CNC ROUTERS Selecting the Right Tool, Maximizing Machine Time
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Wood Engraving Using 3 Axis CNC Machine Ms.Disha D.Devardekar1, Ms.Aishwarya J.Gudale2
Wood Engraving Using 3 Axis CNC Machine Ms.Disha D.Devardekar1, Ms.Aishwarya J.Gudale2, Ms.Rutuja R.Karande3, 1,2,3Department of Electronics & Telecommunication Engineering, Bharati Vidyapeeth’s College of Engineering Kolhapur (India) ABSTRACT This machine can be used for Cutting, Engraving and Marking on wood, acrylic and PCB objects. Design picture that have been made on the PC sent to the microcontroller using serial communication then CNC perform execution on object according to point coordinates. Drill spindles will create patterns on objects automatically according to the design drawings. After testing, the CNC machine can be used for cutting, engraving and marking on wood, acrylic and PCB to 2D or 3D objects with 98.5% of carving accuracy and 100% of depth accuracy.Though there are several models for plotter, this plotter is designed in economical way. Main advantage of this plotter is we can replace the tool based on any application such as engraving machine, laser cutting machine, painting any surface and drawing purposes.Increase in the rapid growth of Technology significantly increased the usage and utilization of CNC systems in industries but at considerable expensive.The idea on fabrication of low cost CNC Router came forward to reduce the cost and complexity in CNC systems.Inspiring from this CNC technology and revolutionary change in the world of digital electronics &Microcontroller, we are presenting here an idea of “ 3 Axis CNC Machine For Wood Engraving Based On CNC Controller.” Keywords: CNC, Cutting, Engraving, Marking, Microcontroller. I.INTRODUCTION Working with automatic electrical and mechanical equipment demands precise, accuracy, speed, consistency and flexibility. -
Digital Fabrication: Joints
DIGITAL FABRICATION: JOINTS ELEANOR MCKENNA GRANT SASO FELIPE LOPERA OMAYRA DIAZ Traditional Woodworking Joints by Hayes Shanesy JOINT FORMS BASIC PRINCIPALS: Encyclopedia of wood joints - Not developed for a particular function - No evident of joint preference in construction - Adapted in response to change and demand JOINT FORMS - Lap joints and mortise and tenon became more complex over time JOINT FORMS JAPANESE JOINERY: - Use of Splicing JOINT FORMS SOUTHERN EUROPE: - Angled Joints JOINT FORMS HUMAN HAND Joints were tested - clasping - grasping - interlocking - Evolution of joints through Tools JOINT FORMS CHARACTERISTICS - Strength, flexibility, toughness, appearance, etc. - Derive from the properties of the joining materials - How they are used JOINT FORMS: SPLICING Table Splayed Joint Gerber Joint Wedge Locking Joint Dovetail Joints Gooseneck Joint JOINT FORMS: COUNTER Mortise and Tenon Joint Bridle Joint Box/ Finger Joint Blind Corner Lap Tongue Joint JOINT FORMS: EDGE TO EDGE Rabbeted & Grooved Lap Joint Tongue and Dado Joint Spline Insert Butterfly Key JOINT FORMS: TRADITIONAL vs DIGITAL JOINT FORMS: DIGITAL Jochen Gros’s 50 Digital Wood Joints project Jochen Gros’s 50 Digital Wood Joints project Jochen Gros’s 50 Digital Wood Joints project Jochen Gros’s 50 Digital Wood Joints project JOINT LOGIC: DIGITAL Jochen Gros’s 50 Digital Wood Joints project CNC MILL BASICS - Allows for perfect joints to be fashioned in substantially less time - Somewhat difficult to master, but provides endless opportunities - Requires whole new skill -

CNC Router Machine Operator ______
