2.2 Sewage Sludge Incineration
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Comparison of Chemical Wet Scrubbers and Biofiltration For
Journal of Chemical Technology and Biotechnology J Chem Technol Biotechnol 80:1170–1179 (2005) DOI: 10.1002/jctb.1308 Comparison of chemical wet scrubbers and biofiltration for control of volatile organic compounds using GC/MS techniques and kinetic analysis James R Kastner∗ and Keshav C Das Department of Biological and Agricultural Engineering, The University of Georgia, Athens, GA, 30602, USA Abstract: Increasing public concerns and EPA air regulations in non-attainment zones necessitate the remediation of volatile organic compounds (VOCs) generated in the poultry-rendering industry. Wet scrubbers using chlorine dioxide (ClO2) have low overall removal efficiencies due to lack of reactivity with aldehydes. Contrary to wet scrubbers, a biofilter system successfully treated the aldehyde fraction, based on GC/MS analysis of inlet and outlet streams. Total VOC removal efficiencies ranged from 40 to 100% for the biofilter, kinetic analysis indicated that the overall removal capacity approached 25 g m−3 h−1, and aldehyde removal efficiency was significantly higher compared with chemical wet scrubbers. Process temperatures monitored in critical unit operations upstream from the biofilter varied significantly during operation, rising as much as 30 ◦C within a few minutes. However, the outlet air temperature of a high intensity scrubber remained relatively constant at 40 ◦C, although the inlet air temperature fluctuated from 50 to 65 ◦C during monitoring. These data suggest a hybrid process combining a wet scrubber and biofilter in series could be used to improve overall VOC removal efficiencies and process stability. 2005 Society of Chemical Industry Keywords: odor; volatile organic compounds (VOC); aldehydes; wet scrubber; biofilter; gas chromatography; mass spectrometry INTRODUCTION and odor complaints have resulted in the need for low Rendering operations convert organic wastes (feathers, cost, effective treatment options. -
Use of a Water Treatment Sludge in a Sewage Sludge Dewatering Process
E3S Web of Conferences 30, 02006 (2018) https://doi.org/10.1051/e3sconf/20183002006 Water, Wastewater and Energy in Smart Cities Use of a water treatment sludge in a sewage sludge dewatering process Justyna Górka1,*, Małgorzata Cimochowicz-Rybicka1 , and Małgorzata Kryłów1 1 University of Technology, Department of Environmental Engineering, 24 Warszawska, Cracow 31- 155, Poland Abstract. The objective of the research study was to determine whether a sewage sludge conditioning had any impact on sludge dewaterability. As a conditioning agent a water treatment sludge was used, which was mixed with a sewage sludge before a digestion process. The capillary suction time (CST) and the specific filtration resistance (SRF) were the measures used to determine the effects of a water sludge addition on a dewatering process. Based on the CST curves the water sludge dose of 0.3 g total volatile solids (TVS) per 1.0 g TVS of a sewage sludge was selected. Once the water treatment sludge dose was accepted, disintegration of the water treatment sludge was performed and its dewaterability was determined. The studies have shown that sludge dewaterability was much better after its conditioning with a water sludge as well as after disintegration and conditioning, if comparing to sludge with no conditioning. Nevertheless, these findings are of preliminary nature and future studies will be needed to investigate this topic. 1 Introduction Dewatering of sludge is a very important stage of the sludge processing. It reduces both sludge mass and volume, which consequently reduces costs of a further sludge processing, facilitates its transport and allows for its thermal processing. -

A Novel Waste Water Treatment Plant for the Disposal of Organic Waste from Mobile Toilets
