Flip Chip Attachment Methods: a Methodology for Evaluating the Effects of Supplier Process Variation and Supplier Relationships on Product Reliability
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
FC-PBGA, Flip Chip Plastic Ball Grid Array
TM Freescale, the Freescale logo, AltiVec, C-5, CodeTEST, CodeWarrior, ColdFire, C-Ware, t he Energy Efficient Solutions logo, mobileGT, PowerQUICC, QorIQ, StarCore and Symphony are trademarks of Freescale Semiconductor, Inc., Reg. U.S. Pat. & Tm. Off. BeeKit, BeeStack, ColdFire+, CoreNet, Flexis, Kinetis, MXC, Platform in a Package, Processor Expert, QorIQ Qonverge, Qorivva, QUICC Engine, SMARTMOS, TurboLink, VortiQa and Xtrinsic are trademarks of Freescale Semiconductor, Inc. All other product or service names are the property of their respective owners. © 2011 Freescale Semiconductor, Inc. Table of Contents Slide 1. FC-PBGA Package Configurations 3 2. Printed Circuit Board Design for FC-PBGA 11 3. Surface Mount Assembly 16 4. Component Level Qualification 29 5. Board-Level Reliability 31 6. Thermal Performance 38 Freescale, the Freescale logo, AltiVec, C-5, CodeTEST, CodeWarrior, ColdFire, C-Ware, the Energy Efficient Solutions logo, mobileGT, PowerQUICC, QorIQ, StarCore and Symphony are trademarks of Freescale Semiconductor, Inc., Reg. U.S. Pat. & Tm. Off. BeeKit, BeeStack, ColdFire+, CoreNet, Flexis, Kinetis, MXC, Platform in a TM 2 Package, Processor Expert, QorIQ Qonverge, Qorivva, QUICC Engine, SMARTMOS, TurboLink, VortiQa and Xtrinsic are trademarks of Freescale Semiconductor, Inc. All other product or service names are the property of their respective owners. © 2011 Freescale Semiconductor, Inc. TM FC-PBGA Package Configurations Freescale, the Freescale logo, AltiVec, C-5, CodeTEST, CodeWarrior, ColdFire, C-Ware, t he Energy Efficient Solutions logo, mobileGT, PowerQUICC, QorIQ, StarCore and Symphony are trademarks of Freescale Semiconductor, Inc., Reg. U.S. Pat. & Tm. Off. BeeKit, BeeStack, ColdFire+, CoreNet, Flexis, Kinetis, MXC, Platform in a Package, Processor Expert, QorIQ Qonverge, Qorivva, QUICC Engine, SMARTMOS, TurboLink, VortiQa and Xtrinsic are trademarks of Freescale Semiconductor, Inc. -

Chapter 9 Chip Bonding At
9 CHIP BONDING AT THE FIRST LEVEL The I/O interface to the die primarily interconnects electrical power, ground and signals. It must provide for low impedance for the power distribution system, so as to keep switching noise within specification, and controlled impedance for the signal leads to allow adequate signal integrity. In addition it must accommodate all the I/O and power and ground leads required, and at the same time, minimize the cost for high volume assembly. The secondary role of chip bonding is to be mechanically robust, not interfere with thermal man- agement and be the geometrical transformer from the die features to the next level of packaging features. There are many options for the next level of interconnect, including: ¥ leadframe in a single chip package ¥ ceramic substrate in a single chip package ¥ laminate substrate in a single chip package ¥ ceramic substrate in a multichip module ¥ laminate substrate in a multichip module ¥ glass substrate, such as an LCD (liquid crystal display) ¥ laminate substrate, such as a circuit board ¥ ceramic substrate, such as a circuit board For all of these first level interfaces, the chip bonding options are the same. Illustrated in Figure 9-1, they are: ¥ wirebond ¥ TAB (tape automated bonding) ¥ flip chip; either with a solder interface, a polymer adhesive or a welded joint Because of the parallel efforts in widely separated applications involving similar, but slightly dif- ferent variations of chip attach techniques, seemingly confusing names have historically evolved to describe some of the attach technologies. COG (chip on glass) refers to assembly of bare die onto LCD panels. -

