THE FINS PROTOCOL for COMPLEX INDUSTRIAL APPLICATTIONS a Case Study
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Oferta Wzorzec
Competency in control and production management systems ASIX Reference List Edition October 2013 ASKOM Spółka z o.o. POLAND 44-100 GLIWICE ul. Józefa Sowińskiego 13 tel. (+48 32) 30-18-100 / fax. (+48 32) 30-18-101 KRS 0000125971, Regional Court Gliwice Tax Identification No. 648-00-11-359 Board of Directors President dr inż. Marian Konsek Vice-president mgr inż. Aleksander Rybarek Stock capital 158.000,- PLN ASIX REFERENCE LIST ASKOM, Gliwice Table of contents: A. PRODUCTION MANAGEMENT SYSTEMS - MES ................................................................................................................................................................................................................. 2 B. PRODUCTION MANAGEMENT SYSTEMS - BALANCE OF ENERGETIC MEDIA............................................................................................................................................................ 4 C. FOOD INDUSTRY ....................................................................................................................................................................................................................................................................... 6 D. DAIRIES ..................................................................................................................................................................................................................................................................................... 11 E. CHEMICAL INDUSTRY .......................................................................................................................................................................................................................................................... -

Motion & Drives
GENERAL CATALOGUE 2004 Motion & Drives Motion & Drives • Motion Controllers • Servo Systems • Frequency Inverters • Software Advanced Industrial Automation 2004 Cat. No. Y203-EN2-01 DRIVES WELCOME TO OMRON-YASKAWA´S WORLD OF MOTION WE MAKE IT EASY With over 100 years of experience in motion and automation manufacturing between them, Omron and Yaskawa offer the best in class solutions. Omron, with its proven pioneering tech- nologies in sensing and control and Yaskawa with its leading edge technology in servo and inverter technology and robotics, make it your safest option for a reliable and long term part- nership. Omron-Yaskawa will also support your global business through a network of over 200 offices world-wide. Welcome to Omron´s motion and drives catalogue, a world of innovation. 1 2 Product Positioning 30 Product Selection Table 33 Catalogue Content n o i Servo Based Motion Control MCW151 t a Continuous Path Control XtraDrive c i l Electronic CAMs Machatrolink II Sigma II MCH pp Advanced Motion Control 30 axes Series A Multiaxes synchronisation PLC Based Motion Control Analogue Control MC402 4 axes Point to Point Positioning Smart Feed Equipment PLC Based Positioning CJ1W-NC Indexers Step Winders Dedicated to Lifts Lifts Cranes L7 F7 Extruders Wide power range of Pumps, fans E7 Compressors Inverter PLC Linear Motors Door controllers Palletisers MV Rotary Motors Basic Positioning Conveyors Low Power J7 Controller Pumps & Fans in the Drive Basic Dynamic Process Precise Motion Precise Continuos Path Control Speed Speed Control Torque Controller Positioning Control Control Control Control Frequency inverters Motion AC Servo Systems 2 3 Advanced Industrial Automation Product Features MOTION & DRIVES: SCALABLE, FLEXIBLE, EASY AND ABOVE ALL, RELIABLE Motion controllers: Machine flexibility & scalabil- etc. -

Product Brochure 2009.Indd
