Overview of Anaerobic Digestion for Municipal Solid Waste
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Energy from Waste
Guideline: Energy from waste Publication 1559.1* July 2017. *This publication replaces 1559 released December 2013. Introduction As outlined in Getting Full Value: the Victorian Waste and Resource Recovery Policy, (‘Getting Full Value Policy’) the Victorian Government is committed to an integrated, statewide waste and resource recovery system that protects the environment and public health, maximises the productive value of resources, and minimises the long-term costs to households, industry and government. The Victorian Government also outlined that it welcomes investments in energy from waste and other alternative technology that can convert waste into useful products, if it can be demonstrated that investment will deliver strong environmental, public health and economic outcomes. This guideline outlines how the Environment Protection Act 1970 (‘the Act’) and associated statutory policies and regulations are applied to the assessment of proposals that recover energy from waste. The document provides high- level guidance for industry, government and the community on EPA Victoria’s (EPA) expectations and requirements for the siting, design, construction and operation of such facilities. Efficient recovery of energy from the thermal or biological processing of waste is considered a resource recovery as opposed to a waste disposal option. Recovery of energy should not compete with avoidance, reuse or recycling. Legal status of this guideline This guideline provides a summary of the Act’s key principles and environment protection requirements as well as subordinate legislation. The technical details in this guideline describe measures to assist in meeting these requirements. The guideline does not represent a comprehensive statement of the law as it applies to either particular problems or individuals or serves as a substitute for legal advice. -

Licensed Municipal Solid Waste Landfills County Facility Name
Licensed Municipal Solid Waste Landfills County Facility Name (place ID#) Facility Type Secondary Id Address Phone No. Ashtabula Geneva Landfill (54419) Municipal Solid Waste Landfill MSWL018758 4339 Tuttle Rd, Geneva, 44041 440‐466‐8804 Athens Athens‐Hocking Reclamation Center (3078) Municipal Solid Waste Landfill MSWL018746 17970 US Rte 33, Nelsonville, 45764 740‐385‐6019 Brown Rumpke Waste Inc Brown County Landfill (3916) Municipal Solid Waste Landfill MSWL018788 9427 Beyers Rd, Georgetown, 45121 513‐851‐0122 Clinton Wilmington Sanitary Landfill (6451) Municipal Solid Waste Landfill MSWL018744 397 S Nelson Ave, Wilmington, 45177 937‐382‐6474 Coshocton Coshocton Landfill Inc (7032) Municipal Solid Waste Landfill MSWL018823 19469 County Rd No 7, Coshocton, 43812 740‐787‐2327 Crawford Crawford County Landfill (7270) Municipal Solid Waste Landfill MSWL018774 5128 Lincoln Hwy East, Bucyrus, 44820 513‐851‐0122 Defiance Defiance County Sanitary Landfill (12919) Municipal Solid Waste Landfill MSWL018764 13207 Canal Rd, Defiance, 43512 419‐782‐5442 Erie Erie County Sanitary Landfill (13359) Municipal Solid Waste Landfill MSWL018741 10102 Hoover Road, Milan, 44846 419‐433‐5023 Fairfield Republic Services Pine Grove Regional Facility (13668) Municipal Solid Waste Landfill MSWL018818 5131 Drinkle Rd SW, Amanda, 43102 740‐969‐4487 Franklin SWACO Franklin County Sanitary Landfill (15005) Municipal Solid Waste Landfill MSWL018803 3851 London Groveport Rd, Grove City, 43123 614‐871‐5100 Gallia Gallia County Landfill (16671) Municipal Solid Waste Landfill -
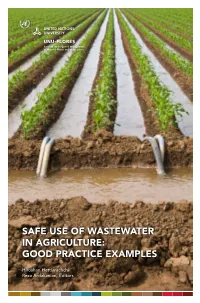
Safe Use of Wastewater in Agriculture: Good Practice Examples
SAFE USE OF WASTEWATER IN AGRICULTURE: GOOD PRACTICE EXAMPLES Hiroshan Hettiarachchi Reza Ardakanian, Editors SAFE USE OF WASTEWATER IN AGRICULTURE: GOOD PRACTICE EXAMPLES Hiroshan Hettiarachchi Reza Ardakanian, Editors PREFACE Population growth, rapid urbanisation, more water intense consumption patterns and climate change are intensifying the pressure on freshwater resources. The increasing scarcity of water, combined with other factors such as energy and fertilizers, is driving millions of farmers and other entrepreneurs to make use of wastewater. Wastewater reuse is an excellent example that naturally explains the importance of integrated management of water, soil and waste, which we define as the Nexus While the information in this book are generally believed to be true and accurate at the approach. The process begins in the waste sector, but the selection of date of publication, the editors and the publisher cannot accept any legal responsibility for the correct management model can make it relevant and important to any errors or omissions that may be made. The publisher makes no warranty, expressed or the water and soil as well. Over 20 million hectares of land are currently implied, with respect to the material contained herein. known to be irrigated with wastewater. This is interesting, but the The opinions expressed in this book are those of the Case Authors. Their inclusion in this alarming fact is that a greater percentage of this practice is not based book does not imply endorsement by the United Nations University. on any scientific criterion that ensures the “safe use” of wastewater. In order to address the technical, institutional, and policy challenges of safe water reuse, developing countries and countries in transition need clear institutional arrangements and more skilled human resources, United Nations University Institute for Integrated with a sound understanding of the opportunities and potential risks of Management of Material Fluxes and of Resources wastewater use. -

