco, CA 94080-6370 ! Main Office: (650) 588-9200 ! Outside Local Area: (800) 258-9200 ! www.stevenengineering.com TYPES OF FIELDBUS NETWORKS* Field Networking 101 Features and Benefits of Fieldbus Networks The combination of intelligent field devices, digital bus networks, and various open communications protocols Fieldbus networks provide an array of features and benefits that make them an excellent choice is producing extraordinary results at process plants in nearly all process control environments. around the world. Compared to conventional technology, fieldbus networks deliver the following benefits: Just as our ability to retrieve, share, and analyze data Reduced field wiring costs has increased tremendously by use of the Internet and - Two wires from the control room to many devices PC network technology in our homes and at our desk- Reduced commissioning costs tops, so has our ability to control and manage our - Less time and personnel needed to perform process plants improved. Digital connectivity in process I/O wiring checkouts - No time spent calibrating intermediate signals manufacturing plants provides an infrastructure for the (such as 4-20mA signals) - Digital values are delivered directly from field flow of real-time data from the process level, making it devices, increasing accuracy available throughout our enterprise networks. This data Reduced engineering/operating costs is being used at all levels of the enterprise to provide - Much smaller space required for panels, I/O racks, and connectivity boxes increased process monitoring and control, inventory and - Fewer I/O cards and termination panels for materials planning, advanced diagnostics, maintenance control system equipment - Lower power consumption by control system planning, and asset management. -

FSU Technical Manual
PROGRAMMABLE CONTROLLER FPS/FP2 Fieldbus Slave Units Technical Manual BEFORE BEGINNING Liability and Copyright for the Hardware This manual and everything described in it are copyrighted. You may not copy this manual, in whole or part, without written consent of Panasonic Electric Works Europe AG (PEWEU). PEWEU pursues a policy of continuous improvement of the design and performance of its products. Therefore we reserve the right to change the manual/product without notice. In no event will PEWEU be liable for direct, special, incidental, or consequential damage resulting from any defect in the product or its documentation, even if advised of the possibility of such damages. We invite your comments on this manual. Please e-mail us at: [email protected]. Please direct support matters and technical questions to your local Panasonic representative. LIMITED WARRANTY If physical defects caused by distribution are found, PEWEU will replace/repair the product free of charge. Exceptions include: When physical defects are due to different usage/treatment of the product other than described in the manual. When physical defects are due to defective equipment other than the distributed product. When physical defects are due to modifications/repairs by someone other than PEWEU. When physical defects are due to natural disasters. Important symbols One or more of the following symbols may be used in this documentation: DANGER! The warning triangle indicates especially important safety instructions. If they are not adhered to, the results could be fatal or critical injury. Indicates that you should proceed with caution. Failure to do so may result in injury or significant damage to instruments or their contents, e.g. -

D485 Modbus to Devicenet Converter Instruction Manual
GE Consumer & Industrial D485 Modbus to DeviceNet Converter Instruction Manual Manual P/N: 1601-0235-A1 Manual Order Code: GEK-113195 Copyright © 2005 GE Multilin STE GI RE E D R ISO9001:2000 G GE Multilin E I N M U LT I L 215 Anderson Avenue, Markham, Ontario Canada L6E 1B3 GE Multilin's Quality Management System is Tel: (905) 294-6222 Fax: (905) 201-2098 registered to ISO9001:2000 QMI # 005094 Internet: http://www.GEmultilin.com UL # A3775 GE Consumer & Industrial D485 Modbus to DeviceNet Converter Table of contents INTRODUCTION Getting started........................................................................................................1–1 Inspecting the package and product.................................................................................................1–1 Contact information...................................................................................................................................1–1 Document conventions..........................................................................................1–2 Description .....................................................................................................................................................1–2 Glossary...........................................................................................................................................................1–2 About the D485 Modbus to DeviceNet Converter.............................................1–3 Application......................................................................................................................................................1–3 -

