Structural Design of 3-Axis Cnc Machine Tool for Wood Carving
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
CNC ROUTERS Selecting the Right Tool, Maximizing Machine Time
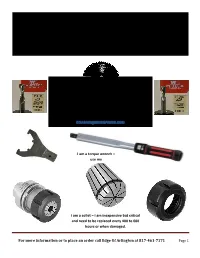
CNC ROUTERS Selecting the right tool, maximizing machine time, finish, tool life & profits. Edge of Arlington Saw & Tool Inc 124 S. Collins St. Arlington, TX 76010 817-461-7171 Metro 888-461-7171 Toll Free 817-795-6651 Fax [email protected] I am a torque wrench – use me I am a collet – I am inexpensive but critical and need to be replaced every 400 to 600 hours or when damaged. For more information or to place an order call Edge Of Arlington at 817-461-7171 Page 1 Table of Contents Topic Pages Introduction 3 Factors to consider before selecting a tool 3-4 The many factors affecting tool life and finish quality. 4 -6 Collets & Tool Holders 6-7 Tightening Stands & Torque specifications 8-9 Torque Wrenches & Accessories 9-10 Taper Wipers 10 Spoil Boards, Hold-Downs & Dust Collection 11-13 Techniks Aggregate Heads 13-14 Climb VS. Conventional cut 15 Tool Materials 15-16 Tool Geometry 16-19 Chipload 20-21 Feed & Speed 21-22 Things to Avoid 22-23 Index 24-25 For more information or to place an order call Edge Of Arlington at 817-461-7171 Page 2 The following are general guidelines for profitably operating CNC routers when machining wood, plastic, composites and other man-made materials. There are many factors to consider and the choices can sometimes seem overwhelming. The purpose of this manual is to familiarize you with some basic principles that will enable you to adapt to any cutting situation. Friction during the cutting process results in enormous heat generation. -

18Th Annual Eastern Conference of the Timber Framers Guild
Timber Framers Guild 18th Annual Eastern Conference November 14–17, 2002, Burlington, Vermont The Timber Framer’s Panel Company www.foardpanel.com P.O. Box 185, West Chesterfield, NH 03466 ● 603-256-8800 ● [email protected] Contents FRANK BAKER Healthy Businesses. 3 BRUCE BEEKEN Furniture from the Forest . 4 BEN BRUNGRABER AND GRIGG MULLEN Engineering Day to Day ENGINEERING TRACK . 6 BEN BRUNGRABER AND DICK SCHMIDT Codes: the Practical and the Possible ENGINEERING TRACK . 8 RUDY CHRISTIAN Understanding and Using Square Rule Layout WORKSHOP . 13 RICHARD CORMIER Chip Carving PRE-CONFERENCE WORKSHOP . 14 DAVID FISCHETTI AND ED LEVIN Historical Forms ENGINEERING TRACK . 15 ANDERS FROSTRUP Is Big Best or Beautiful? . 19 ANDERS FROSTRUP Stave Churches . 21 SIMON GNEHM The Swiss Carpenter Apprenticeship . 22 JOE HOWARD Radio Frequency Vacuum Drying of Large Timber: an Overview . 24 JOSH JACKSON Plumb Line and Bubble Scribing DEMONSTRATION . 26 LES JOZSA Wood Morphology Related to Log Quality. 28 MICHELLE KANTOR Construction Law and Contract Management: Know your Risks. 30 WITOLD KARWOWSKI Annihilated Heritage . 31 STEVE LAWRENCE, GORDON MACDONALD, AND JAIME WARD Penguins in Bondage DEMO 33 ED LEVIN AND DICK SCHMIDT Pity the Poor Rafter Pair ENGINEERING TRACK . 35 MATTHYS LEVY Why Buildings Don’t Fall Down FEATURED SPEAKER . 37 JAN LEWANDOSKI Vernacular Wooden Roof Trusses: Form and Repair . 38 GORDON MACDONALD Building a Ballista for the BBC . 39 CURTIS MILTON ET AL Math Wizards OPEN ASSISTANCE . 40 HARRELSON STANLEY Efficient Tool Sharpening for Professionals DEMONSTRATION . 42 THOMAS VISSER Historic Barns: Preserving a Threatened Heritage FEATURED SPEAKER . 44 Cover illustration of the Norwell Crane by Barbara Cahill. -

Carving Newsletter February 2021 Final Version-2