Municipal Solid Waste Landfill Operation and Management Workbook
MUNICIPAL SOLID WASTE LANDFILL OPERATION AND MANAGEMENT WORKBOOK Revised April 2018 Preface In many ways, constructing, operating and maintaining a municipal solid waste landfill is similar to constructing, operating, and maintaining a highway, dam, canal, bridge, or other engineered structure. The most important similarity is that landfills, like other engineered structures, must be constructed and operated in a manner that will provide safe, long-term, and reliable service to the communities they serve. Proper design, construction, operation, monitoring, closure and post-closure care are critical because after disposal the waste can be a threat to human health and the environment for decades to centuries. This workbook is intended to provide municipal landfill operators and managers in Wyoming with the fundamental knowledge and technical background necessary to ensure that landfills are operated efficiently, effectively, and in a manner that is protective of human health and the environment. This workbook contains information regarding basic construction and operation activities that are encountered on a routine basis at most landfills. The basic procedures and fundamental elements of landfill permitting, construction management, monitoring, closure, post-closure care, and financial assurance are also addressed. The workbook includes informative tips and information that landfill operators and managers can use to conserve landfill space, minimize the potential for pollution, reduce operating costs, and comply with applicable rules and regulations. In addition to this workbook, operators and managers need to become familiar with the Wyoming Solid Waste Rules and Regulations applicable to municipal solid waste. The DEQ also provides numerous guidelines that may help understand regulatory requirements in more detail. -

Effect of High Cationic Flocculant on Anaerobic Digestion of Municipal Wastewater
University of Louisville ThinkIR: The University of Louisville's Institutional Repository Electronic Theses and Dissertations 5-2017 Effect of high cationic flocculant on anaerobic digestion of municipal wastewater. Prathap D. John University of Louisville Follow this and additional works at: https://ir.library.louisville.edu/etd Part of the Environmental Engineering Commons, and the Other Chemical Engineering Commons Recommended Citation John, Prathap D., "Effect of high cationic flocculant on anaerobic digestion of municipal wastewater." (2017). Electronic Theses and Dissertations. Paper 2815. https://doi.org/10.18297/etd/2815 This Master's Thesis is brought to you for free and open access by ThinkIR: The University of Louisville's Institutional Repository. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of ThinkIR: The University of Louisville's Institutional Repository. This title appears here courtesy of the author, who has retained all other copyrights. For more information, please contact [email protected]. EFFECT OF HIGH CATIONIC FLOCCULANT ON ANAEROBIC DIGESTION OF MUNICIPAL WASTEWATER By Prathap Daniel John B.S, University of Louisville, 2006 A Thesis Submitted to the Faculty of the University of Louisville J.B. Speed School of Engineering as Partial Fulfillment of the Requirements for the Professional Degree MASTER OF ENGINEERING Department of Chemical Engineering March 2017 ii EFFECT OF HIGH CATIONIC FLOCCULANT ON ANAEROBIC DIGESTION OF MUNICIPAL WASTEWATER APPROVAL PAGE Submitted by: __________________________________ Prathap Daniel John A Thesis Approved On ____________________________________ (Date) by the Following Reading and Examination Committee: ___________________________________ Dr. R. Eric Berson, Thesis Director ___________________________________ Dr. James Watters ___________________________________ Dr. Thomas Rockaway ii ACKNOWLEDGEMENTS I would like to thank the Conn Center for Renewable Energy Research and my research advisor Dr. -