Electronic Packaging Technologies 1
ElectronicElectronic PackagingPackaging TechnologiesTechnologies Sergio Lopez-Buedo, Eduardo Boemo Universidad Autonoma de Madrid e-mail: [email protected] Electronic Packaging Technologies 1 Introduction to Electronic Packaging • Electronic Packaging is a multi-disciplinary subject – Mechanical, Electrical and Industrial Engineering, Chemistry, Physics and even Marketing • Electronic Packaging: Housing and interconnection of integrated circuits to form electronic systems • Electronic Packaging must provide – Circuit support and protection – Heat dissipation – Signal distribution – Manufacturability and serviceability – Power distribution Electronic Packaging Technologies 2 Issues in Electronic Packaging Electrical analysis and testing Mechanical analysis and Reliability, Chemistry, testing Physics, Mat. performance, cost, Eng.. market need/timing, manufacturability, yields…other Thermal Manufacturing analysis and and Industrial testing Eng.. Market analysis Electronic Packaging Technologies 3 Hierarchy of Interconnection Levels • Level 0 – Gate-to-gate interconnections on the silicon die • Level 1 – Connections from the chip to its package • Level 2 – PCB, from component to component or to external connector • Level 3 – Connections between PCBs, including backplanes or motherboards • Level 4 – Connections between subassemblies, for example a rack • Level 5 – Connections between physically separate systems, using for example an Ethernet LAN Electronic Packaging Technologies 4 Blue Gene: Example of Connection Hierarchy Electronic -

2005 Injection Molded & Micro Fabrication Electronic Packaging
2005 INJECTION MOLDED & MICRO FABRICATION ELECTRONIC PACKAGING Dr. Ken Gilleo ET-Trends LLC Warwick, RI Dennis Jones Matrix, Inc. Providence, RI Abstract Thermoset epoxies, discovered nearly 80 years ago, remain the workhorse plastic for electronic packaging and printed circuit boards, but this could change with increasing technical, economic and regulatory demands. Modern halogen-free thermoplastics now boast superior properties and highly automated high-efficiency high-volume processes. Injection molding can readily produce intricate 3D structures suitable for electronic component packaging and 3D molded circuits. Although there is a well-established packaging infrastructure tied to thermoset epoxies there is a much larger world-wide manufacturing base that excels in thermoplastics. Nearly 16-billion pounds of thermoplastics are molded into various parts each year in the USA alone; 30 times higher than for epoxies. We believe that the time is right for adding thermoplastic packages, interconnects and circuitry to 21st century electronics. This paper will discuss concepts, novel designs, new processes and the advancements for injection molded packaging and highlight their impressive attributes; the lowest moisture uptake, the fastest processing and the highest stability in the world of polymers. While MEMS (Micro-Electro-Mechanical Systems) packaging will be a central theme, general component packaging will also be discussed including power packages and digital camera modules. The discussion will include the development of new BGA concepts that utilize automatic insert-molding of tiny metal balls to create the 1st (to chip) and 2nd level (to circuit board) interconnect system. Assembly topics will cover package sealing methods that include laser welding. New Multi-Chip Package (MCP) ideas based on insert-molded flexible circuitry will be described that could find use in stackable designs. -

Quad Flat No-Lead (QFN) Evauation Test
National Aeronautics and Space Administration Quad Flat No-Lead (QFN) Evaluation Testing Reza Ghaffarian, Ph.D. Jet Propulsion Laboratory Pasadena, California Jet Propulsion Laboratory California Institute of Technology Pasadena, California 6/17 National Aeronautics and Space Administration Quad Flat No-Lead (QFN) Evaluation Testing NASA Electronic Parts and Packaging (NEPP) Program Office of Safety and Mission Success Reza Ghaffarian, Ph.D. Jet Propulsion Laboratory Pasadena, California NASA WBS: 724297.40.43 JPL Project Number: 104593 Task Number: 40.49.02.35 Jet Propulsion Laboratory 4800 Oak Grove Drive Pasadena, CA 91109 http://nepp.nasa.gov 6/17 This research was carried out at the Jet Propulsion Laboratory, California Institute of Technology, and was sponsored by the National Aeronautics and Space Administration Electronic Parts and Packaging (NEPP) Program. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not constitute or imply its endorsement by the United States Government or the Jet Propulsion Laboratory, California Institute of Technology. Copyright 2017. California Institute of Technology. Government sponsorship acknowledged. Acknowledgments The author would like to acknowledge many people from industry and the Jet Propulsion Laboratory (JPL) who were critical to the progress of this activity including the Rochester Institute of Technology (RIT). The author extends his appreciation to program managers of the National Aeronautics and Space -