Practical Fieldbus, Devicenet and Ethernet for Industry THIS BOOK WAS DEVELOPED by IDC TECHNOLOGIES
Practical Fieldbus, DeviceNet and Ethernet for Industry THIS BOOK WAS DEVELOPED BY IDC TECHNOLOGIES WHO ARE WE? IDC Technologies is internationally acknowledged as the premier provider of practical, technical training for engineers and technicians. We specialize in the fields of electrical systems, industrial data communications, telecommunications, automation and control, mechanical engineering, chemical and civil engineering, and are continually adding to our portfolio of over 60 different workshops. Our instructors are highly respected in their fields of expertise and in the last ten years have trained over 200,000 engineers, scientists and technicians. With offices conveniently located worldwide, IDC Technologies has an enthusiastic team of professional engineers, technicians and support staff who are committed to providing the highest level of training and consultancy. TECHNICAL WORKSHOPS TRAINING THAT WORKS We deliver engineering and technology training that will maximize your business goals. In today’s competitive environment, you require training that will help you and your organization to achieve its goals and produce a large return on investment. With our ‘training that works’ objective you and your organization will: • Get job-related skills that you need to achieve your business goals • Improve the operation and design of your equipment and plant • Improve your troubleshooting abilities • Sharpen your competitive edge • Boost morale and retain valuable staff • Save time and money EXPERT INSTRUCTORS We search the world for good quality instructors who have three outstanding attributes: 1. Expert knowledge and experience – of the course topic 2. Superb training abilities – to ensure the know-how is transferred effectively and quickly to you in a practical, hands-on way 3. -

Partner for Automation with Devicenet and Ethernet/IP
Partner for automation with DeviceNet and EtherNet/IP Trends PositioningDrives Welcher elektromechanische For smooth cooperation: DeviceNet and EtherNet/IP solutions from Festo Products, systems and cus- This is especially true of They all share a mechatronic tomised solutions with added fi eldbuses like DeviceNet approach: value can only be created in and EtherNet/IP. To enable 1. State-of-the-art knowledge an environment where know- these fi eldbuses to achieve 2. Products and solutions ledge and innovation are a maximum productivity in your 3. Mechatronics matter of course and high- company, Festo focuses on 4. Advantages on the bus quality expertise abounds. four topics. Positioning and potentials of the individual bus systems on the fi eld level Application complexity (sensors and actuators) Communication EtherNet TCP/IP Industrial EtherNet Motion control Drive bus > 20% regulated Pre-processing Fieldbus > 20% analogue > 90% digital I/O bus Compact manual Automation cell Interlinked, station- Automated Machine/system design workstations based machines systems (dimensions and structures) 2 1 Fuel for innovation: state- systems. Integration of func- 2 Trend-setting and eco- CPX terminal results in a of-the-art knowledge. tions, such as motion control, nomical: products and standardised platform for pilot As a member of all leading proportional technology, solutions. Festo was the first valves, remote I/O, classic fieldbus organisations, our measurement, control and supplier to deliver I/O modu- pneumatics, measurement, experience goes right back to diagnostics, make Festo valve les rated to IP65 for valve ter- control and diagnostics. Every- the start. This allows us to pass terminals the automation minals. -

