18Th Annual Eastern Conference of the Timber Framers Guild
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

TFEC 1-2019 Standard for Design of Timber Frame Structures And
TFEC 1-2019 Standard for Design of Timber Frame Structures and Commentary TFEC 1-2019 Standard Page 1 January 2019 TFEC 1-2019 Standard for Design of Timber Frame Structures and Commentary Timber Frame Engineering Council Technical Activities Committee (TFEC-TAC) Contributing Authors: Jim DeStefano Jeff Hershberger Tanya Luthi Jaret Lynch Tom Nehil Dick Schmidt, Chair Rick Way Copyright © 2019, All rights reserved. Timber Framers Guild 1106 Harris Avenue, Suite 303 Bellingham, WA 98225 TFEC 1-2019 Standard Page 2 January 2019 Table of Contents 1.0 General Requirements for Structural Design and Construction .......................................6 1.1 Applicability and Scope ........................................................................................ 6 1.2 Liability ................................................................................................................. 6 1.3 General Requirements ........................................................................................... 7 1.3.1 Strength ........................................................................................................... 7 1.3.2 Serviceability ................................................................................................... 7 1.3.3 General Structural Integrity ............................................................................. 7 1.3.4 Conformance with Standards .......................................................................... 7 1.4 Design Loads ........................................................................................................ -
Radford's Cyclopedia of Construction; Carpentry, Building and Architecture
1 Presented to the LIBRARY of the ^ UNIVERSITY OF TORONTO by MR. <ScMR3. J.C. MOORE Radford's Cyclopedia of Construction Carpentry, Building and Architecture A General Reference Work on MODERN BUILDING MATERIALS AND METHODS AND THEIR PRACTICAL AP' PLICATION TO ALL FORMS OF CONSTRUCTION IN WOOD, STONE. BRICK. STEEL, AND CONCRETE; INCLUDING ALSO SUCH ALLIED BRANCHES OF THE STRUCTURAL FIELD AS HEATING AND VENTILATING, PLUMBING, ELECTRIC WIRING, PAINTING, CONTRACTS, SPECI- FICATIONS, ESTIMATING, STRUCTURAL DRAFTING, ETC. Based on th". Practical Experience of a LARGE STAFF OF EXPERTS IN ACTUAL CONSTRUCTION WORK Illustrated TWELVE VOLUMES THE RADFORD ARCHITECTURAL COMPANY CHICAGO, ILL. Copyright, 1909 BY THE KADFOKD AKCHITECTUKAL COMPAN-S Radford's Cyclopedia of Construction Prepared under the Supervision of WILLIAM A. RADFORD Editor-in-Chief President of the Radford Architectural Company, Chicago, III. Editor-in-Chief of the "American Carpenter and Builder" and the "Cement World" ALFRED SIDNEY JOHNSON, A. M., Ph. D. Editor in Charge Author of "The Materials and Manufacture of Concrete," etc. Formerly Editor of "Cuncnt History." Associate Editor of Numerous Standard Works of Reference Partial List of Authors and Collaborators JOHN P. BROOKS, M. S. Associate Professor of Civil Engineering, and Acting Head of Department of Civil Engineering, University of Illinois FRANK O. DUFOUR, C. E. Assistant Professor of Structural Engineering, University of IlUn- nois Author of "Bridge Engineering," "Roof Trusses," etc. DAVID P. MORETON, B. S. Associate Professor of Electrical Engineering, Armour Institute of Technology ALFRED G. KING Consulting Engineer on Heating and Ventilating Author of "Practical Steam and Hot-Water Heating and Ventila- tion," "Steam and Hot-Water Heating Charts," "Practical Heating Illustrated," etc. -