AN1902: Assembly Guidelines for QFN and SON Packages
AN1902 Assembly guidelines for QFN (quad flat no-lead) and SON (small outline no-lead) packages Rev. 9 — 28 April 2021 Application note Document information Information Content Keywords QFN, SON, PCB, Assembly, Soldering Abstract This document provides guidelines for the handling and board mounting of QFN and SON packages including recommendations for printed-circuit board (PCB) design, soldering, and rework. NXP Semiconductors AN1902 Assembly guidelines for QFN (quad flat no-lead) and SON (small outline no-lead) packages Revision history Rev Date Description v.9 20210428 Updated description in Section 7.1 and Section 7.2 v.8 20180206 Rewrote to combine Freescale AN1902 and NXP AN10365 application notes into a single document. AN1902 All information provided in this document is subject to legal disclaimers. © NXP B.V. 2021. All rights reserved. Application note Rev. 9 — 28 April 2021 2 / 50 NXP Semiconductors AN1902 Assembly guidelines for QFN (quad flat no-lead) and SON (small outline no-lead) packages 1 Introduction This application note provides guidelines for the handling and board mounting of NXP's QFN and SON packages including recommendations for printed-circuit board (PCB) design, board mounting, and rework. Generic information of package properties such as moisture sensitivity level (MSL) rating, board level reliability, mechanical and thermal resistance data are also provided. Semiconductor components are electrical (ESD) and mechanical sensitive devices. Proper precautions for handling, packing and processing are described. 2 Scope This application note contains generic information about various QFN and SON packages assembled at NXP and NXP's assembly and test vendors. Refer to Section 9 "Downloading package information from NXP website" of this application note for step by step instructions for retrieving package information. -
Ball Grid Array and Chip Scale Packaging
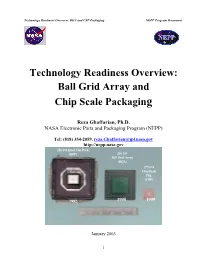
Technology Readiness Overview: BGA and CSP Packaging NEPP Program Document Technology Readiness Overview: Ball Grid Array and Chip Scale Packaging Reza Ghaffarian, Ph.D. NASA Electronic Parts and Packaging Program (NEPP) Tel: (818) 354-2059, [email protected] http://nepp.nasa.gov 256 I/O Quad Flat Pack (QFP) 256 I/O Ball Grid Array (BGA) 275 I/O Chip Scale Pkg. (CSP) 1992 1995 1999 January 2003 1 Technology Readiness Overview: BGA and CSP Packaging NEPP Program Document Overview of BGA and CSP Packaging Technology for Spaceflight Missions This document provides an overview for designing, manufacturing, and testing printed wiring assemblies populated with ball grid arrays (BGA) and chip scale packages (CSPs). NASA Headquarters, Code AE and Code Q, has funded numerous tasks for the last several years to investigate the use of BGAs and CSPs for potential spaceflight missions. The objectives of the NEPP (NASA Electronic Parts and Packaging) Program area array (BGA and CSP) projects were to evaluate the quality and reliability of these technologies and to assist in the development of the rapidly growing associated industrial infrastructure. This was successfully accomplished by organizing industry-wide consortia, led by the NEPP Program to address many issues with this technology. The principal investigator, as chairperson and in collaboration with industry, released findings in 2002 as industry qualification specification, IPC 9701, ”Performance Test Methods and Qualification Requirements for Surface Mount Solder Attachments”. This was published by IPC, Association Connecting Electronics Industries. CSPs QFP BGA Figure 1 Miniaturization trends in surface mount electronics packaging, from quad flat pack (QFP) to ball grid array (BGA) and chip scale package (CSP) Figure 1 compares a conventional leaded package with BGA and smaller configuration CSPs. -