37 AustraliaAus BelgiumBel CanadaCan CzechCze Republic ChinaChi Trio Motion Technology Ltd. ColombiaCol Shannon Way, Tewkesbury, Glos. GL20 8ND. UK DenmarkDen Tel: +44 1684 292333 FranceFra Fax: +44 1684 297929 Email: [email protected] GermanyGer Website: www.triomotion.com GreeceGre IndiaIndiaIndi IrishIrishIris RepublicRepublic Trio Motion Technology LLC IsraelIsraelIsra 1000 Gamma Drive, Suite 206, Pittsburgh PA 15238, USA Tel: +1 412 968 9744 ItalyItalyItal Fax: +1 412 968 9746 KoreaKor Email: [email protected] NetherlandsNet Website: www.triomotion.com NewNew Zealand NorwayNor Trio Shanghai Poland PolandPol Tompson Centre RomaniaRom 118 Zhang Yang Road, B1701, SingaporeSing Pudong New Area, Shanghai, 200122, CHINA SouthSou Africa Tel/Fax: +86-21-58797659 SlovakSlov Republic mail: [email protected] Website: www.triomotion.com SloveniaSlov SpainSpa SwedenSwe SwitzerlandSwi ThailandTha TaiwanTaiw TurkeyTur UnitedUni Kingdom USAUSA PRODUCT BROCHURE version 2-product brochure-2009 CONTENTS 1 THE TRIO CONCEPT 2 TRIO VALUE 3 TRIO SOFTWARE 6 SYSTEM BUILDING 11 MOTION COORDINATORS MC302X 12 MC206X 14 MC464 16 PCI208 22 EURO205x 24 EURO209 26 MC302-K 28 ANCILLARY RANGE AXIS DAUGHTER BOARDS 30 DIGITAL DRIVE DAUGHTER BOARDS 32 FIELDBUS DAUGHTER BOARDS 33 CABLES AND ACCESSORIES 34 THE TRIO NETWORK 36 ©Trio Motion Technology 2009. All Trademarks are acknowledged. Specifi cations may be subject to change without notice. E & O.E. THE TRIO CONCEPT 2 Trio Motion Technology’s range of Motion Coordinators, All Motion Coordinators, whether PCI, panel mount, daughter boards, I/O modules and keypads are designed to rack mount, DIN-rail mount or a custom design format*, enable the control of industrial machines with the minimum incorporate a CANbus interface to allow for digital or of external components. -
The Internet of Things in the Cloud
Zhou Zhou Electrical EngineeringElectrical / Digital Engineering & Wireless / DigitalCommunications & Wireless Communications This book brings togetherThis book timely, brings thought together provoking, timely, thoughtand comprehensive provoking, and comprehensive materials to give youmaterials a better understandingto give you a better of the understanding IoT/M2M technological of the IoT/M2M and technological and TheThe business landscape businesson top of landscape Cloud computing on top of … Cloud . I also computing believe this… . book,I also believe this book,The The which I highly recommend,which I highlyis the firstrecommend, on the marketis the firstthat coverson the almostmarket allthat of covers almost all of the related subjects.the related subjects. InternetInternet Things Things —George (Aiping) —GeorgeGuo, PhD, (Aiping) CEO ofGuo, TCL PhD, Communication CEO of TCL Technology Communication Technology Holdings Ltd. Holdings Ltd. of of Although the InternetAlthough of Things the (IoT)Internet is aof vast Things and dynamic(IoT) is a territory vast and that dynamic is territory that is Internet Internet evolving rapidly, thereevolving has been rapidly, a need there for hasa book been that a need offers for a aholistic book thatview offers of a holistic view of in the in Cloudthe Cloud the technologies andthe applications technologies of theand entireapplications IoT spectrum of the .entire Filling IoT this spectrum void, . Filling this void, The Internet of ThingsThe Internetin the Cloud: of Things A Middleware in the Cloud: -

EZ Series Touch Panel Software Manual Manual Part Number EZ-PANELEDIT Revision a the Most Sensible Automation Products Direct from the Factory
EZ Series Touch Panel Software Manual Manual Part Number EZ-PANELEDIT Revision A The Most Sensible Automation Products Direct From the Factory EZ Series Touch Panel Software Manual Manual Part Number EZ-PANELEDIT Revision A WARNING! Programmable control devices such as EZ Series Touch Panel are not fail-safe devices and as such must not be used for stand-alone protection in any application. Unless proper safeguards are used, unwanted start-ups could result in equipment damage or personal injury. The operator must be made aware of this hazard and appropriate precautions must be taken. In addition, consideration must be given to the use of an emergency stop