A Novel Waste Water Treatment Plant for The Disposal of Organic Waste from Mobile Toilets A Novel Waste Water Treatment Plant for The Disposal of Organic Waste from Mobile Toilets G. BONIFAZI, R. GASBARRONE, R. PALMIERI, G. CAPOBIANCO, S. SERRANTI Departments of Medical Sciences and Biotechnologies and of Chemical Eng. Materials, Environment- Sapienza University of Rome, Abstract The EU wastewater management industry is continuously looking for innovative technological solutions that can enter the market with a reduced environmental impact. This paper focuses on the problems associated to the disposal of human waste and on the specific market of the so-called mobile toilets. These are independent portable units equipped with sanitary tools that use chemical agents to disinfect the vessel and not connected to the sewer network. With growing awareness towards effective sanitation, mobile toilets have gained immense popularity in recent years and are now widely used at construction sites, event venues, public places, and in several other application like temporary refugee housing, migrants’ camps, military missions, cases of natural disasters, airplanes, trains, campers, caravans and campsites. This paper illustrates a new process for the disposal of organic waste from mobile toilets. Keywords: Waste Water Treatment Plants, Chemical Portable Toilets, Use of sludges in agriculture. 1. Introduction into surface and ground water and to avoid toxic effects on soil, plants, animals and humans. In The use of sludge in agriculture within the EU is most cases, national authorities have currently regulated only by the limits of heavy implemented policies supporting the use of metals (Cd, Cu, Hg, Ni, Pb and Zn) listed in sludge in agriculture, as it is considered to be the Council Directive 86/278/EEC. -

Developmental Study of Soot-Oxidation Catalysts for Fireplaces: the Effect of Binder and Preparation Techniques on Catalyst Texture and Activity
catalysts Article Developmental Study of Soot-Oxidation Catalysts for Fireplaces: The Effect of Binder and Preparation Techniques on Catalyst Texture and Activity Pauliina Nevalainen, Niko Kinnunen * and Mika Suvanto University of Eastern Finland, Department of Chemistry, P. O. Box 111, FI-80101, Joensuu, Finland; Pauliina.Nevalainen@uef.fi (P.N.); mika.suvanto@uef.fi (M.S.) * Correspondence: niko.kinnunen@uef.fi Received: 8 October 2019; Accepted: 13 November 2019; Published: 15 November 2019 Abstract: An awareness of increasing climate and health problems has driven the development of new functional and affordable soot-oxidation catalysts for stationary sources, such as fireplaces. In this study, Al(OH)3, water glass and acidic aluminium phosphate binder materials were mixed with soot-oxidation catalysts. The effect of the binder on the performance of the Ag/La-Al2O3 catalyst was examined, while the Pt/La-Al2O3 catalyst bound with Al(OH)3 was used as a reference. Soot was oxidised above 340 ◦C on the Ag/La-Al2O3 catalyst, but at 310 ◦C with same catalyst bound with Al(OH)3. The addition of water glass decreased the catalytic performance because large silver crystals and agglomeration resulted in a blockage of the support material’s pores. Pt/La-Al2O3 bound with Al(OH)3 was ineffective in a fireplace environment. We believe that AgOx is the active form of silver in the catalyst. Hence, Ag/La-Al2O3 was shown to be compatible with the Al(OH)3 binder as an effective catalyst for fireplace soot oxidation. Keywords: binder; silver; Al(OH)3; fireplace; soot emission 1. -
Safe Use of Wastewater in Agriculture: Good Practice Examples
SAFE USE OF WASTEWATER IN AGRICULTURE: GOOD PRACTICE EXAMPLES Hiroshan Hettiarachchi Reza Ardakanian, Editors SAFE USE OF WASTEWATER IN AGRICULTURE: GOOD PRACTICE EXAMPLES Hiroshan Hettiarachchi Reza Ardakanian, Editors PREFACE Population growth, rapid urbanisation, more water intense consumption patterns and climate change are intensifying the pressure on freshwater resources. The increasing scarcity of water, combined with other factors such as energy and fertilizers, is driving millions of farmers and other entrepreneurs to make use of wastewater. Wastewater reuse is an excellent example that naturally explains the importance of integrated management of water, soil and waste, which we define as the Nexus While the information in this book are generally believed to be true and accurate at the approach. The process begins in the waste sector, but the selection of date of publication, the editors and the publisher cannot accept any legal responsibility for the correct management model can make it relevant and important to any errors or omissions that may be made. The publisher makes no warranty, expressed or the water and soil as well. Over 20 million hectares of land are currently implied, with