Open Control Systems and Devicenet Applications
1 Open Control Systems and DeviceNet Applications Yoshihiro Miyazaki Industrial Systems Division, Industrial Computer Systems Dept. Hiroaki Fukumaru Omika Control Product Systems Division, Control Systems Development Dept. Recent years have seen significant changes in Japan's manufacturing environment. Even as the country has entered a period of low economic growth, globalization of manufacturing through a shift to overseas production has been on the increase. Within this environment, changes are also taking place in information control systems that today integrate everything from databases to manufacturing lines. The increasing use of personal computers, Ethernet applications and so forth is rapidly making such systems more open while also making them more cost-effective. Additionally, field devices such as sensors and actuators (hereafter devices) are requiring less wiring and consequently are becoming lower in cost with the increasing use of field-level networks(hereafter field networks) to connect them. This paper describes recent trends in technologies being used to increase the "openness" of information control systems. It furthermore introduces and describes the features of "DeviceNet", a field network whose superior real-time performance makes it well suited for application to the FA field. 1.THE TREND TOWARD MORE OPEN and an increasing trend towards internationalization CONTROL SYSTEMS in the sector (Fig. 1). Customer needs have also The manufacturing industry has undergone major changed from the era of mass consumption, with -
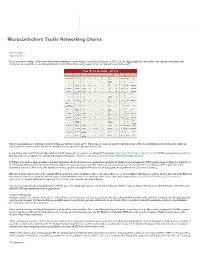
Microcontrollers Tackle Networking Chores
Microcontrollers Tackle Networking Chores 0 William Wong August 02, 2012 Developers have a range of wired and wireless mechanisms to connect microcontrollers to their peers (Table 1). On-chip peripherals often dictate the options, but many of the interfaces are accessible via off-chip peripherals. External line drivers and support chips are frequently required as well. There’s a maximum speed/distance tradeoff with some interfaces such as I2C. There also are many proprietary interfaces like 1-Wire from Maxim Integrated Products. Likewise, many high-performance DSPs and microcontrollers have proprietary high-speed interfaces. Some Analog Devices DSPs have high-speed serial links designed for connecting multiple DSP chips (see “Dual Core DSP Tackles Video Chores”). XMOS has proprietary serial links that allow processor chips to be combined in a mesh network (see “Multicore And Soft Peripherals Target Multimedia Applications”). PCI Express is used for implementing redundant interfaces often found in storage applications using the PCI Express non-transparent (NT) bridging support. High-speed interfaces like Serial RapidIO and InfiniBand are built into higher-end microprocessors, but they tend to be out of reach for most microcontrollers since they push the upper end of the bandwidth spectrum. Microcontroller speeds are moving up, but only high-end versions touch the gigahertz range where microprocessors are king. Ethernet is in the mix because of its compatibility from the low end at 10 Mbits/s. Also, some micros have 10- or 10/100-Mbit/s interfaces as options. In fact, this end of the Ethernet spectrum is the basis for many automation control networks where small micro nodes provide sensor and control support (see “Consider Fast Ethernet For Your Industrial Applications”). -
Passerelle Devicenet / Modbus RTU LUFP9
LUFP9 Telemecanique User’s Manual Gateway DeviceNet / Modbus RTU 1 2 Table of Contents Safety Information .....................................................4 5. Gateway Initialization and Diagnostics ............ 40 5.1. Full Management ..................................................................40 Disclaimer ..................................................................4 5.1.1. DeviceNet Master Command Word................................40 5.1.2. Gateway Status Word.....................................................41 About the Book..........................................................5 5.2. Diagnostic Only.....................................................................41 5.2.1. DeviceNet Master Command Word................................41 1. Introduction............................................................6 5.2.2. Gateway Status Word.....................................................42 1.1. Introduction to the User’s Manual .......................................... 6 5.3. Simplified Operation .............................................................42 1.2. Introduction to the LUFP9 Gateway ....................................... 8 5.4. Description of the DeviceNet Master Command Word .........43 1.3. Terminology............................................................................ 8 5.5. Description of the Gateway Status Word..............................45 1.4. Introduction to the Communication “System” Architecture..... 9 1.5. Principle of Gateway Configuration and Operation ............. -

F700 Variable Frequency Drives
OVERVIEW F700 Variable The F700 inverter delivers exceptional Frequency Drives energy saving motor control and application T H E N E W E N E R G Y scalability in a stand alone VFD. Simultaneous SAVING INVERTER installation of two I/O cards within the inverter, coupled with the built-in PLC transforms the inverter itself into a versatile controller without the added expense of a bypass package. The optimum excitation control function dynamically modifies the V/Hz curve during acceleration and deceleration for maximum energy savings. The F700 is equally adept at sequencing pumps, managing HVAC applications, or driving any variable torque load from 1 to 1000 hp. KEY FEATURES ■ Single Phase Input – Up to 300Hp ■ Windmill Start – Control a forward or reverse coasting load quickly and smoothly ■ UL Type 1 Plenum Rated Enclosure (NEMA 1) ■ Built-in communication interfaces, I/O, positioning, and data logging functionalities F700 VARIABLE FREQUENCY DRIVES Single or 3-Phase Supply with Built-in PLC UL/cUL Rating 4k steps of program memory. 200hp Single Phase, 1000hp 3-Phase Control external devices directly from the drive Flexible installation conditions extend inverter without additional hardware complexity. application to remote locations. Expandable Onboard I/O Relay, Analog, and Digital I/O Wide Range of Communications Options BACnet MS/TP, Metasys N2, Siemens FLN, Modbus Interface with common external controls. I/O can RTU are built-in. CC-Link, LonWorks, Profibus DP, be used with the PLC or as Remote I/O over the DeviceNet, BACnet/IP, EtherNet/IP, Modbus TCP, Network. PROFINET IO are optional. Advanced PID Mode Easy integration into new or existing systems with Includes ‘Sleep Mode’ as well as pump scheduling full control and remote diagnostic capabilities. -