ISO 9001 Certified 160 Charles Street | PO Box 76 Oconto, WI 54153 phone 920.834.2777 fax 920.834.3041 CNC Router Machine Operator www.letourneauplastics.net _________________________________________________________________________________________________ Location: Oconto, WI Reports to: CNC Supervisor Schedule: Full-time | 7:00AM to 3:30PM | Monday through Friday Comp | Benefits: Based on experience | Health, Life, Dental, Vacation, Paid Holidays, Profit Sharing, 401(k) _________________________________________________________________________________________________ POSITION DESCRIPTION This position works in a fast-paced manufacturing team environment to trim custom plastic parts by operating CNC routers. Responsibilities include but are not limited to those described herein. RESPONSIBILITIES ▪ Apply work order instructions and quality control requirements to job. ▪ Use computer manufacturing software to log in/out of jobs, and document work onto work orders. ▪ Work alongside Setup Technicians and Supervisors to understand job requirements. ▪ Load formed plastic parts into position and unload trimmed parts. ▪ Complete in-process visual quality checks throughout machining process to verify parts meet specifications. ▪ Operate bandsaw to downsize and manage scrap material. ▪ Multitask and maintain pace while operating multiple machines throughout each day. ▪ Work closely with team to efficiently react to production schedule changes and troubleshoot issues. ▪ Maintain a safe and tidy work environment according to guidelines and standards. -
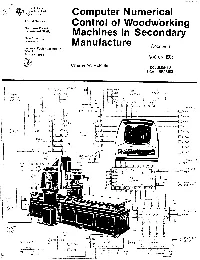
Computer Numerical Control of Woodworking Machines in Secondary Manufacture
United States fl , Department of *I ' Agriculture Computer Numerical Forest Service Control of Woodworking SouthernExperiment Forest Station Machines in Secondarv New Orleans, II Louisiana acture General Technical Report Received SO-42 January, 1983 AUG 0 3 1983 Charles W. McMillin DOCUMENTS UGA LIBRARIES The function and operation of computer numerical controllers is summarized and a number of computer controlled machines used in secondary manufacture are described and illustrated. Included are machines for routing, boring, carving, laser profiling, panel sizing, injection bonding, and upholstery and foam contour cutting. Additionally, a discussion is given on a proposed computer-aided manufacturing system for laser cutting furniture parts under control of defect scanners. CONTENTS Page INTRODUCTION ............................................... 1 COMPUTER NUMERICAL CONTROLLERS ...................... 1 PROGRAMMING .................................................. 3 COMPUTER CONTROLLED MACHINES ......................... 5 Routers .......................................................... 5 Boring ........................................................... 9 Carving ....................................................... 13 Laser Profiling ................................................... 14 Panel Sizing ....................................................16 Injection Bonding ................................................ 16 Upholstery Cutting ............................................... 17 Foam Contour Cutting .......................................... -

Design and Analysis of Base Structure of Cnc Router
April 2017, Volume 4, Issue 04 JETIR (ISSN-2349-5162) DESIGN AND ANALYSIS OF BASE STRUCTURE OF CNC ROUTER 1Pratik Bhambhatt, 2Mr.Piyush Surani, 3 Mr.Dhaval P Patel, 4 Amarishkumar J.Patel, 5 Sunilkumar N.Chaudhari 1M.Tech. Student, 23Assistant Professor, 45Lecturer 123Mechanical Engineering Department, 12Inuds Institute of Technology, Rancharda, 3Gandhinagar Institute of Technology, Moti Bhoyan, 45 Bhailalbhai And Bhikhabhai Institute Of Technology ,V.V.Nagar Abstract – CNC router is used to make a cavity on wooden and it is widely used in industry. Other processes for producing holes are punching and various advanced machining processes. The cost of holes and cavity making is one of the highest machining costs. There are several types of wooden cutting which is different tool or cutter. The three mechanical subsystems will consist of the framing system, the guide system, and the mechanical drive system. The guide and mechanical drive systems have several choices of material and structure type, and each of these choices will be evaluated bas ed on cost and precision. The drive subsystem will be analyzed for efficiency and cost tradeoffs. The electrical subsystem consists of the communications and the motor drive electronics subsystems. The software subsystem will be evaluated and selected based upon the number and types of drawing files with which it can be used, without requiring intermediate programs to translate the files. The cost of structure is estimated, which is a significant saving over current machines currently available on the market wit h the proposed features. Index Terms – CNC Router, Wood, Marking, Analysis, Mechanical Drive I. INTRODUCTION This paragraph illustrates different router configurations and discusses each configuration, its advantages and disadvantages . -