respect to the material contained herein. known to be irrigated with wastewater. This is interesting, but the The opinions expressed in this book are those of the Case Authors. Their inclusion in this alarming fact is that a greater percentage of this practice is not based book does not imply endorsement by the United Nations University. on any scientific criterion that ensures the “safe use” of wastewater. In order to address the technical, institutional, and policy challenges of safe water reuse, developing countries and countries in transition need clear institutional arrangements and more skilled human resources, United Nations University Institute for Integrated with a sound understanding of the opportunities and potential risks of Management of Material Fluxes and of Resources wastewater use. -
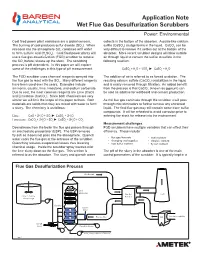
Application Note Wet Flue Gas Desulfurization Scrubbers Power: Environmental
Application Note Wet Flue Gas Desulfurization Scrubbers Power: Environmental Coal fi red power plant emissions are a global concern. collects in the bottom of the absorber. A paste-like calcium The burning of coal produces sulfur dioxide (SO2). When sulfi te (CaSO3) sludge forms in the liquid. CaCO3 can be released into the atmosphere SO2 combines with water very diffi cult to remove if it settles out at the bottom of the to form sulfuric acid (H2SO4). Coal fi red power plants will absorber. More recent scrubber designs will blow outside use a fl ue gas desulfurization (FGD) scrubber to remove air through liquid to convert the sulfi te to sulfate in the the SO2 before release up the stack. The scrubbing following reaction. process is pH dependent. In this paper we will explore some of the challenges in this type of pH measurement. CaSO3 + H2O + 1/2O2 ► CaSO4 + H2O The FGD scrubber uses chemical reagents sprayed into The addition of air is referred to as forced oxidation. The the fl ue gas to react with the SO2. Many different reagents resulting calcium sulfate (CaCO4) crystallizes in the liquid have been used over the years. Examples include and is easily removed through fi ltration. An added benefi t ammonia, caustic, lime, limestone, and sodium carbonate. from the process is that CaCO4 (known as gypsum) can Due to cost, the most common reagents are Lime (CaO) be sold as additive for wallboard and cement production. and Limestone (CaCO3). Since both chemicals are very similar we will limit the scope of this paper to them. -

Are Black Carbon and Soot the Same? Title Page
Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Atmos. Chem. Phys. Discuss., 12, 24821–24846, 2012 Atmospheric www.atmos-chem-phys-discuss.net/12/24821/2012/ Chemistry ACPD doi:10.5194/acpd-12-24821-2012 and Physics © Author(s) 2012. CC Attribution 3.0 License. Discussions 12, 24821–24846, 2012 This discussion paper is/has been under review for the journal Atmospheric Chemistry Are black carbon and Physics (ACP). Please refer to the corresponding final paper in ACP if available. and soot the same? P. R. Buseck et al. Are black carbon and soot the same? Title Page P. R. Buseck1,2, K. Adachi1,2,3, A. Gelencser´ 4, E.´ Tompa4, and M. Posfai´ 4 Abstract Introduction 1School of Earth and Space Exploration, Arizona State University, Tempe, AZ 85282, USA Conclusions References 2 Department of Chemistry and Biochemistry, Arizona State University, Tempe, AZ 85282, USA Tables Figures 3Atmospheric Environment and Applied Meteorology Research Department, Meteorological Research Institute, Tsukuba, Ibaraki, Japan 4Department of Earth and Environmental Sciences, University of Pannonia, Veszprem,´ J I Hungary J I Received: 1 September 2012 – Accepted: 3 September 2012 – Published: 21 September 2012 Back Close Correspondence to: P. R. Buseck ([email protected]) Full Screen / Esc Published by Copernicus Publications on behalf of the European Geosciences Union. Printer-friendly Version Interactive Discussion 24821 Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Abstract ACPD The climate change and environmental literature, including that on aerosols, is replete with mention of black carbon (BC), but neither reliable samples nor standards exist. 12, 24821–24846, 2012 Thus, there is uncertainty about its exact nature. -

Five Facts About Incineration Five Facts About Incineration