FEBRUARY 2021 PRESIDENT’S LETTER Hello Carvers, I want to invite you to a special member meeting on April 21st at 7:00 PM (online). Te agenda includes officially changing the name from the Western Woodcarvers Association to the Oregon Carvers Guild, adding language to become a 501c3 charitable nonproft, revising the bylaws and electing officers. To register, click here. We want to honor the 48 year legacy of the Western Woodcarvers Association and continue using the State’s legal framework but change the name. To do this we need to make a one sentence name change to the Articles of Incorporation and fle the amendment. Tis is easy, but we will make other necessary changes while we are at it. Particularly we will add boilerplate language so we can become a 501c3 nonproft, the strongest and best type. Right now we are a generic c7 nonproft which provides no beneft to donors. It will take another six months to get IRS approval after that. Members need to approve these changes. While we are at it, we are going to ask you to approve new bylaws to refect our planned organization and add protection for directors and officers. Te language for these will be voluminous but necessary. Quite boring for most of us to wade through, but quite necessary. Finally, we will vote on officers for the next fscal year, hear about our progress and plans and answer questions. If you have a desire to serve on the board, or volunteer to help in any way, please let me know. -

Wood Engraving Using 3 Axis CNC Machine Ms.Disha D.Devardekar1, Ms.Aishwarya J.Gudale2
Wood Engraving Using 3 Axis CNC Machine Ms.Disha D.Devardekar1, Ms.Aishwarya J.Gudale2, Ms.Rutuja R.Karande3, 1,2,3Department of Electronics & Telecommunication Engineering, Bharati Vidyapeeth’s College of Engineering Kolhapur (India) ABSTRACT This machine can be used for Cutting, Engraving and Marking on wood, acrylic and PCB objects. Design picture that have been made on the PC sent to the microcontroller using serial communication then CNC perform execution on object according to point coordinates. Drill spindles will create patterns on objects automatically according to the design drawings. After testing, the CNC machine can be used for cutting, engraving and marking on wood, acrylic and PCB to 2D or 3D objects with 98.5% of carving accuracy and 100% of depth accuracy.Though there are several models for plotter, this plotter is designed in economical way. Main advantage of this plotter is we can replace the tool based on any application such as engraving machine, laser cutting machine, painting any surface and drawing purposes.Increase in the rapid growth of Technology significantly increased the usage and utilization of CNC systems in industries but at considerable expensive.The idea on fabrication of low cost CNC Router came forward to reduce the cost and complexity in CNC systems.Inspiring from this CNC technology and revolutionary change in the world of digital electronics &Microcontroller, we are presenting here an idea of “ 3 Axis CNC Machine For Wood Engraving Based On CNC Controller.” Keywords: CNC, Cutting, Engraving, Marking, Microcontroller. I.INTRODUCTION Working with automatic electrical and mechanical equipment demands precise, accuracy, speed, consistency and flexibility. -
Library-By-Media.Pdf
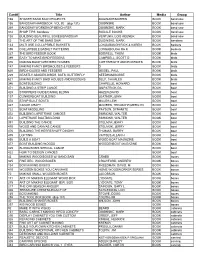
Card# Title Author Media Group 168 SHAKER BAND SAW PROJECTS DUGINAKE/MORRIS BOOK band saw 156 BANDSAW HANDBOOK VOL #2 (dup 131) DUGINSKE BOOK band saw 369 BANDSAW WORKSHOP BENCH REF. DUGINSKE, MARK BOOK band saw 314 SHOP TIPS bandsaw RODALE BOOKS BOOK band saw 138 BUILDING BEAUTIFUL BOXES/BANDSAW VENTURA, LOIS KEENER BOOK band saw 52 THE ART OF THE BAND SAW DUGINSKE, MARK BOOK bandsaw 133 MILTI USE COLLAPSIBLE BASKETS LONGABAUGH RICK & KAREN BOOK baskets 155 COLLAPSIBLE BASKET PATTERNS LONGABOUGH R& K BOOK baskets 227 THE BIRD FEEDER BOOK BOSWELL, THOM BOOK birds 389 EASY TO MAKE BIRD FEEDERS CAMPBELL, SCOTT D BOOK birds 416 MAKING BACKYARD BIRD HOUSES CORTWRIGHT AND POKRIOTS BOOK birds 147 MAKING FANCY BIRDHOUSES & FEEDERS D BOOK birds 620 BIRD HOUSES AND FEEDERS MEISEL, PAUL BOOK birds 229 BEASTLY ABODES-BIRDS, BATS, BUTTERFLY NEEDHAM,BOBBE BOOK birds 621 MAKING FANCY BIRD HOUSES AND FEEDERS SELF, CHARLES BOOK birds 346 BOATBUILDING CHAPELLE, HOWARD BOOK boat 471 BUILDING A STRIP CANOE GILPATRICK,GIL BOOK boat 428 STRIPPERS GUIDE/CANOE BLDNG HAZEN,DAVID BOOK boat 197 CLINKERBOAT BUILDING LEATHER,JOHN BOOK boat 478 STRIP-BUILT BOATS MILLER,LEW BOOK boat 427 CANOE CRAFT MOORES, TED-MOHR,MERILYN BOOK boat 722 BOAT MODELING PAYSON, DYNAMITE BOOK boat 472 BUILDING LAPSTRAKE CANOES SIMMONS, WALTER BOOK boat 474 LAPSTRAKE BOATBUILDING SIMMONS, WALTER BOOK boat 391 BUILDING THE CANOE STELMAK,JERRY BOOK boat 470 WOOD AND CANVAS CANOE STELMOK, JERRY BOOK boat 476 BUILDING THE HERRESHOFF DINGHY THOMAS, BARRY BOOK boat 475 LOFTING VAITSES,ALLAN H BOOK boat 450 BUILD A BOAT WOOD BOAT MAGAZINE BOOK boat 477 BOAT BUILDING WOODS WOODENBOAT MAGAZINE BOOK boat 429 BLDNG BOB'S SPECIAL CANOE BOOK boat 422 HOW TO DESIGN CANOES BOOK boat 43 MAKING WOOD BOXES W/ BAND SAW CRABB BOOK boxes 325 FINE DEC. -