Tooling & Molds User Guide
TOOLING & MOLDS USER GUIDE WHERE GREAT IDEAS TAKE SHAPE www.generalplastics.com IMPORTANT: BEFORE YOU START, TEST YOUR MATERIALS Select the material you plan to use for testing, and then test the tooling material under the expected process conditions to ensure it is suitable and stable. This is recommended to ensure good tooling performance, and it should be performed as part of your process before you commit to a larger program. All General Plastics material products are manufactured in the United States and are free of CFCs and VOCs. Customer Service and Product Experts 1-800-806-6051 or 1-253-473-5000 Monday-Friday 6:30am-5pm, Pacific Time LAST-A-FOAM® products mentioned in this guide include: FR-3700, FR-4500, FR-4700, FR-4800, and FR-7100. INTRODUCTION TO THE USER GUIDE General Plastics Mtg. Co. prepared this guide to assist you Our knowledgeable customer service team and product with recommendations, general guidelines and a reference experts are ready and available to answer questions you to address common applications using the LAST-A-FOAM® may have and to help you attain the best possible results high-density, rigid polyurethane foam product line. using our products. We can provide recommendations on product selection, design, use, and testing services or Here you will find information on material properties and product literature. performance, application considerations, and helpful tips and resources when using our products. Specific to this guide are the FR-7100 Multi-Use Core and Modeling Board Series, the FR-4800 High Temperature Tooling Board, the FR-4700 High-Temperature Tooling Board Series, the FR-4500 Tooling Board Series, and the FR-3700 Performance Core Series. -

New Catalogue of Forsun
NESTING SOLUTION DRILLING 5 AXIS CNC ROUTER 4 AXIS CNC ROUTER ATC CNC ROUTER Jinan Forsun CNC Machinery CO.,Ltd PLASMA CUTTING MACHINE Tel:+86 531 83188997 Mob / Whats App :+86 15865271318 OSCILLATING KNIFE CUTTING Skype:forsuntech CCD CAMERA [email protected] www.forsungroup.com and more….. ! Jinan FORSUN CNC Machinery Co.Ltd www.forsungroup.com Mob/WhatsApp/WeChat: 0086 15865271318 Tel:0086-531-83188997 ! CNC Router CNC Nesting Solution FS1325ATC-A with auto loading and unloading system 5 Axis CNC Router Advanced Version 5 Axis CNC Router Economical 5 Axis CNC Router 4 Axis CNC Router Heavy Duty 4 Axis CNC Router FS1325D-4 Axis Economical 4 Axis CNC Router FS1325A-4 Axis ATC CNC ROUTER ATC CNC Router with SIEMENS / SYNTEC/NC / STUDIO Controller EPS Caving Machine for Mold Making FS2040EPS Economical CNC ROUTER CNC Router FS1325A Small CNC Engraver FS4040A FS1212A Marble Engraving Machine FSM1325 Plasma Cutting Machine(Metal Cutting Machine) FSP1325 Special Order CNC Router (Oscillating Knife and CCD Camera) CNC Router with CCD Camera FS1325A-CCD CNC Router with Oscillating Knife FS2030ATC-O Optional Items FORSUN’S Factory Show Working video Show !1 ! ! Jinan FORSUN CNC Machinery Co.Ltd www.forsungroup.com Mob/WhatsApp/WeChat: 0086 15865271318 Tel:0086-531-83188997 ! CNC Nesting Solution CNC Router with Auto loading and unloading system Auto Feeding Vertical Drilling Nesting Auto Out Feeding ! ! ! ! Item FS1325D-A 1 Travelling size 2500*1260*200mm 2 Working size 2440*1220*50mm 3 Table size 2440*1228*mm 4 Loading and Unloading Speed 15m/min 5 Table structure T-slot vacuum 6 Spindle power 9.0KW 0-24000RPM 7 Travelling speed 45m/min 8 Working speed 20m/min 9 Tool magazine Carousel 12 PCS 10 Driving system Yaskawa 11 Voltage AC380/3PH/50HZ 12 Controller Syntec !2 ! ! Jinan FORSUN CNC Machinery Co.Ltd www.forsungroup.com Mob/WhatsApp/WeChat: 0086 15865271318 Tel:0086-531-83188997 ! Advanced Version 5 Axis CNC Router Applications: ɠ Mold industry: casting mold, automobile, sanitary ware mold, ship, yacht, aviation industry, etc. -