function that is in dependent of the programmable controller. The diagrams and examples in this user manual are included for illustrative purposes only. The manufacturer cannot assume responsibility or liability for actual use based on the diagrams and examples. CAUTION Do not press the EZ Series Touch Panel touchscreen with any sharp objects. This practice may damage the unit beyond repair. Trademarks This publication may contain references to products produced and/or offered by other companies. The product and company names may be trademarked and are the sole property of their respective owners. EZ Automation disclaims any proprietary interest in the marks and names of others. Manual Part Number EZ-PANELEDIT © Copyright 2005, EZAutomation All Rights Reserved No part of this manual shall be copied, reproduced, or transmitted in any way without the prior writ- ten consent of EZAutomation. EZAutomation retains the exclusive rights to all information included in this document. Designed and Built by AVG 4140 Utica Ridge Rd. -
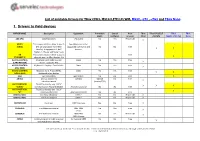
List of Available Drivers for Tbox CPU3, MS16/LITE/LP/WM, MS32, -LT2 , –TG2 and Tbox Nano
List of available Drivers for TBox CPU3, MS16/LITE/LP/WM, MS32, -LT2 , –TG2 and TBox Nano 1. Drivers to field devices DRIVER NAME Description Equipment Protection Special Price TBox TBox CPU16/LT TBox TBox Mode Hardware in Euros CPU3 /LP/WM MS32/-LT2/-TG2 Nano ABB SPAJ ABB Regulators SPAJ 140 C No Yes Please Call X ABDF1 This communication driver supports See driver manual for SERIAL DF1 serial protocol from Allen supported commands and No No Free X X Bradley. It supports Full, Half devices. Duplex, in Master and Slave mode AB This communication driver supports Free X ETHERNET IP ethernet com. to Allen Bradley PLC ACCESS CONTROL Magnetic Card reader custom Dinec No Yes Free X (CARD READER) driver – requests 4 DI ACCESS CONTROL Keyboard + Display + Card Reader Dinec No Yes Free X (DIGI 3520) ACCESS CONTROL Magnetic Card, Proxy (RFID), Dinec No Yes Free X X (LOCAL BUS) keyboard w/wo display AGA Gas calculation Gas meters No No Free X ARITEC ARITEC Advisor 91 CD9102 Internal No Free X Intrusion central (licence/CPU) ASCII PROTOCOL Toolkit to develop any “ASCII” X X X “SERIAL” communication (RS232 & RS485) Any basic protocol No No Free ASCII PROTOCOL Toolkit to develop any “ASCII” X “IP” communication (IP) Any basic protocol No No Free BRISTOL MECI Gas Flow calculator CDN12 No No Please call X BRISTOL MECI Gas Flow analyzer CDV12 No No Please call X CATERPILLAR Cat driver CCM interface Yes No Free X CERBERUS Fire Detection Central DMS 7000 No Yes Free X CS10 CERBERUS Fire Detection Central DMS7000 No Yes Please call X CS11-Algorex COMLI Communication in Comli protocol Ex : Sattcon OP45 No No Free X with ABB devices (SERIAL) Please call for updated list of available drivers - Prices and technical specifications may change without prior notice V16. -

Release Notes for IGS 7.521A 02/17/2017 IGS Server (5.21.146.0)
Release Notes for IGS 7.521a 02/17/2017 IGS Server (5.21.146.0) Server Runtime Resolved an issue introduced in 5.12 where a write to the _System._NetworkAdapter tag failed to select the desired adapter. Updated OpenSSL components to version 1.0.2j-2 to address CVE-2016-2107. OpenSSL was vulnerable to a "Man in the Middle" attack that could allow an attacker to intercept or modify information between a server, such as IGS, and connected endpoints using TLS encryption. https://www.kepware.com/support/knowledge- base/default.asp?solution=/_ui/selfservice/pkb/PublicKnowledgeSolution/d?