Innovations in Heavy Timber Construction • © 2011 Woodworks
I NNOVAT I ONS I N T I MBER C ONSTRU C T I ON eavy timber construction—used for hundreds of years around the world—successfully combines the Combining beauty of exposed wood with the strength and fire the Beauty Hresistance of heavy timber. The traditional techniques used in ancient churches and temples, with their of Timber high-vaulted ceilings, sweeping curves and enduring strength, still influence today’s structures. The hallmarks of heavy timber—prominent wood beams and timbers—now also include elegant, leaner framing that celebrates the with Modern expression of structure with a natural material. A visual emphasis on beams, purlins and connections lends character and a powerful aesthetic sense Construction of strength. Historically a handcrafted skill of mortise and tenon joinery, heavy timber construction has been modernized by tools such as CNC machines, high- strength engineered wood products, and mass-production techniques. A growing environmental awareness that recognizes wood as the only renewable and sustainable structural building material is also invigorating this type of construction. Heavy timbers are differentiated from dimensional lumber by having minimum dimensions required by the building code. Modern versions include sawn stress-grade lumber, timber tongue and groove decking, glued-laminated timber (glulam), parallel strand lumber (PSL), laminated veneer lumber (LVL) and cross laminated timber (CLT). Structural laminated products can be used as solid walls, floors and columns to construct an entire building. Modern heavy timber construction contributes to the appeal, comfort, structural durability and longevity of schools, churches, large-span recreation centers, mid-rise/multi-family housing and supermarkets, among many other buildings. -

Carving Newsletter February 2021 Final Version-2
FEBRUARY 2021 PRESIDENT’S LETTER Hello Carvers, I want to invite you to a special member meeting on April 21st at 7:00 PM (online). Te agenda includes officially changing the name from the Western Woodcarvers Association to the Oregon Carvers Guild, adding language to become a 501c3 charitable nonproft, revising the bylaws and electing officers. To register, click here. We want to honor the 48 year legacy of the Western Woodcarvers Association and continue using the State’s legal framework but change the name. To do this we need to make a one sentence name change to the Articles of Incorporation and fle the amendment. Tis is easy, but we will make other necessary changes while we are at it. Particularly we will add boilerplate language so we can become a 501c3 nonproft, the strongest and best type. Right now we are a generic c7 nonproft which provides no beneft to donors. It will take another six months to get IRS approval after that. Members need to approve these changes. While we are at it, we are going to ask you to approve new bylaws to refect our planned organization and add protection for directors and officers. Te language for these will be voluminous but necessary. Quite boring for most of us to wade through, but quite necessary. Finally, we will vote on officers for the next fscal year, hear about our progress and plans and answer questions. If you have a desire to serve on the board, or volunteer to help in any way, please let me know. -

Abana Controlled Hand Forging Study Guide As Paginated by the Guild of Metalsmiths - Abana Chapter - Jan 2020 Index
ABANA CONTROLLED HAND FORGING STUDY GUIDE AS PAGINATED BY THE GUILD OF METALSMITHS - ABANA CHAPTER - JAN 2020 INDEX Lesson Number Number Description of Pages Credits (click on box) L 1.01 Drawing Out: Draw a sharp point on a 1/2" square bar 3 Peter Ross and Doug Wilson L 2.01 Hot Punching: Create holes or recesses in bars or plate by driving 2 By Doug Wilson Illustrations by Tom Latané punches into or through hot material. L 3.01 Drawing Out a Round Taper 3 By Jay Close Illustrations by Tom Latané L 4.01 Bending Bar Stock 5 By Jay Close Illustrations by Tom Latané L 5.01 Twisting a Square Bar 4 By Bob Fredell Illustrations by Tom Latané L 6.01 Drawing , Punching, and Bending 4 By Peter Ross Illustrations by Tom Latané L 7.01 Upsetting a Square Bar 3 By Peter Ross Illustrations by Tom Latané L 8.01 Slitting and Drifting Two Mortises or Slots in a Square Sectioned Bar 5 By Jay Close llustrations by Doug Wilson, photos by Jay Close L 9.01 Mortise and Tenon Joinery 3 Text and Illustrations by Doug Wilson L 10.01 Forge Welding 6 By Dan Nauman Illustrations by Tom Latané Photos by Dan Nauman L 11.01 Drawing Down - Part One 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 11.07 Drawing Down - Part Two 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 12.01 Forging a Shoulder 4 by Bob Fredell Illustrations by Tom Latané L 13.01 Cutting a Bar 2 by Dan Nauman Illustrations by Doug Wilson L 14.01 Forging a 90-degree Corner 3 Text and Photos by Dan Nauman L 15.01 Forge an Eye on the -