An Improved and Low-Resistive Package for High-Current Power MOSFET WALTER Ralf
An improved and low-resistive package for high-current power MOSFET WALTER Ralf AN IMPROVED AND LOW-RESISTIVE PACKAGE FOR HIGH- CURRENT MOSFET Ralf Walter, Ralf Siemieniec, Marion Hoja INFINEON TECHNOLOGIES AUSTRIA AG Siemensstrasse 2 A-9500 Villach, Austria Tel. +43 51777 3877 E-Mail: [email protected] URL: http://www.infineon.com Acknowledgements The authors want to thank Ulrich Fröhler for the careful simulations of the transient thermal behavior of the discussed devices. We also like to thank Herbert Danler-Swatt, Josef Hoeglauer and Andrew Wood for many helpful discussions and hints. Keywords MOSFET, power semiconductor device, packaging, device application, reliability Abstract Over the years improved silicon technologies for low-voltage power MOSFETs have led to a very low on-resistance of the die which is now comparable or even lower than that of the device package. Modern SMD packages offer a significant reduction of the package-related resistive contribution to the overall on-resistance but are limited in the maximum useable chip size due to their small form factor. Larger dies are usually mounted into through-hole-packages or their derivatives resulting in certain limitations of their performance. In this work a new package solution especially suited for high current applications linked to high reliability requirements such as industrial motor drives or servers is discussed from the user’s perspective. The need for a new power package Low-voltage power MOSFETs based on charge-compensation using a field-plate offer a significant reduction of the area-specific on-resistance. The first commercially available devices of this type were introduced in 2001, and since that time such power MOSFETs have become more and more dominant in the market. -
Ball Grid Array (BGA) Packaging 14
Ball Grid Array (BGA) Packaging 14 14.1 Introduction The plastic ball grid array (PBGA) has become one of the most popular packaging alternatives for high I/O devices in the industry. Its advantages over other high leadcount (greater than ~208 leads) packages are many. Having no leads to bend, the PBGA has greatly reduced coplanarity problems and minimized handling issues. During reflow the solder balls are self-centering (up to 50% off the pad), thus reducing placement problems during surface mount. Normally, because of the larger ball pitch (typically 1.27 mm) of a BGA over a QFP or PQFP, the overall package and board assembly yields can be better. From a performance perspective, the thermal and electrical characteristics can be better than that of conventional QFPs or PQFPs. The PBGA has an improved design-to-produc- tion cycle time and can also be used in few-chip-package (FCPs) and multi-chip modules (MCMs) configurations. BGAs are available in a variety of types, ranging from plastic overmolded BGAs called PBGAs, to flex tape BGAs (TBGAs), high thermal metal top BGAs with low profiles (HL- PBGAs), and high thermal BGAs (H-PBGAs). The H-PBGA family includes Intel's latest packaging technology - the Flip Chip (FC)-style, H-PB- GA. The FC-style, H-PBGA component uses a Controlled Collapse Chip Connect die packaged in an Organic Land Grid Array (OLGA) substrate. In addition to the typical advantages of PBGA pack- ages, the FC-style H-PBGA provides multiple, low-inductance connections from chip to package, as well as, die size and cost benefits. -

Trends in Assembling of Advanced IC Packages Ryszard Kisiel and Zbigniew Szczepański
Invited paper Trends in assembling of advanced IC packages Ryszard Kisiel and Zbigniew Szczepa«ski Abstract|In the paper, an overview of the current trends ical area occupancy on the PCB, about three times com- in the development of advanced IC packages will be pre- pared to QFP for this I/O range. Shorter connections of- sented. It will be shown how switching from peripheral fered by CSP reduce parasitic inductance and capacitance. packages (DIP, QFP) to array packages (BGA, CSP) and multichip packages (SiP, MCM) affects the assembly pro- Table 2 cesses of IC and performance of electronic systems. The Comparison of key features of various packages [2] progress in bonding technologies for semiconductor packages will be presented too. The idea of wire bonding, flip chip Feature QFP BGA CSP and TAB assembly will be shown together with the bound- I/O 208 225 313 aries imposed by materials and technology. The construction Pitch [mm] 0.5 1.27 0.5 of SiP packages will be explained in more detail. The paper Footprint [mm2] 785 670 252 addresses also the latest solutions in MCM packages. Height [mm] 3.37 2.3 0.8 Keywords| IC packages, SiP, wire bonding, TAB, flip chip. Package to die ratio 8 7 1 Inductance [nH] 6.7 1.3 { 5.5 0.5 { 2.1 Capacitance [pF] 0.5 { 1 0.4 { 2.4 0.05 { 0.2 1. Introduction Compared to leaded packages such as QFPs, BGA and CSP The development of the electronics industry is dominated packages are expensive. The cost is about twice as high, by communication products, which are characterised by but when cost per I/O is taken into account the prices be- rapid market introduction and fast mass-manufacturing ca- come almost the same. -