Rates 2017.Xlsx
Facilities with Scales - Schedule of Charges March 2017 Description Charges GENERAL Basic Gate Fee $50 per ton Minimum Gate Fee Charge for Waste $5.00 Recyclable Materials Drop Off No Charge TYPE OF MATERIAL HOUSEHOLD TRASH Up to 200 lbs. minimum Gate Fee $5.00 $0.50 each additional 20 lb. increment or fraction CONSTRUCTION AND DEMOLITION (C&D) C&D with no concrete, recyclables, green waste or chipable wood $50 per ton minimum $5.00 Separated Concrete $25 per ton minimum $5.00 Separated chipable wood $25 per ton minimum $5.00 Mixed C&D (household trash, recyclables, green waste and/or concrete in the load) $175 per ton minimum $5.00 GREEN WASTE Lawn Clippings/Leaves, Up to 400lbs. Minimum Gate Fee $5.00 yard waste, brush, shrubs, $.0.50 each additional 40lb. Increment or fraction trees, branches, woodchips. Tree Stumps $4.00 less than 24" plus Gate Fee $5.00 $12.00 greater than 24" plus Gate Fee $5.00 Mixed Debris (Green waste, household trash,recyclables and/or concrete in the load) $175 per ton minimum $5.00 ANIMALS Small (less than 25 lbs.) $5.00 each + $5.00 Gate Fee Medium (25-200 lbs.) $10.00 each + $5.00 Gate Fee Large (more than 200lbs.) $30.00 each + $5.00 Gate Fee FURNITURE $5.00 minimum Gate Fee plus $4.00 per item ELECTRONIC WASTE No Charge UNIVERSAL WASTE No Charge RESIDENTIAL HOUSEHOLD HAZARDOUS WASTE No Charge COMMERCIAL HAZARDOUS WASTE Not accepted SEPTAGE Inyo $65.00 first 3,000 gallons $42.00 per additional 1,000 gallons or increment Out of County $130.00 first $3,000 gallons $84.00 per addional 1,000 gallons or increment Facilities with Scales - Schedule of Charges March 2017 Description Charges TIRES Auto & light truck $4.00 for 19" rim or less + $5.00 Gate Fee $8.00 for 20" - 24.5" rim + $5.00 Gate Fee Tractor/Heavy Equipment Tire $30 For Up to 100 lbs + $5.00 Gate Fee $40 over 100 lbs. -