Five facts about incineration Five facts about incineration Across the globe, cities are looking for ways to improve their municipal solid waste systems. In the search for services that are affordable, green and easy to implement, many cities are encouraged to turn to waste-to-energy (WtE) technologies, such as incineration.1 But, as found in WIEGO’s Technical Brief 11 (Waste Incineration and Informal Livelihoods: A Technical Guide on Waste-to-Energy Initiatives by Jeroen IJgosse), incineration is far from the perfect solution and, particularly in the Global South, can be less cost-effective, more complicated and can negatively impact the environment and informal waste workers’ livelihoods. Below, we have collected the top five issues highlighted in the study that show why this technology is a risky choice: 1. Incineration costs more than recycling. How incineration may be promoted: Incineration is a good economic decision because it reduces the costs associated with landfill operations while also creating energy that can be used by the community. The reality: • In 2016, the World Energy Council reported that, “energy generation from waste is a costly option, in comparison with other established power generation sources.” • Setting up an incineration project requires steep investment costs from the municipality. • For incineration projects to remain financially stable long-term, high fees are required, which place a burden on municipal finances and lead to sharp increases in user fees. • If incinerators are not able to collect enough burnable waste, they will burn other fuels (gas) instead. Contract obligations can force a municipality to make up the difference if an incinerator doesn’t burn enough to create the needed amount of energy. -

Energy Recovery from Sewage Sludge: the Case Study of Croatia
energies Article Energy Recovery from Sewage Sludge: The Case Study of Croatia Dinko Đurđevi´c 1,* , Paolo Blecich 2 and Željko Juri´c 1 1 Energy Institute Hrvoje Požar, 10000 Zagreb, Croatia; [email protected] 2 Faculty of Engineering, University of Rijeka, 51000 Rijeka, Croatia; [email protected] * Correspondence: [email protected] Received: 26 April 2019; Accepted: 16 May 2019; Published: 20 May 2019 Abstract: Croatia produced 21,366 tonnes of dry matter (DM) sewage sludge (SS) in 2016, a quantity expected to surpass 100,000 tonnes DM by 2024. Annual production rates for future wastewater treatment plants (WWTP) in Croatia are estimated at 5.8–7.3 Nm3/people equivalent (PE) for biogas and 20–25 kgDM/PE of sewage sludge. Biogas can be converted into 12–16 kWhel/PE of electricity and 19–24 kWhth/PE of heat, which is sufficient for 30–40% of electrical and 80–100% of thermal autonomy. The WWTP autonomy can be increased using energy recovery from sewage sludge incineration by 60% for electricity and 100% of thermal energy (10–13 kWhel/PE and 30–38 kWhth/PE). However, energy for sewage sludge drying exceeds energy recovery, unless solar drying is performed. 2 The annual solar drying potential is estimated between 450–750 kgDM/m of solar drying surface. The lower heating value of dried sewage sludge is 2–3 kWh/kgDM and this energy can be used for assisting sludge drying or for energy generation and supply to WWTPs. Sewage sludge can be considered a renewable energy source and its incineration generates substantially lower greenhouse gases emissions than energy generation from fossil fuels. -

The Foundation for Global Action on Persistent Organic Pollutants: a United States Perspective
The Foundation for Global Action on Persistent Organic Pollutants: A United States Perspective Office of Research and Development Washington, DC 20460 EPA/600/P-01/003F NCEA-I-1200 March 2002 www.epa.gov Disclaimer Mention of trade names or commercial products does not constitute endorsement or recommendation for use. Cover page credits: Bald eagle, U.S. FWS; mink, Joe McDonald/Corbis.com; child, family photo, Jesse Paul Nagaruk; polar bear, U.S. FWS; killer whales, Craig Matkin. Contents Contributors ................................................................................................. vii Executive Summary ....................................................................................... ix Chapter 1. Genesis of the Global Persistent Organic Pollutant Treaty ............ 1-1 Why Focus on POPs? ................................................................................................. 