The Common Industrial Protocol (Ciptm)
THE COMMON INDUSTRIAL PROTOCOL (CIPTM) 1 PUB00122R2 MARCH 2016 ODVA’s four best-in-class networks — EtherNet/IP™, DeviceNet™, ControlNet™ and CompoNet™ — all are linked by one of industrial automation’s most versatile protocols: the Common Industrial Protocol, known as CIP™. CIP encompasses a comprehensive suite of messages and services for the collection of industrial automation applications — control, safety, energy, synchronization & motion, information and network management. CIP allows users to integrate these applications with enterprise-level Ethernet networks and the Internet. Supported by hundreds of vendors around the world and truly media-independent, CIP provides users with a unified communication architecture throughout the industrial enterprise. CIP allows users to benefit today from the many advantages of open networks and protects their existing automation investments, while providing an extensible and upgradeable communication architecture. CIP Networks at a Glance With media independence comes choice — the ability to Hardware options are also offered for applications choose the CIP Network best suited for your application. requiring intrinsically safe hardware. Redundant network As a single, media-independent platform that is shared communication is also available. by a variety of networking technologies, CIP provides the interoperability and interchangeability that is essential CompoNet CIP on TDMA Technology to open networks and open systems. Four network CompoNet enables users to maximize network throughput adaptations of CIP are available. for applications needing to transmit small packets of data quickly between controllers, sensors and actuators. Its EtherNet/IP CIP on Ethernet Technology simple network connector and cabling scheme reduces EtherNet/IP provides users with the network tools to deploy overall system cost and time. -

Devicenet CFW100
Motors | Automation | Energy | Transmission & Distribution | Coatings DeviceNet CFW100 User’s Guide DeviceNet User’s Guide Series: CFW100 Language: English Document Number: 10003299384 / 00 Build 322* Publication Date: 01/2015 Contents Contents About the Manual ::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 4 Abbreviations and Definitions::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 5 Numerical Representation :::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 5 Documents :::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 5 1 DeviceNet Communication Introduction :::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 6 1.1 CAN :::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 6 1.1.1 Data Frame :::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 6 1.1.2 Remote Frame ::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 6 1.1.3 Access to the Network :::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 6 1.1.4 Access to the Network :::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 6 1.1.5 CAN and DeviceNet ::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: 7 1.2 DeviceNet Network Characterictics ::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::::: -
Overview Guide Networks/ Fieldbus
Networks/ Fieldbus Overview Guide www.turck.com Courtesy of Steven Engineering, Inc. ● 230 Ryan Way, South San Francisco, CA 94080-6370 ● General Inquiries: (800) 670-4183 ● www.stevenengineering.com TURCK Network Overview Register to receive the TURCK TIMES… Our interactive e-newsletter full of exclusive insights, tips and tools to help make your manufacturing processes run smoothly. The TURCK Times is your source for news about TURCK products and industry updates. Registering is easy and only requires your e-mail address. You are not obligated for future contact or purchase, and you may opt-in or out of the e-mail list at any time! We value your time and privacy, and will not share your information with another party. Sign up today at www.turck.com/elist! TURCK Inc. 3000 Campus Drive Minneapolis, MN 55441 Application Support: 1-800-544-7769 Fax: (763) 553-0708 www.turck.com Courtesy of Steven Engineering, Inc. ● 230 Ryan Way, South San Francisco, CA 94080-6370 ● General Inquiries: (800) 670-4183 ● www.stevenengineering.com Industrial Automation FOUNDATION™ fieldbus . A3 DeviceNet™ . B1 AS-interface® . C1 PROFIBUS®. D1 Ethernet . E1 Process Wiring Environments . F1 TURCK Inc. 3000 Campus Drive Minneapolis, MN 55441 Application Support: 1-800-544-7769 Fax: (763) 553-0708 www.turck.com A2 Courtesy of Steven Engineering, Inc. ● 230 Ryan Way, South San Francisco, CA 94080-6370 ● General Inquiries: (800) 670-4183 ● www.stevenengineering.com TURCK Network Overview A3 TURCK Inc. 3000 Campus Drive Minneapolis, MN 55441 Application Support: 1-800-544-7769 Fax: (763) 553-0708 www.turck.com Courtesy of Steven Engineering, Inc.