Integrated Circuit Packaging, Assembly and Interconnections
INTEGRATED CIRCUIT PACKAGING, ASSEMBLY AND INTERCONNECTIONS INTEGRATED CIRCUIT PACKAGING, ASSEMBLY AND INTERCONNECTIONS William J. Greig Consultant Somerville, New Jersey, USA William J. Greig Consultant 10 Imperial Drive Somerville, NJ 08876 Integrated Circuit Packaging, Assembly and Interconnections Library of Congress Control Number: 2006927423 ISBN 0-387-28153-3 e-ISBN 0-387-33913-2 ISBN 978-0387-28153-7 e-ISBN 978-0387-33913-9 Printed on acid-free paper. © 2007 Springer Science+Business Media LLC All rights reserved. This work may not be translated or copied in whole or in part without the written permission of the publisher (Springer Science+Business Media LLC, 233 Spring Street, New York, NY 10013, USA), except for brief excerpts in connection with reviews or scholarly analysis. Use in connection with any form of information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed is forbidden. The use in this publication of trade names, trademarks, service marks and similar terms, even if the are not identified as such, is not to be taken as an expression of opinion as to whether or not they are subject to proprietary rights. 9 8 7 6 5 4 3 2 1 springer.com DEDICATION To my family, my wife Joan and our children, their spouses and grandchildren Karen – Christopher, Ryan, Kevin Billy and Cathy – Alli, Jeff, Shauna Joni and Fred – Danny, Kerri, Traci Jo Jimmy and Colleen – Maggie, Molly, Katie, Claire Ronny and Meryl – RJ, Connor Steven Kenny Table of Contents List of Figures ........................................................................................................ xiii List of Tables...........................................................................................................xxi Preface ................................................................................................................. -

Flip Chip and Lid Attachment Assembly Process Development
FLIP CHIP AND LID ATTACHMENT ASSEMBLY PROCESS DEVELOPMENT Except where reference is made to the work of others, the work described in this dissertation is my own or was done in collaboration with my advisory committee. This dissertation does not include proprietary or classified information. ______________________________________ Fei Ding Certificate of Approval: Thomas A. Baginski R. Wayne Johnson, Chair Professor Ginn Professor Electrical and Computer Engineering Electrical and Computer Engineering Fa Foster Dai Ramesh Ramadoss Associate Professor Assistant Professor Electrical and Computer Engineering Electrical and Computer Engineering Joe F. Pittman Interim Dean Graduate School FLIP CHIP AND LID ATTACHMENT ASSEMBLY PROCESS DEVELOPMENT Fei Ding A Dissertation Submitted to the Graduate Faculty of Auburn University in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy Auburn, Alabama December 15, 2006 FLIP CHIP AND LID ATTACHMENT ASSEMBLY PROCESS DEVELOPMENT Fei Ding Permission is granted to Auburn University to make copies of this dissertation at its discretion, upon the request of individuals or institutions at their expense. The author reserves all publication rights. Signature of Author Date of Graduation iii DISSERTATION ABSTRACT FLIP CHIP AND LID ATTACHMENT ASSEMBLY PROCESS DEVELOPMENT Fei Ding Doctor of Philosophy, December 15, 2006 (M.S., Auburn University, 2001) (B.E., Chengdu Science and Technology University, 1992) 127 Typed Pages Directed by R. Wayne Johnson Flip chip technology offers numerous advantages over conventional packages by virtue of its electrical performance, greater input/output (I/O) flexibility and small size. This study focuses on two flip chip assembly process developments: large size, fine pitch lead-free capillary flow flip chip and wafer-applied bulk coated flip chip.