1-2 The Four POPs Parameters: Persistence, Bioaccumulation, Toxicity, Long-Range Environmental Transport ......................................................... 1-5 Persistence ......................................................................................................... 1-5 Bioaccumulation ................................................................................................. 1-6 Toxicity .............................................................................................................. 1-7 Long-Range Environmental Transport .................................................................. 1-7 POPs -

Mobility of Heavy Metals in Municipal Sewage Sludge from Different Throughput Sewage Treatment Plants
Pol. J. Environ. Stud. Vol. 21, No. 6 (2012), 1603-1611 Original Research Mobility of Heavy Metals in Municipal Sewage Sludge from Different Throughput Sewage Treatment Plants Jarosław Gawdzik1*, Barbara Gawdzik2** 1Faculty of Civil and Environmental Engineering, Kielce University of Technology, Division of Waste Management, Al. 1000-lecia Państwa Polskiego 7, 25-314 Kielce, Poland 2Institute of Chemistry, Faculty of Mathematics and Science, Jan Kochanowski University of Humanities and Sciences, Świętokrzyska 15, 25-406 Kielce, Poland Received: 27 June 2011 Accepted: 11 May 2012 Abstract Sewage sludge heavy metals can be dissolved, precipitated, co-precipitated with metal oxides, and adsorbed or associated on the particles in biological debris. Heavy metals are found in the form of oxides, hydroxides, sulphides, sulphates, phosphates, silicates, organic bindings forming complexes with humic com- pounds, and complex sugars. Polish regulations specifying the maximum levels of heavy metals in municipal sewage sludge used for agricultural purposes refer to the total content of lead, cadmium, mercury, nickel, zinc, copper, and chromium. The aim of our study was to evaluate the mobility of heavy metals in sewage sludge from wastewater treatment plants in Świętokrzyskie Province. Stabilized sewage sludge from wastewater treatment was ana- lyzed in accordance with the extraction method proposed by the Community Bureau of Reference (BCR). Zinc, cadmium, lead, and nickel were determined by means of the standard addition with the use of a Perkin-Elmer 3100-BG FAAS atomic absorption spectrophotometer. Chromium and copper were tested using the FAAS technique. The sequence analysis revealed the presence of heavy metals in all fractions (F-I, F-II, F-III, F-IV). -

Odor Control System
ODOR CONTROL SYSTEM What is an Odor? An odor is defined as a sensation resulting from the reception of a stimulus by the olfactory sensory system. Controlling odors is an important consideration for protecting the environment and our community amenity. Odors can be generated from a vast range of sources including sewage treatment processes and industrial effluents. Odor Control Technologies Typical odor emission control applications are the removal of odor from sewage treatment plants & sewage wet waste. Odor related complaints from communities surrounding WWTPs have been increasing for many WWTPs. Here, several emission sources need odor control equipment, e.g. such as pump stations, wet wells, sludge dewatering, manholes, air valve chambers, and sludge trans-shipment operations from silo into trucks. Sewage odor consists of mainly hydrogen sulphide & H2S is dangerous to be released to the environment. Hydrogen sulphide, the gas, also contains organic sulphur components (mercaptans, hydrocarbons) and ammonia. Odor control technologies can be grouped into three distinct categories: 1. Chemical Absorption (acid and caustic wet scrubbing) 2. Biological Oxidation (bio-filtration and bio-scrubbing / bio trinkling filtration) 3. Adsorption (activated carbon and other adsorptive medias) 4. The Combination of above systems are usually used for Biological Oxidation & Chemical Scrubbing Chemical Absorption: Chemical scrubbers achieve odor removal by mass transfer absorption via contact of air stream with aqueous solution on random packing material in a scrubbing chamber. The liquid is typically water, adjusted to the proper pH and CHEMICAL DOSING oxidation potential by chemicals. TANK CHEMICAL STORAGE TANK CHEMICAL Two parameters define the performance of any absorption SCRUBBER scrubbing system.