Anaerobic Digestion of Primary Sewage Effluent
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Inclusive Business Models for Wastewater Treatment
INCLUSIVE INNOVATIONS Inclusive Business Models for Wastewater Treatment Enterprises have developed integrated, affordable wastewater treatment solutions for industries and households to encourage reuse or safe disposal HIGHLIGHTS • Wastewater treatment enterprises treat water before disposal or recycle the water so that it can be reused. • Enterprises provide household wastewater treatment systems that are modular, have low operating costs in terms of electricity and maintenance, have silent operation and less odor and offer quick returns on investment. • Enterprises focusing on industrial wastewater treatment solutions offer efficiency and cost effectiveness. They are quickly commissioned, fully automatic, have remote monitoring, require minimal hazardous chemicals, and treat water for reuse. Summary Wastewater sources include domestic wastewater—pertaining to liquid outflow from toilets, bathrooms, basins, laundry, kitchen sinks and floor washing, and industrial wastewater—effluent water that is discharged during manufacturing processes in factories or by-products from chemical reactions. There are significant operational and financial challenges associated with wastewater treatment in marginalized residential communities, where domestic wastewater does not get treated at source, but instead is discharged to local municipal facilities or directly into water bodies. Similarly, industrial wastewater is heavily contaminated and leads to pollution and diseases, if disposed without treatment. It may also contain metals that have high market value and could potentially be recovered. Social enterprises have introduced unique technologies and integrated solutions to treat such wastewater either for safe disposal or for reuse. These solutions aim to be efficient, affordable and convenient. There are two major types of wastewater treatment plants—household (residential) systems and industrial systems. This series on Inclusive Innovations explores business models that improve the lives of those living in extreme poverty. -
Use of a Water Treatment Sludge in a Sewage Sludge Dewatering Process
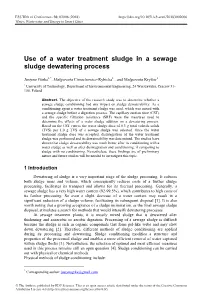
E3S Web of Conferences 30, 02006 (2018) https://doi.org/10.1051/e3sconf/20183002006 Water, Wastewater and Energy in Smart Cities Use of a water treatment sludge in a sewage sludge dewatering process Justyna Górka1,*, Małgorzata Cimochowicz-Rybicka1 , and Małgorzata Kryłów1 1 University of Technology, Department of Environmental Engineering, 24 Warszawska, Cracow 31- 155, Poland Abstract. The objective of the research study was to determine whether a sewage sludge conditioning had any impact on sludge dewaterability. As a conditioning agent a water treatment sludge was used, which was mixed with a sewage sludge before a digestion process. The capillary suction time (CST) and the specific filtration resistance (SRF) were the measures used to determine the effects of a water sludge addition on a dewatering process. Based on the CST curves the water sludge dose of 0.3 g total volatile solids (TVS) per 1.0 g TVS of a sewage sludge was selected. Once the water treatment sludge dose was accepted, disintegration of the water treatment sludge was performed and its dewaterability was determined. The studies have shown that sludge dewaterability was much better after its conditioning with a water sludge as well as after disintegration and conditioning, if comparing to sludge with no conditioning. Nevertheless, these findings are of preliminary nature and future studies will be needed to investigate this topic. 1 Introduction Dewatering of sludge is a very important stage of the sludge processing. It reduces both sludge mass and volume, which consequently reduces costs of a further sludge processing, facilitates its transport and allows for its thermal processing. -

Anaerobic Digestion of Wastewater Sludge (Nazaroff & Alvarez-Cohen, Section 6.E.3)