The Potential of Digestate and the Liquid Fraction of Digestate As Chemical Fertiliser Substitutes Under the RENURE Criteria
agronomy Article The Potential of Digestate and the Liquid Fraction of Digestate as Chemical Fertiliser Substitutes under the RENURE Criteria Gregory Reuland 1,2,* , Ivona Sigurnjak 1 , Harmen Dekker 2, Evi Michels 1 and Erik Meers 1 1 Department of Green Chemistry and Technology, Faculty of Bioscience Engineering, Ghent University, Coupure Links 653, 9000 Gent, Belgium; [email protected] (I.S.); [email protected] (E.M.); [email protected] (E.M.) 2 European Biogas Association, Rue d’Arlon 65, 1050 Brussels, Belgium; [email protected] * Correspondence: [email protected] Abstract: This study assessed how digestate and the liquid fraction (LF) of digestate would perform as candidate RENURE fertilisers (recovered nitrogen from manure) in nitrate vulnerable zones under the proposed criteria of the Joint Research Centre, namely, (i) a mineral nitrogen to total nitrogen ratio ≥ 90% (Nmin:TN ≥ 90%) or a total organic carbon to TN ratio ≤ 3 (TOC:TN ≤ 3); (ii) limits of ≤300 copper (Cu) mg kg−1 and ≤800 Zinc (Zn) mg kg−1. These criteria were applied to unpublished data (n = 2622) on digestate compositional properties, further amended with data from the literature (n = 180); digestate analysis from seven full-scale biogas facilities (n = 14); and biogas industry stakeholders (n = 23). The results showed that Cu and Zn mostly met the criteria, with compliance rates of 94.7% (of 1035 entries) and 95.0% (of 1038 entries), respectively. Just above 5% (of 1856 entries) met the Nmin/TN ≥ 90% criterion, while 36% (of 1583 entries) met the TOC/TN ≤ 3 criterion, while total compliance was 32% (of 1893 entries). -
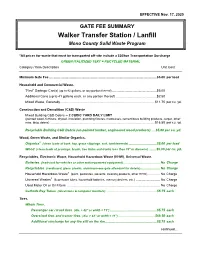
00 Gate Fee Schedule
EFFECTIVE Nov. 17, 2020 GATE FEE SUMMARY Walker Transfer Station / Lanfill Mono County Solid Waste Program *All prices for waste that must be transported off-site include a $20/ton Transportation Surcharge GREEN ITALICIZED TEXT = RECYCLED MATERIAL Category / Item Description Unit Cost Minimum Gate Fee ....................................................................................................................... $5.00 per load Household and Commercial Waste. “First” Garbage Can(s) (up to 82 gallons, or any portion thereof) .................................................. $5.00 Additional Cans (up to 41 gallons each, or any portion thereof) ............................................. $2.50 Mixed Waste, Generally ......................................................................................................... $11.75 per cu. yd. Construction and Demolition (C&D) Waste Mixed Building C&D Debris -- 2 CUBIC YARD DAILY LIMIT (painted wood, furniture, drywall, insulation, plumbing fixtures, mattresses, cementitious building products, carpet, other misc. bldg. debris) ..................................................................................................................... $16.50 per cu. yd. Recyclable Building C&D Debris (un-painted lumber, engineered wood products) …$5.00 per cu. yd. Wood, Green Waste, and Similar Organics. Organics8 (clean loads of bark, hay, grass clippings, sod, tumbleweeds) ............................... $5.00 per load Wood (clean loads of prunings, brush, tree limbs and trunks less than 18” -

Anaerobic Digestion of Primary Sewage Effluent
Anaerobic Digestion of Primary Sewage Effluent Prepared for the U.S. Department of Energy Office of Electricity Delivery and Energy Reliability Under Cooperative Agreement No. DE-EE0003507 Hawai‘i Energy Sustainability Program Subtask 3.4: Biomass Submitted by Hawai‘i Natural Energy Institute School of Ocean and Earth Science and Technology University of Hawai‘i September 2014 Acknowledgement: This material is based upon work supported by the United States Department of Energy under Cooperative Agreement Number DE-EE0003507. Disclaimer: This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference here in to any specific commercial product, process, or service by tradename, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof. SUMMARY A hybrid system comprised an up-flow packed bed anaerobic reactor and a down-flow trickling-filter reactor connected in series was shown to effectively treat primary clarifier effluent. When a clarifier and sand filter were added to the system, the effluent water quality achieved values of BOD5 and TSS that were below the EPA’s water discharge limits of 30 mg/l and equivalent to highly efficient activated sludge systems. -