BEGINNING WOODWORK at HOME and in SCHOOL —«V— Cumroh Uuloon Van Dcomm Class / / L^J
^ T T BEGINNING WOODWORK AT HOME AND IN SCHOOL —«v— cumroH uuLooN van dcomm Class / / L^J, Copyright N''- COPyKIGIlT DEPOSIT. m o BEGINNING WOODWORK At H o !•; and In S c h o i. Bv Clinton Sheldon Van Deusen, M. E. Initnicior in Mjnual Arts, Bradley Holytrchnic Inilitutc. Illuitiatcd iv Edwin Victor Lawrence, Inilruclor in Drawing, I'nivcrlit)- of lllinoii. The Manual Arts Prhss Peoria, Illinois <b ^ \ UBRARYofMMRESS A' Two eoBies Received FEB 14 1907 ^ C»pyrtEttt EntFV AaSS /( XX/..N*, COf-Y B. / COPVRJGHT The Manual Arts Press 1907 <]-%^'^0 FOREWORD This book is intended as a definite statement of steps that may be followed by a beginner in learning the fundamental principles of woodworking. Instead of giving a general discussion of wood- working processes, the book describes and illustrates principles by means of specific examples. The experience gained in doing these problems should enable one to master a large number of others of which these stand as types. It is believed that this method of treatment of the subject of woodworking will prove helpful in both school and home work. Clinton S. Van Deusen. CONTENTS PAGE Chapter I —Introduction 7 Dealing with the equipment, the care of the shop, the tools and materials, and a discussion of the principles of working drawings. Chapter II —Laying Out and Sawing 15 Detailed statement of the steps to bo followed in making a game board, with suggestions for making similar pieces. Chapter III —Planing 25 Steps to be followed in making a swing board, witli special thought as to the development of freedom in hamlling the plane. -