Anaerobic Digestion of Wastewater Sludge (Nazaroff & Alvarez-Cohen, Section 6.E.3) nice, clean water going to disinfection and then to outdoor body of receiving water (stream, lake or sea) sludge in need of further treatment The goal is to reduce the amount of sludge that needs to be disposed. The most widely employed method for sludge treatment is anaerobic digestion. In this process, a large fraction of the organic matter (cells) is broken down into carbon dioxide (CO2) and methane (CH4), and this is accomplished in the absence of oxygen. About half of the amount is then converted into gases, while the remainder is dried and becomes a residual soil-like material. What the equipment looks like The tank is capped - to prevent oxygen from coming in, - to prevent odors from escaping, and - to capture the methane produced. This methane, a fuel, can be used to meet some of the energy requirements of the wastewater treatment facility (co-generation). What the sludge looks like after anaerobic digestion and subsequent drying. It is rich in nitrates and performs well as a fertilizer. (Photos from http://www.madep-sa.com/english/wwtp.html) 1 (Originally from Metcalf & Eddy, 1991) from & Metcalf Eddy, (Originally 6.E.7) Figure Alvarez-Cohen, & (Nazaroff How the system works The treatment of wastewater sludge, from both primary and secondary treatment steps, consists of two main phases. ● In the 1st step, all incoming flows of sludge are combined, and the mixture is heated to a mild temperature (about body temperature) to accelerate biological conversion. The residence time here ranges from 10 to 20 days. -
Safe Use of Wastewater in Agriculture: Good Practice Examples
SAFE USE OF WASTEWATER IN AGRICULTURE: GOOD PRACTICE EXAMPLES Hiroshan Hettiarachchi Reza Ardakanian, Editors SAFE USE OF WASTEWATER IN AGRICULTURE: GOOD PRACTICE EXAMPLES Hiroshan Hettiarachchi Reza Ardakanian, Editors PREFACE Population growth, rapid urbanisation, more water intense consumption patterns and climate change are intensifying the pressure on freshwater resources. The increasing scarcity of water, combined with other factors such as energy and fertilizers, is driving millions of farmers and other entrepreneurs to make use of wastewater. Wastewater reuse is an excellent example that naturally explains the importance of integrated management of water, soil and waste, which we define as the Nexus While the information in this book are generally believed to be true and accurate at the approach. The process begins in the waste sector, but the selection of date of publication, the editors and the publisher cannot accept any legal responsibility for the correct management model can make it relevant and important to any errors or omissions that may be made. The publisher makes no warranty, expressed or the water and soil as well. Over 20 million hectares of land are currently implied, with respect to the material contained herein. known to be irrigated with wastewater. This is interesting, but the The opinions expressed in this book are those of the Case Authors. Their inclusion in this alarming fact is that a greater percentage of this practice is not based book does not imply endorsement by the United Nations University. on any scientific criterion that ensures the “safe use” of wastewater. In order to address the technical, institutional, and policy challenges of safe water reuse, developing countries and countries in transition need clear institutional arrangements and more skilled human resources, United Nations University Institute for Integrated with a sound understanding of the opportunities and potential risks of Management of Material Fluxes and of Resources wastewater use. -

Sewage Secondary Treatment After Primary Treatment, the Sewage Water Is Subjected to the Next Phase Called Biological Treatment Or Secondary Treatment
Sewage secondary treatment After primary treatment, the sewage water is subjected to the next phase called biological treatment or secondary treatment. Dissolved and suspended biological materials are removed by indigenous microbial decomposition in a managed environment. In this treatment, BOD is reduced up to 90-95%. Biological treatment is carried out in two important phases: 1. Aerobic phase: oxidation lagoons trickling filters, activated sludge 2. Anaerobic phase: sludge digestion A. Oxidation lagoons /oxidation ponds / stabilization ponds 1. It is outdoor, simple, suspension type aerobic treatment. 2. It is suggested for small societies in rural areas where sufficient low lying land of little real state value is available. 3. It is oldest of the sewage treatment systems used in most of developing countries due to its low cost. 4. In this shallow pond is required which should be maximum of 10 feet depth having inlet and outlet. 5. It consists of three different zones as shown in the following diagram: Requirements of Oxidation pond: 1. Presence of algal growth which produces oxygen. 2. Oxygen is also available from atmosphere. 3. Heterotrophic aerobic and anaerobic microbes for decomposing sewage. 4. Sunlight required for photosynthesis, also has bactericidal properties (UV). Advantages of oxidation pond: 1. Simple 2. Inexpensive 3. Low maintenance Disadvantages of oxidation pond: 1. Effected by environment: low temperature, cloudy sky lowers efficiency 2. Takes longer time(Long retention time) 3. Gives bad odour(H2 S) 4. Not hygienic 5. Just lowers BOD by 25%to 60% B. Trickling Filter Method 1. It is also outdoor, aerobic, relatively simple but of film flow type. -