Digital Fabrication: Joints
DIGITAL FABRICATION: JOINTS ELEANOR MCKENNA GRANT SASO FELIPE LOPERA OMAYRA DIAZ Traditional Woodworking Joints by Hayes Shanesy JOINT FORMS BASIC PRINCIPALS: Encyclopedia of wood joints - Not developed for a particular function - No evident of joint preference in construction - Adapted in response to change and demand JOINT FORMS - Lap joints and mortise and tenon became more complex over time JOINT FORMS JAPANESE JOINERY: - Use of Splicing JOINT FORMS SOUTHERN EUROPE: - Angled Joints JOINT FORMS HUMAN HAND Joints were tested - clasping - grasping - interlocking - Evolution of joints through Tools JOINT FORMS CHARACTERISTICS - Strength, flexibility, toughness, appearance, etc. - Derive from the properties of the joining materials - How they are used JOINT FORMS: SPLICING Table Splayed Joint Gerber Joint Wedge Locking Joint Dovetail Joints Gooseneck Joint JOINT FORMS: COUNTER Mortise and Tenon Joint Bridle Joint Box/ Finger Joint Blind Corner Lap Tongue Joint JOINT FORMS: EDGE TO EDGE Rabbeted & Grooved Lap Joint Tongue and Dado Joint Spline Insert Butterfly Key JOINT FORMS: TRADITIONAL vs DIGITAL JOINT FORMS: DIGITAL Jochen Gros’s 50 Digital Wood Joints project Jochen Gros’s 50 Digital Wood Joints project Jochen Gros’s 50 Digital Wood Joints project Jochen Gros’s 50 Digital Wood Joints project JOINT LOGIC: DIGITAL Jochen Gros’s 50 Digital Wood Joints project CNC MILL BASICS - Allows for perfect joints to be fashioned in substantially less time - Somewhat difficult to master, but provides endless opportunities - Requires whole new skill -
Quick Carve Snowmen
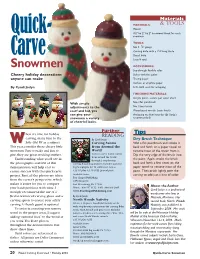
2038_Snowmen_RD.QXD 10/12/04 3:04 PM Page 20 Materials MATERIALS: & TOOLS Wood: 1 Quick- 4 ⁄2" by 2" by 2" basswood block for each snowman TOOLS: 7 No. 3 ⁄8" gouge 1 Carving knife with a 1 ⁄4"-long blade Carve Detail knife 1mm V tool Snowmen ACCESSORIES: See-through flexible ruler Cheery holiday decorations Stylus with fine point anyone can make Tracing paper Carbon or graphite paper By Cyndi Joslyn Soft cloth used for antiquing FINISHING MATERIALS: Acrylic paint - colors per color chart With simple No.6 flat paintbrush adjustments to the No.1 liner brush scarf and hat, you Waterbased varnish (satin finish) can give your Antiquing medium/retarder (Jo Sonja’s snowmen a variety recommended) of cheerful looks. Further Tips hen it’s time for holiday READING carving, many turn to the By Cyndi Josyln Dry Brush Technique WWJolly Old Elf as a subject. Carving Santas Wet a flat paintbrush and stroke it This year, consider these cheery little from Around the back and forth on a paper towel to snowmen. Fun to make and fun to World remove most of the water from it. give, they are great stocking stuffers. Learn to carve festive Santas Dip the very edge of the brush into from around the world Understanding what you’ll see in through 3 step-by-step the paint. Again stroke the brush the photographs and text of this carving & painting projects. Includes patterns back and forth a few times on the demonstration will help a lot to & photographs for 12 additional Santas. -

September 2018