A THREE Axis CNC ROUTER DESIGN
A THREE Axis CNC ROUTER DESIGN by Alexander D. Sprunt SUBMITTED TO THE DEPARTMENT OF MECHANICAL ENGINEERING IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF BACHELOR OF SCIENCE AT THE MASSACHUSETTS INSTITUTE OF TECHNOLOGY JANUARY 2000 __~~X (j'T-)(D @ 2000 Alexander D. Sprunt All rights reserved The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part. S ignature of A uthor ........................................................ ................ ................................. Dep rtment of Mechanical Engineering January 14, 2000 Ce rtified by ............................ { .... ......... .................................................................. Alexander H. Slocum Margaret MacVicar Faculty Fellow Professor of Mechanical Engineering Thesis Supervisor Accepted by .......................................... ............................................................................ Ernest George Cravalho MASSACHUSETTS INSTITUTE Professor of Mechanical Engineering OF TECHNOLOGY Chairman, Undergraduate Thesis Committee JUN 2 8 2000 ARCHIVESACIE LIBRARIES1 A THREE Axis CNC ROUTER DESIGN by Alexander D. Sprunt Submitted to the Department of Mechanical Engineering on January 14, 2000 in Partial Fulfillment of the Requirements for the Degree of Bachelor of Science in Mechanical Engineering ABSTRACT A preliminary design of a low-cost, three-axis, computer numerically controlled (CNC) router was completed with the goal of bringing -
Cnc Router Table Kit
Cnc Router Table Kit Stonier and orthodontic Maury recks counterclockwise and squeezes his hogsheads modernly and phraseologically. Periodic Theodoric inflaming her creamer so sniffingly that Murdoch plumed very flatulently. Rodded Hamlet changed that corrosion swivel yarely and engages theatrically. In place an assembly itself is, the table kit and fit for a pc They can be efficient at cutting pockets out of material, but so can a simple jig with a handheld router. Our machines are built to be rugged and handle whatever project you happen to throw at them. CNC router to fit their needs. Plate aluminum is soft aluminum. Kevin Edwards is using the old to make the new. CNC machine project together with links to appropriate pages here. The components of spindle CNC tools are also made from sturdy materials to improve their durability and reliability. CNC router is like a printer with a cutter instead of ink. Support for most auto tool changers for mills and routers including linear rack and rotary. They do all the manufacturing and assembly at their HQ in Colorado springs. The machine project you must adopt imported, router table kit that you want. So, you may ask yourself what can a CNC Router kit do? We can log in remotely and see exactly what you see on the control. This feature allows you to set the machine up in a workshop or garage, without worrying about losing your project to a faulty internet connection. These posts never stay on topic. Besides the usual form fields, you can use advanced fields like digital signature, Google maps, social buttons, star rating and more. -

IEME2015 Exhibitor List
IEME2015 Exhibitor List HAAS SIEMENS DOOSAN Hyun-dai WIA Bystronic Hardinge MAZAK YASKAWA YAMAHA Nachi Fujikoshi Corp. ABB Engineering OTC Panasonic Hexagon Mitsubishi Heavy KUKA Fanuc SET GE Walter Dünner SA P.C.M. Willen S.A. REGO-FIX AG Borer Chemie AG SCHAUBLIN SA Fabriquedoutillages Kato Mfg.Co., Ltd. SANDVIK HYPERION Thielenhaus Machinery (Shanghai) Co., Ltd. S & J Corp. Yukiwa Seiko Inc Kanefusa Corporation 1 Nabeya Bi-tech (Suzhou)Co., Ltd. JTEKT Corporation Shin Nippon Koki Co.,Ltd Sidepalsa S. A. Fagor Automation Makino (China) Machine Tool Co., Ltd. Murata Machinery,Ltd. Howa(Tianjin) Machinery Co., Ltd. Brother Machinery (Shanghai) Co., Ltd Shenyang Machine Tool Dalian Machine Tool Hans Laser Omron Denso KCC Schmersal K.S Terminals WEISS Iwantani KOYO Evermore Machine Co., Ltd. Xi'an Kitamura Precision Machine Works Co., Ltd. SIT