Effect of High Cationic Flocculant on Anaerobic Digestion of Municipal Wastewater
University of Louisville ThinkIR: The University of Louisville's Institutional Repository Electronic Theses and Dissertations 5-2017 Effect of high cationic flocculant on anaerobic digestion of municipal wastewater. Prathap D. John University of Louisville Follow this and additional works at: https://ir.library.louisville.edu/etd Part of the Environmental Engineering Commons, and the Other Chemical Engineering Commons Recommended Citation John, Prathap D., "Effect of high cationic flocculant on anaerobic digestion of municipal wastewater." (2017). Electronic Theses and Dissertations. Paper 2815. https://doi.org/10.18297/etd/2815 This Master's Thesis is brought to you for free and open access by ThinkIR: The University of Louisville's Institutional Repository. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of ThinkIR: The University of Louisville's Institutional Repository. This title appears here courtesy of the author, who has retained all other copyrights. For more information, please contact [email protected]. EFFECT OF HIGH CATIONIC FLOCCULANT ON ANAEROBIC DIGESTION OF MUNICIPAL WASTEWATER By Prathap Daniel John B.S, University of Louisville, 2006 A Thesis Submitted to the Faculty of the University of Louisville J.B. Speed School of Engineering as Partial Fulfillment of the Requirements for the Professional Degree MASTER OF ENGINEERING Department of Chemical Engineering March 2017 ii EFFECT OF HIGH CATIONIC FLOCCULANT ON ANAEROBIC DIGESTION OF MUNICIPAL WASTEWATER APPROVAL PAGE Submitted by: __________________________________ Prathap Daniel John A Thesis Approved On ____________________________________ (Date) by the Following Reading and Examination Committee: ___________________________________ Dr. R. Eric Berson, Thesis Director ___________________________________ Dr. James Watters ___________________________________ Dr. Thomas Rockaway ii ACKNOWLEDGEMENTS I would like to thank the Conn Center for Renewable Energy Research and my research advisor Dr. -
How Is Wastewater Treated (PDF)
FOLD FOLD FOLD We Need Your Help Industrial Service Area How is Pretreatment Here are three easy things you can do to protect The City of Everett’s wastewater treatment Wastewater water quality and minimize treatment cost. plant, called the Everett Water Pollution Control unicipal treatment plants like the EWPCF are Facility (EWPCF), is located on Smith Island 1. Keep trash out of the system. designed to treat residential and commercial in North Everett. The EWPCF serves more than Treated? ■ M Put hair, feminine hygiene products, wastewater. However, some industrial 133,000 people including all of Everett and cotton swabs and grease in the wastewater contains pollutants that primary and parts of Mukilteo, Silver Lake and Alderwood. garbage. secondary treatment cannot remove. The plant treats an average of 20 million 2. Reduce your water consumption. This wastewater requires industrial pretreatment gallons of wastewater per day, although the ■ Conserving water saves money and to remove metals, acids or other chemicals, influent volume to the plant can increase to protects the environment since the less or in the case of food services, most fats almost 100 million gallons on rainy days. water you use, the less wastewater we and grease. City staff work with industrial have to treat. customers to remove these pollutants before the 3. Keep hazardous waste out of the system. wastewater is sent to the treatment plant. ■ Never put hazardous waste down the drain. Hazardous waste includes pesticides, herbicides, solvents, paint thinners and engine oil. Hazardous Biosolids waste is any material that can catch fire, Port explode, corrode or is toxic. -

Wastewater and Wastewatertreatment Explained