SUMMER 1993 PAGE THREE in 1926, Powers a Saw Mill, a Woodworking Shop, and a Feed E.A.I.A
THE MILL Sawyers and Millwrights AT LEDYARD, of Saugerties, New York CONNECTICUT I n response to my request for information on up-and.-down sawmills, a friend in Albany county, New York, sent a draw ing of a blade he had document ed on a mill at Kent, Connecti cut, and a letter telling of anot-her vertical mill he had discovered in Ledyard, Connect icut. He had visited the Led yard site in July but it was not in operation because the water in the millpond was low. He planned to go back in April or May of this year when the mill would De working and open to the public. In early May I called the number he had given me and was told b,y Ruth Dyer, one of the volunteers at the site, that the mill had just suffered a major breakdown. The men who O1arlie i:nd Michael Rothe TrainiQ9 Their Tean, Michael operate and maintain it were keeps six Belgian hOrses for logglng. They are ideal for working on the problem but were selective harvesting and do less dcmage to the forest than not sure when it would be oper modern diesel equipment, (Photo by P.Sinclair) ational. I told her I would come anyway. Afterall, mainte nance and repair are important aspects of a water mill. Ithough little remains in the vritten record, some Ledyard, Connecticut, is A a hilly township a few miles believed there was a sawmill in the mid-Hudson Valley at from the states southern coast the present town of Saugerties, New York, before the area It lies in the watershed of the was formally settled in the 168Os. -
Library-By-Media.Pdf
Card# Title Author Media Group 168 SHAKER BAND SAW PROJECTS DUGINAKE/MORRIS BOOK band saw 156 BANDSAW HANDBOOK VOL #2 (dup 131) DUGINSKE BOOK band saw 369 BANDSAW WORKSHOP BENCH REF. DUGINSKE, MARK BOOK band saw 314 SHOP TIPS bandsaw RODALE BOOKS BOOK band saw 138 BUILDING BEAUTIFUL BOXES/BANDSAW VENTURA, LOIS KEENER BOOK band saw 52 THE ART OF THE BAND SAW DUGINSKE, MARK BOOK bandsaw 133 MILTI USE COLLAPSIBLE BASKETS LONGABAUGH RICK & KAREN BOOK baskets 155 COLLAPSIBLE BASKET PATTERNS LONGABOUGH R& K BOOK baskets 227 THE BIRD FEEDER BOOK BOSWELL, THOM BOOK birds 389 EASY TO MAKE BIRD FEEDERS CAMPBELL, SCOTT D BOOK birds 416 MAKING BACKYARD BIRD HOUSES CORTWRIGHT AND POKRIOTS BOOK birds 147 MAKING FANCY BIRDHOUSES & FEEDERS D BOOK birds 620 BIRD HOUSES AND FEEDERS MEISEL, PAUL BOOK birds 229 BEASTLY ABODES-BIRDS, BATS, BUTTERFLY NEEDHAM,BOBBE BOOK birds 621 MAKING FANCY BIRD HOUSES AND FEEDERS SELF, CHARLES BOOK birds 346 BOATBUILDING CHAPELLE, HOWARD BOOK boat 471 BUILDING A STRIP CANOE GILPATRICK,GIL BOOK boat 428 STRIPPERS GUIDE/CANOE BLDNG HAZEN,DAVID BOOK boat 197 CLINKERBOAT BUILDING LEATHER,JOHN BOOK boat 478 STRIP-BUILT BOATS MILLER,LEW BOOK boat 427 CANOE CRAFT MOORES, TED-MOHR,MERILYN BOOK boat 722 BOAT MODELING PAYSON, DYNAMITE BOOK boat 472 BUILDING LAPSTRAKE CANOES SIMMONS, WALTER BOOK boat 474 LAPSTRAKE BOATBUILDING SIMMONS, WALTER BOOK boat 391 BUILDING THE CANOE STELMAK,JERRY BOOK boat 470 WOOD AND CANVAS CANOE STELMOK, JERRY BOOK boat 476 BUILDING THE HERRESHOFF DINGHY THOMAS, BARRY BOOK boat 475 LOFTING VAITSES,ALLAN H BOOK boat 450 BUILD A BOAT WOOD BOAT MAGAZINE BOOK boat 477 BOAT BUILDING WOODS WOODENBOAT MAGAZINE BOOK boat 429 BLDNG BOB'S SPECIAL CANOE BOOK boat 422 HOW TO DESIGN CANOES BOOK boat 43 MAKING WOOD BOXES W/ BAND SAW CRABB BOOK boxes 325 FINE DEC. -
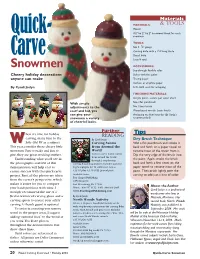
Quick Carve Snowmen
2038_Snowmen_RD.QXD 10/12/04 3:04 PM Page 20 Materials MATERIALS: & TOOLS Wood: 1 Quick- 4 ⁄2" by 2" by 2" basswood block for each snowman TOOLS: 7 No. 3 ⁄8" gouge 1 Carving knife with a 1 ⁄4"-long blade Carve Detail knife 1mm V tool Snowmen ACCESSORIES: See-through flexible ruler Cheery holiday decorations Stylus with fine point anyone can make Tracing paper Carbon or graphite paper By Cyndi Joslyn Soft cloth used for antiquing FINISHING MATERIALS: Acrylic paint - colors per color chart With simple No.6 flat paintbrush adjustments to the No.1 liner brush scarf and hat, you Waterbased varnish (satin finish) can give your Antiquing medium/retarder (Jo Sonja’s snowmen a variety recommended) of cheerful looks. Further Tips hen it’s time for holiday READING carving, many turn to the By Cyndi Josyln Dry Brush Technique WWJolly Old Elf as a subject. Carving Santas Wet a flat paintbrush and stroke it This year, consider these cheery little from Around the back and forth on a paper towel to snowmen. Fun to make and fun to World remove most of the water from it. give, they are great stocking stuffers. Learn to carve festive Santas Dip the very edge of the brush into from around the world Understanding what you’ll see in through 3 step-by-step the paint. Again stroke the brush the photographs and text of this carving & painting projects. Includes patterns back and forth a few times on the demonstration will help a lot to & photographs for 12 additional Santas. -