THE WILDFOWLER SEPTEMBER 2018 A PUBLICATION OF THE ATLANTIC WILDFOWL HERITAGE MUSEUM AND THE BACK BAY WILDFOWL GUILD Back Bay Wildfowl Guild Memories Thomas C. Green March 1, 1935 – August 26, 1994 Tom, better known as “Shane”, a nickname he was tagged with as a young child, loved working in his home studio on Loren Crescent in the Cavalier Manor neighborhood of Portsmouth, Virginia. A home he shared with his wife Sylvia where they raised two boys. He enjoyed carving decoys, painting flat art landscapes and scenes of wild ducks and birds. He also enjoyed etching. The variety of the mediums allowed him to express himself without his art becoming boring and mundane. Shane called his passion for art a sickness and therapy all rolled up together. Shane was born in Knoxville, Tennessee. Shortly after his birth his family moved to Portsmouth, VA where he attended Mount Hermon Elementary School and graduated from I. C. Norcom High School. He then attended Virginia State College where he obtained degrees in Chemistry and Accounting. In 1958 Shane joined the United States Army as a Second Lieutenant resigning his commission as a Captain in 1963. In April of 1990 he retired as an Auditor for the United States Navy after a stellar 25 year career where he earned the Navy’s Meritorious Civilian Service Award. Throughout his career as an auditor his was required to travel. He traveled up and down the East and West coasts of the United States, to Japan, Cuba, Europe, and Hawaii. All the while maintaining an avid interest in a variety of art forms. -

CNC Router Machine Operator ______
ISO 9001 Certified 160 Charles Street | PO Box 76 Oconto, WI 54153 phone 920.834.2777 fax 920.834.3041 CNC Router Machine Operator www.letourneauplastics.net _________________________________________________________________________________________________ Location: Oconto, WI Reports to: CNC Supervisor Schedule: Full-time | 7:00AM to 3:30PM | Monday through Friday Comp | Benefits: Based on experience | Health, Life, Dental, Vacation, Paid Holidays, Profit Sharing, 401(k) _________________________________________________________________________________________________ POSITION DESCRIPTION This position works in a fast-paced manufacturing team environment to trim custom plastic parts by operating CNC routers. Responsibilities include but are not limited to those described herein. RESPONSIBILITIES ▪ Apply work order instructions and quality control requirements to job. ▪ Use computer manufacturing software to log in/out of jobs, and document work onto work orders. ▪ Work alongside Setup Technicians and Supervisors to understand job requirements. ▪ Load formed plastic parts into position and unload trimmed parts. ▪ Complete in-process visual quality checks throughout machining process to verify parts meet specifications. ▪ Operate bandsaw to downsize and manage scrap material. ▪ Multitask and maintain pace while operating multiple machines throughout each day. ▪ Work closely with team to efficiently react to production schedule changes and troubleshoot issues. ▪ Maintain a safe and tidy work environment according to guidelines and standards. -
Computer Numerical Control of Woodworking Machines in Secondary Manufacture
United States fl , Department of *I ' Agriculture Computer Numerical Forest Service Control of Woodworking SouthernExperiment Forest Station Machines in Secondarv New Orleans, II Louisiana acture General Technical Report Received SO-42 January, 1983 AUG 0 3 1983 Charles W. McMillin DOCUMENTS UGA LIBRARIES The function and operation of computer numerical controllers is summarized and a number of computer controlled machines used in secondary manufacture are described and illustrated. Included are machines for routing, boring, carving, laser profiling, panel sizing, injection bonding, and upholstery and foam contour cutting. Additionally, a discussion is given on a proposed computer-aided manufacturing system for laser cutting furniture parts under control of defect scanners. CONTENTS Page INTRODUCTION ............................................... 1 COMPUTER NUMERICAL CONTROLLERS ...................... 1 PROGRAMMING .................................................. 3 COMPUTER CONTROLLED MACHINES ......................... 5 Routers .......................................................... 5 Boring ........................................................... 9 Carving ....................................................... 13 Laser Profiling ................................................... 14 Panel Sizing ....................................................16 Injection Bonding ................................................ 16 Upholstery Cutting ............................................... 17 Foam Contour Cutting .......................................... -