Wastewater and WastewaterTreatment Explained Wastewater Wastewater is any water that has been adversely affected in quality by anthropogenic influence. It comprises liquid waste discharged by domestic residences, commercial properties, industry, and/or agriculture and can encompass a wide range of potential contaminants and concentrations. In the most common usage, it refers to the municipal wastewater that contains a broad spectrum of contaminants resulting from the mixing of wastewaters from different sources. Wastewater Treatment Sewage treatment, or domestic wastewater treatment, is the process of removing contaminants from wastewater, both runoff (effluents) and domestic. It includes physical, chemical and biological processes to remove physical, chemical and biological contaminants. Its objective is to produce a waste stream (or treated effluent) and a solid waste or sludge suitable for discharge or reuse back into the environment. This material is often inadvertently contaminated with many toxic organic and inorganic compounds. Sewage is created by residences, institutions, hospitals and commercial and industrial establishments. It can be treated close to where it is created (in septic tanks, biofilters or aerobic treatment systems), or collected and transported via a network of pipes and pump stations to a municipal treatment plant (see sewerage and pipes and infrastructure). Sewage collection and treatment is typically subject to local, state and federal regulations and standards. Industrial sources of wastewater often require specialized treatment processes (see Industrial wastewater treatment). The sewage treatment involves three stages, called primary, secondary and tertiary treatment. First, the solids are separated from the wastewater stream. Then dissolved biological matter is progressively converted into a solid mass by using indigenous, water- borne microorganisms. -

Innovations to Market
September 2013 SPECIAL FOCUS Featured Session Bringing Innovations to Market. Page 4 Featured Session Energy Generation in Fort Worth. Page 6 Innovation Showcase A Highlight of WEFTEC Programming. Page 8 Pavilion Exhibitors InnovatIon Innovation-award winning companies. Page 16 Innovation Showcase Visualize the potential of the water sector Actionable Water Market Intelligence ™ ® BlueTech Research, an O2 Environmental company, is an intelligence service focused exclusively on identifying key opportunities and emerging trends in the global water industry. We are the premier source of actionable BlueTech® Research offers analyst directed water market intelligence for strategic advisory services, providing market business decisions on innovative intelligence, technology assessments and technologies and companies. strategic advice. ® Our clients use BlueTech Research for: BlueTech® Intelligence Briefings ents. Snappy and informative,with distilled details prepared by BlueTech® Research water • Identifying and assessing water industry experts. companies and technologies BlueTech® Innovation Tracker™ • Understanding new water Innovation Company Tracker tool to map and analyse water technology market opportunities technology companies. and identifying areas for growth ® • Analyzing water technology patent BlueTech Insight Reports trends and identifying water Detailed reports providing insight and analysis on key water technology market areas. technology licensing, investment and acquisition opportunities BlueTech® Webinars Technology and Market -

Circular Economy in Wastewater Treatment Plant– Challenges and Barriers †
Proceedings Circular Economy in Wastewater Treatment Plant– Challenges and Barriers † Ewa Neczaj * and Anna Grosser Faculty of Infrastructure and Environment, Czestochowa University of Technology, 42-201 Czestochowa, Poland; [email protected] * Correspondence: [email protected]; Tel.: +48-343-250-917 † Presented at the 3rd EWaS International Conference on “Insights on the Water-Energy-Food Nexus”, Lefkada Island, Greece, 27–30 June 2018. Published: 31 July 2018 Abstract: The urban wastewater treatment plants can be an important part of circular sustainability due to integration of energy production and resource recovery during clean water production. Currently the main drivers for developing wastewater industry are global nutrient needs and water and energy recovery from wastewater. The article presents current trends in wastewater treatment plants development based on Circular