Practical Stanley1.4.Indd
SHOP PLANE AND SIMPLE There’s just nothing better than finding a bargain tool at a flea market or antique mall – unless it’s restoring that old piece of iron to perfect working condition. Using the classic Stanley No. 4 bench plane as an example, here are some easy steps to plane restoration that can be applied to almost any hand plane you find. By Kerry Pierce WITH THE EXCEPTION OF ONE STANLEY BLOCK PLANE, every woodworking plane I own came from a flea market (or from eBay, the “digital flea market”). Most were rescued from a table or box piled high with moldering woodworking tools. Unfortunately, this is the fate for which many woodworking planes are destined. Not because they aren’t useful tools – on the contrary, planes are eminently useful, and when properly tuned offer some of the most sublimely satisfying work- shop experiences. Instead, these tools are relegated to the discard bin because they can be difficult to use, even for otherwise accomplished craftsmen. A hand saw, by contrast, can be made to work right out of the box, by even a beginning wood- worker; the same is true of most typical shop tools. Experience always leads to better results, but most tools perform their designated tasks even in inexperienced and unskilled hands. PRACTICAL Woodworking planes, however, are more challenging for the uninitiated to operate. In order to make shavings, the plane iron must be sharp, correctly bedded, and set at the right depth. Further, the plane itself must be moved across the workpiece in the correct manner. -

Spinning Yarns, Telling Tales About Textiles
News for Schools from the Smithsonian Institution, Office of Elementary and Secondary Education, Washington, D.C. 20560 SEPTEMBER 1980 Spinning Yarns, Telling Tales about Textiles Textiles Tell Stories: The "Age of Homespun" and in regard to spinning, weaving, and other aspects of Other Tales textile making. This exchange of ideas led to a great Consider, for example, the piece of cloth shown in many improvements and innovations in all the various figure 1. This piece of hand-loomed, plaid linen is aspects of textile making over time. Some of the most from the Age of Homespun-a period of American important of these developments are explained in the history lasting from colonial times up until the Civil next section of this article. Bull mummy-wrapping (from Egypt) War. During the Age of Homespun many of the necessi ties of life-including textiles-were made in the Textiles From Scratch: Fiber to Cloth home. This was especially true in remote rural areas, Traditionally the making of a piece of cloth involved .7l",;;;,;i1_ where practically every farm had its own plot of flax first the selection of an appropriate natural fiber. (For i.liIi!i,~;':;\';_-- a discussion of natural fibers, see the article on page (as well as its own flock of sheep) and there was a m1i'<!Si~ 4.) The fiber was then harvested and made ready for 1\ wool wheel and a flax wheel in every kitchen. -iW:Mii\ii\_ spinning into thread or yarn. After spinning, the yarn en@! The making of cloth for clothing and bedding de manded an enormous amount of time and energy was usually either knitted or woven into cloth. -

Gregory Pardlo's
Featuring 307 Industry-First Reviews of Fiction, Nonfiction, Children'sand YA Books KIRKUSVOL. LXXXVI, NO. 8 | 15 APRIL 2018 REVIEWS Pulitzer Prize–winning poet Gregory Pardlo’s nonfiction debut, Air Traffic: A Memoir of Ambition and Manhood in America, is masterfully personal, with passages that come at you with the urgent force of his powerful convictions. p. 58 from the editor’s desk: Chairman Four Excellent New Books HERBERT SIMON President & Publisher BY CLAIBORNE SMITH MARC WINKELMAN # Chief Executive Officer MEG LABORDE KUEHN [email protected] Photo courtesy Michael Thad Carter courtesy Photo Editor-in-Chief Our Little Secret by Roz Nay (Apr. 24): “First love goes bad in Nay’s mesmer- CLAIBORNE SMITH izing debut. Cove, Vermont, is a tidy town, and 15-year-old Angela Petitjean felt [email protected] Vice President of Marketing very out of place when she moved there 11 years ago with her well-meaning but SARAH KALINA [email protected] cloying parents. Then she met Hamish “HP” Parker. HP looked like a young Managing/Nonfiction Editor ERIC LIEBETRAU Harrison Ford and lit up every room he walked into, whereas Angela was quiet [email protected] Fiction Editor and thoughtful. They became the best of friends and stayed that way until a LAURIE MUCHNICK graduation trip to the lake, when they realized they were in love….Nay expertly [email protected] Children’s Editor spins an insidious, clever web, perfectly capturing the soaring heights and crush- VICKY SMITH [email protected] ing lows of first love and how the loss of that love can make even the sanest Young Adult Editor Claiborne Smith LAURA SIMEON people a little crazy.