MANUFACTURING an INHABITABLE CITY Contents
FOR BEGINNERS MANUFACTURING AN INHABITABLE CITY Contents 3 What is Built InCommon? Case Studies 4 Who is Built InCommon for? 1.1 Park Road 5 Early thoughts of user groups 2.1 WikiHouse 6 Construction systems for 3.1 House De Wiek Built InCommon 4.1 Box House 7 What is the software and technology 5.1 We Can Make Homes that enables Built InCommon? 6.1 East Leeds Pavilion 8 Business models for Built InCommon 9 Micro Flying Factory 11 Case Studies: Getting started 12 Mapping the neighbourhood assets Offsite manufacturing – or “prefabrication” – of architectural elements, is becoming increasingly relevant, even urgent, to the development of our cities. As populations in cities rise, we need more sustainable, resilient and efficient housing, as well as more efficient and effective workplaces and public buildings. This raises questions about design for manufacture and construction – as well as questions about fast-track planning and architectural implications. This was the challenge proposed by The Royal Commission 1851 for their Urban Environment Fellowship 2017. Irena Bauman responded to the call with a proposal to examine disruptive business models for offsite manufacturing, that would remove the stigma of monotonous repetition which has dogged the industry since its inception, and reclaim social value in the process of fabrication and construction. Built InCommon for Beginners is one of the three outputs of the fellowship. There is also a video explainer of the concept and an introductory leaflet. All are available at www.builtincommon.org 2 What is Built InCommon? Built InCommon is an infrastructure for making buildings by the community, What is the Built InCommon for the community. -

Design and Analysis of Base Structure of Cnc Router
April 2017, Volume 4, Issue 04 JETIR (ISSN-2349-5162) DESIGN AND ANALYSIS OF BASE STRUCTURE OF CNC ROUTER 1Pratik Bhambhatt, 2Mr.Piyush Surani, 3 Mr.Dhaval P Patel, 4 Amarishkumar J.Patel, 5 Sunilkumar N.Chaudhari 1M.Tech. Student, 23Assistant Professor, 45Lecturer 123Mechanical Engineering Department, 12Inuds Institute of Technology, Rancharda, 3Gandhinagar Institute of Technology, Moti Bhoyan, 45 Bhailalbhai And Bhikhabhai Institute Of Technology ,V.V.Nagar Abstract – CNC router is used to make a cavity on wooden and it is widely used in industry. Other processes for producing holes are punching and various advanced machining processes. The cost of holes and cavity making is one of the highest machining costs. There are several types of wooden cutting which is different tool or cutter. The three mechanical subsystems will consist of the framing system, the guide system, and the mechanical drive system. The guide and mechanical drive systems have several choices of material and structure type, and each of these choices will be evaluated bas ed on cost and precision. The drive subsystem will be analyzed for efficiency and cost tradeoffs. The electrical subsystem consists of the communications and the motor drive electronics subsystems. The software subsystem will be evaluated and selected based upon the number and types of drawing files with which it can be used, without requiring intermediate programs to translate the files. The cost of structure is estimated, which is a significant saving over current machines currently available on the market wit h the proposed features. Index Terms – CNC Router, Wood, Marking, Analysis, Mechanical Drive I. INTRODUCTION This paragraph illustrates different router configurations and discusses each configuration, its advantages and disadvantages .