&id=50133 000000TbnZ Client Interfaces iFIX Native Interface (NIO) Added an option to "Use unconfirmed updates" to control how the server updates local cache for iFIX following writes via the NIO interface. Fixed a defect introduced in the previous release where the server was not correctly cleaning up the iFIX Native Interface. This would leave parts of iFIX Database Manager running and prevent it from closing correctly or reopening. Resolved an upper boundary limit check to now respect Engineering Units High Limit for Analog Input Blocks (tags) defined in the iFIX Database Manager that utilize AL type Signal Conditioning. OPC UA Server Interface Fixed an issue where a deadlock could occur when simultaneously processing both a read request and a browse request. Resolved an issue where the OPC UA server did not correctly resolve internal tags like _System tags. Fixed an issue where the server could return an out-of-order sequence number that caused the client to disconnect from the server, resulting in data loss. -

The Internet of Things in the Cloud
THE INTERNET I OF THINGS Downloaded by [New Horizon College of Engineering] at 01:03 10 March 2017 The Internet of Things in the Cloud A Middleware Perspective Honbo Zhou CRC Press Taylor & Francis Group 6000 Broken Sound Parkway NW, Suite 300 Boca Raton, FL 33487-2742 © 2013 by Taylor & Francis Group, LLC CRC Press is an imprint of Taylor & Francis Group, an Informa business No claim to original U.S. Government works Version Date: 2012918 International Standard Book Number-13: 978-1-4398-9302-9 (eBook - PDF) This book contains information obtained from authentic and highly regarded sources. Reasonable efforts have been made to publish reliable data and information, but the author and publisher cannot assume responsibility for the validity of all materials or the consequences of their use. The authors and publishers have attempted to trace the copyright holders of all material reproduced in this publication and apologize to copyright holders if permission to publish in this form has not been obtained. If any copyright material has not been acknowledged please write and let us know so we may rectify in any future reprint. Except as permitted under U.S. Copyright Law, no part of this book may be reprinted, reproduced, transmit- ted, or utilized in any form by any electronic, mechanical, or other means, now known or hereafter invented, including photocopying, microfilming, and recording, or in any information storage or retrieval system, without written permission from the publishers. For permission to photocopy or use material electronically from this work, please access www.copyright. Downloaded by [New Horizon College of Engineering] at 00:56 10 March 2017 com (http://www.copyright.com/) or contact the Copyright Clearance Center, Inc. -
Motion Coordinator - 4Xx Range HARDWARE REFERENCE MANUAL Version 7.6 Trio Motion Technology Motion Coordinator 4Xx Range Hardware Reference Manual
Motion Coordinator - 4xx Range HARDWARE REFERENCE MANUAL Version 7.6 Trio Motion Technology Motion Coordinator 4xx Range Hardware Reference Manual Seventh Edition • 2016 Revision 6 All goods supplied by Trio are subject to Trio’s standard terms and conditions of sale. This manual applies to systems based on the Motion Coordinator MC4 range. The material in this manual is subject to change without notice. Despite every effort, in a manual of this scope errors and omissions may occur. Therefore Trio cannot be held responsible for any malfunctions or loss of data as a result. Copyright (C) 2000-2016 Trio Motion Technology Ltd. All Rights Reserved UK Trio Motion Technology Ltd. Phone: +44 (0)1684 292333 Fax: +44 (0)1684 297929 USA Trio Motion Technology LLC. Phone: + 1 724 472 4100 Fax: +1 724 472 4101 CHINA Trio Shanghai Tel: +86 21 587 976 59 Fax: +86 21 587 942 89 INDIA Trio India Phone: +91 827 506 5446 SAFETY WARNING During the installation or use of a control system, users of Trio products must ensure there is no possibility of injury to any person, or damage to machinery. Control systems, especially during installation, can malfunction or behave unexpectedly. Users must ensure that in all cases of normal operation, controller malfunction, or unexpected behaviour, the safety of operators, programmers or any other person is totally ensured. This manual uses the following icons for your reference: M Information that relates to Information to highlight key Useful tips and techinques. safety issues and critical features or methods. software information Hardware Reference Manual Contents 5-Way connector ...........................................2-15 Contents I/O connector A ............................................2-16 I/O connector B ............................................2-16 24V input channels.........................................2-16 I/O connector C ............................................2-17 I/oO connector D ...........................................2-17 INTRODUCTION TO THE MC4XX RANGE ......... -