Chapter 14 the Economics of Marine Litter
Chapter 14 The Economics of Marine Litter Stephanie Newman, Emma Watkins, Andrew Farmer, Patrick ten Brink and Jean-Pierre Schweitzer Abstract This chapter aims to provide an overview of research into quantifying the economic impacts of marine litter. From an environmental economics perspec- tive it introduces the difficulties in measuring the economic costs of marine litter; reviews those sectors where these costs are notable; and considers policy instru- ments, which can reduce these costs. Marine litter is underpinned by dynamic and complex processes, the drivers and impacts of which are multi-scalar, trans- boundary, and play out in both marine and terrestrial environments. These impacts include economic costs to expenditure, welfare and lost revenue. In most cases, these are not borne by the producers or the polluters. In industries such as fisher- ies and tourism the costs of marine litter are beginning to be quantified and are considerable. In other areas such as impacts on human health, or more intangible costs related to reduced ecosystem services, more research is evidently needed. As the costs of marine litter are most often used to cover removing debris or recov- ering from the damage which they have caused, this expenditure represents treat- ment rather than cure, and although probably cheaper than inaction do not present a strategy for cost reduction. Economic instruments, such as taxes and charges addressing the drivers of waste, for instance those being developed for plastic bags, could be used to reduce the production of marine litter and minimise its impacts. In any case, there remain big gaps in our understanding of the harm caused by marine litter, which presents difficulties when attempting to both quantify its economic costs, and develop effective and efficient instruments to reduce them. -

Upcycling Wastes with Biogas Production: an Exergy and Economic Analysis
Venice 2012, Fourth International Symposium on Energy from Biomass and Waste Upcycling wastes with biogas production: An exergy and economic analysis M. Martin*, A. Parsapour* *Environmental Technology and Management, Linköping University, 581 83, Linköping, Sweden SUMMARY: The massive consumption of finite resources creates high economical and environmental costs due to material dispersion and waste generation. In order to overcome this, by-products and wastes may be used, to avoid the use of virgin materials and benefit from the useful inherent energy of the material. By adding value to the material, economic and environmental performance can be improve, which is called upcycling. In this paper, an exergy and economic analysis of a biogas process is examined. In order to investigate if biogas production from wastes can upcycle materials, biogas production from a by- product from the brewing process is examined. From the analysis, the process is found to upcycle the by-product with an increase in exergy and economic benefit due to the generation of biomethane and biofertilizer. This analysis thus shows that by using by-products as such, the sustainability of the system may improve. 1. INTRODUCTION Given the concerns for sustainable development, the availability of energy from fossil sources and their environmental effects continues to produce problems for nations worldwide. With the current availability of alternative energy sources, our dependence on fossil sources can thus be questioned. Among these, bioenergy and biofuels have great potential for development and improvement. However, many experts have criticized the environmental performance and energy efficiency of biofuel production (Wibe, 2010; Akinci, 2008; Searchinger, 2008). -

2.2 Sewage Sludge Incineration
2.2 Sewage Sludge Incineration There are approximately 170 sewage sludge incineration (SSI) plants in operation in the United States. Three main types of incinerators are used: multiple hearth, fluidized bed, and electric infrared. Some sludge is co-fired with municipal solid waste in combustors based on refuse combustion technology (see Section 2.1). Refuse co-fired with sludge in combustors based on sludge incinerating technology is limited to multiple hearth incinerators only. Over 80 percent of the identified operating sludge incinerators are of the multiple hearth design. About 15 percent are fluidized bed combustors and 3 percent are electric. The remaining combustors co-fire refuse with sludge. Most sludge incinerators are located in the Eastern United States, though there are a significant number on the West Coast. New York has the largest number of facilities with 33. Pennsylvania and Michigan have the next-largest numbers of facilities with 21 and 19 sites, respectively. Sewage sludge incinerator emissions are currently regulated under 40 CFR Part 60, Subpart O and 40 CFR Part 61, Subparts C and E. Subpart O in Part 60 establishes a New Source Performance Standard for particulate matter. Subparts C and E of Part 61--National Emission Standards for Hazardous Air Pollutants (NESHAP)--establish emission limits for beryllium and mercury, respectively. In 1989, technical standards for the use and disposal of sewage sludge were proposed as 40 CFR Part 503, under authority of Section 405 of the Clean Water Act. Subpart G of this proposed Part 503 proposes to establish national emission limits for arsenic, beryllium, cadmium, chromium, lead, mercury, nickel, and total hydrocarbons from sewage sludge incinerators.