Economy assumptions, challenges and barriers which prevent the implementation of the CE and Smart Cities concept with WWTPs as an important player. WWTPs in the near future are to become “ecologically sustainable” technological systems and a very important nexus in SMART cities. Keywords: circular economy; wastewater treatment plant; resource recovery 1. Introduction The circular economy (CE) is the concept in which products, materials (and raw materials) should remain in the economy for as long as possible, and waste should be treated as secondary raw materials that can be recycled to process and re-use [1]. This distinguishes it from a linear economy based on the, ‘take-make-use-dispose’ system, in which waste is usually the last stage of the product life cycle. CE is a concept promotes sustainable management of materials and energy by minimalizing the amount of waste generation and their reuse as a secondary material. -

Biogas Micro-Production from Human Organic Waste—A Research Proposal
sustainability Article Biogas Micro-Production from Human Organic Waste—A Research Proposal Alberto Regattieri * ID , Marco Bortolini ID , Emilio Ferrari, Mauro Gamberi and Francesco Piana Department of Industrial Engineering, Alma Mater Studiorum—University of Bologna, Viale del Risorgimento 2, Bologna 40136, Italy; [email protected] (M.B.); [email protected] (E.F.); [email protected] (M.G.); [email protected] (F.P.) * Correspondence: [email protected]; Tel.: +39-051-2093400 Received: 2 December 2017; Accepted: 24 January 2018; Published: 27 January 2018 Abstract: Organic waste (OW) management tackles the problem of sanitation and hygiene in developing countries and humanitarian camps where unmanaged waste often causes severe health problems and premature death. OW still has a usable energy content, allowing biogas production, potentially contributing to satisfy the local needs, e.g., cooking, lighting and heating. Digesters are the devices converting OW into biogas under anaerobic conditions. They are simple and effective solutions for the OW management in rural areas, humanitarian camps and remote developing regions, producing energy and fertilizers for local farming as residual. This paper describes the design and lab-test of a domestic OW management system integrating a waterless toilet with a small-scale digester producing safe biogas for local micro-consumption. Starting from people’s needs and an extensive review of the current state-of-art technology, the proposed system’s key innovation and strength is the combination of effectiveness and a very simple construction, set up and use, fitting with the rural conditions and raw materials available within the emerging countries. A small-scale prototype is assembled and lab-tested assessing the quantity—i.e., productivity—and quality—i.e., composition and methane content—of the produced biogas. -

Treatment and Biosolids Technologies
Treatment and Biosolids Technologies City of Morro Bay New Water Reclamation Facility Engineering Component of Siting Study • Project engineering team will look at the following parameters related to each site: – Range of cost for conveyance, treatment, and distribution to potential users – Land availability for range of treatment and biosolids management options • A range of treatment technologies can reach City objectives – Keep options open during preliminary planning Public Workshop Results Top‐Ranked Issues from Dot Exercise • Environmental – Avoid Visual Impacts • Cost Issues – Keep Costs Low (highest score) • Engineering and Design – Recharge Morro Aquifer Overview • Environmental – Effluent reuse goals – Quality and Quantity – Conveyance methods for recycled water • Cost Issues / Engineering and Design – Liquid treatment technologies – Biosolids processing technologies / products – Procurement Treatment Processes • Preliminary – Screening of large solids • Primary –Flotation & settling • Secondary – Biological Treatment Source of • Tertiary – Filtration Biosolids • Disinfection • Advanced – Salts – Contaminants of Emerging Concern Treatment Process Selection Driven by End Goals 1. Start with effluent reuse goals 2. Identify treatment technologies to meet those goals 3. Develop plan for handling biosolids from range of liquid treatment options Effluent Reuse Goals ‐ Quantity • “How much” varies seasonally • Evapotranspiration rates determine potential use for irrigation • Wet weather or production of “off‐spec” water often require