Release Notes for IGS 7.66 02/25/2019 IGS Server (6.6.404.0)
Release Notes for IGS 7.66 02/25/2019 IGS Server (6.6.404.0) Application Report Utility (ARU) • Improved the accuracy of running processes. Configuration API • Enabled HTTP keep-alive for the web server. • Removed SSL 3.0 support. Only TLS1.0, TLS1.1, and TLS1.2 are acceptable connections ciphers to improve security. • Added a new option to the Configuration API Settings to enable HTTP keep-alive property. • Added the ability to specify a password when loading an .opf project with the project load service. • Added a startup retry for the Configuration API Service in case it is not able to start on the first attempt. • Updated Configuration API branding. Installer • Updated to the latest hardware key installer with added support for Windows 10 and Windows 7. • The AutomationDirect Suite now includes the AutomationDirect EBC driver. NIO Interface • Fixed intermittent problems when synchronizing between processes. OPC Unified Architecture (UA) Server Interface • Resolved an issue where the server could send packets that exceeded the ReceiveBufferSize negotiated with the client in the OPC UA TCP Hello message. • Fixed an issue where the server failed to provide a product URI when registering with a Local Discovery Server. • Fixed an issue where Node Ids with multiple semicolons in the string would fail to parse correctly. • Strings with zero length are no longer encoded as NULL strings; they are now encoded as empty strings. • Fixed an issue where clients that set AnonymousIdentityToken with a NULL PolicyId were rejected with a status of Status_BadIdentityTokenInvalid. • Fixed an issue where the UA communications could fail to reconnect after either a closed session or closed socket connection caused by setting the system clock forward or backward in time. -
Introduzione File
BUS DI CAMPO (FIELDBUS) UN’INTRODUZIONE AI BUS DI CAMPO FONTI: • Alessandro De Luca, presentazione «CIM: Computer Integrated Manufacturing», Università la Sapienza Roma • https://en.wikipedia.org/wiki/List_of_automation_protocols INDICE: • Definizione di bus di campo (fieldbus) • Elenco dei bus di campo più diffusi TIPOLOGIE DI RETE PER LO SCAMBIO DI INFORMAZIONI SUPERVISIONE Ethernet CONTROLLO Ethernet Fieldbus CAMPO Ethernetindustriale ASI DIFFUSIONE DEI BUS DI CAMPO DEFINIZIONE Bus di campo (fieldbus) è il termine fissato in ambito IEC (International Electrotechnical Commission) per indicare in un processo automatizzato lo standard di comunicazione “seriale” tra i diversi dispositivi (nodi) costituenti il processo, quali: • dispositivi di campo (sensori, attuatori, ecc.) • dispositivi di controllo (PLC, microcontrollori ecc.) • La comunicazione tra i nodi è gestita secondo un protocollo che è caratteristico di ogni tipo di bus di campo • il modello ISO/OSI è il riferimento per i protocolli • non sono necessariamente utilizzati tutti i livelli ISO/OSI MODELLO ISO/OSI Messaggio Livelli che fanno riferimento Messaggio all’applicazione Messaggio Livello di isolamento tra rete e Messaggio applicazione Pacchetto Livelli che fanno riferimento alla Frame gestione della rete Bit TIPOLOGIE DI BUS DI CAMPO • Non esiste una sola tipologia di bus di campo, ma diverse a seconda del tipo di applicazione • Le specifiche nascono da consorzi di produttori che si associano per garantire l’interoperabilità dei loro dispositivi • Alcune di queste specifiche