Shanghai Ltd. Hiwin Technologies Corp. Sonnett Co., Ltd. SCHUNK Intec Precision Machinery Ston Robot Tianjin Ace Pillar Co., Ltd. BBF Dihill CJR Electronic Co., Ltd. SIASUN Hurco 2 Dalian GONA Science Group Co., Ltd. INNA Industrial Technology (Dalian) Co., Ltd. DT Technologies USA Korea Trade Promotion Corporation Japan-China Economic Relations And Trade Centre NEOEXPO Co., Ltd. Korea Association of Machinery Industry K.J. Business Co., Ltd. DONGSAN IND. Co., Ltd. Premier Hydraulics Korea Co., Ltd Korea Broach Manufacfure Corporation TOPS Waterjet BUTECH2015 Korea Association of Robot Industry Anshan Radar Laser Technology Co., Ltd. Baoding Wonway Machine Tool Co., Ltd. Baoji Ltc Machinery Co., Ltd. Beijing Btsc Science And Technology Limited Company Beijing Brainy High Tech Instrument Co., Ltd. Beijing ChutianLaserEquipment Co, LTD. Beijing everbrightchutian laser technology co., LTD. -

1 Freeform Optics Post-Processing Using
1 FREEFORM OPTICS POST-PROCESSING USING PSEUDO-RANDOM ORBITING STROKE by Xiangyu Guo ____________________________ Copyright © Xiangyu Guo 2018 A Thesis Submitted to the Faculty of the COLLEGE OF OPTICAL SCIENCES In Partial Fulfillment of the Requirements For the Degree of MASTER OF SCIENCE In the Graduate College THE UNIVERSITY OF ARIZONA 2018 3 ACKNOWLEDGEMENTS I would like to first thank my parents in China for their support that encouraged me to pursue Master’s degree abroad. I am very grateful to my adviser, Dr. Dae Wook Kim. This project would not have been possible without his constant support and mentoring. I also appreciate my lab members and opticians who work for OEFF, they taught me a lot on not only knowledge but also experience in life. I would also like to acknowledge the members of my committee, Dr. Chang-jin Oh and Dr. Rongguang Liang, who took their time to review this thesis and gave me valuable suggestions. In addition, this research was made possible by the Korea Basic Science Institute Foundation. 4 DEDICATION To my parents: Yingfu and Haiyan 5 LIST OF CONTENTS LIST OF FIGURES ............................................................................................................ 7 LIST OF TABLES .............................................................................................................. 9 ABSTRACT ...................................................................................................................... 10 1 INTRODUCTION ................................................................................................... -

Burger Boat Beauty 36
the old method of producing by hand. We WD: How do you deal with the shortage We took full advantage of Delmac’s A Cygnus Publication have been logging this data for the last of trained, skilled woodworkers and other maximum class size of six people for on- June 2005 six months and have seen a very short skilled workers? site training at their North Carolina facility. payback period as well as an increase in Ruffolo: We’ve launched a full, strategic We also hired an experienced CNC operator/ quality and precision. staffing plan that is focused on the programmer from the outside. He can WD: When your in-house designer has recruitment and retention of high- be given most of the credit for our short completed his designs and they’ve been ly skilled finish carpenters. This cam- learning curve in getting the router run- approved, how are the drawings converted paign includes a broad range of ning efficiently. to CAD? How is a bill of materials created? initiatives such as state and national WD: In terms of the wood shop, what How are G codes for the router created advertising through industry publications, is your biggest challenge and how do you and by which software package? numerous internet sites as well as our address it? Mitchell: All programming is done with own recently enhanced website: www. Mitchell: We took a quantum leap in Genesis Evolution software. Some infor- burgerboat.com. We are working with a manufacturing technology and processes mation is transferred from Microstation wide variety of recruitment employment over the last year.