Drilling Machines: Vocational Machine Shop
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
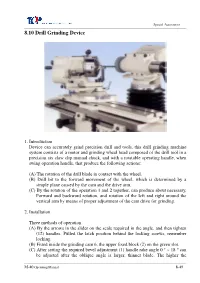
8.10 Drill Grinding Device
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Water Jet Cutting a Technology on the Rise
Water Jet Cutting A Technology on the Rise Water Jet Cutting- A Technology on the Rise Foreword: Siberia to Iceland, from Norway to South The purpose of this brochure is to give the Africa. reader a rough overview of Waterjet Specially trained technicians are constantly Cutting. In addition to precise cutting of on duty and can help you immediately at various materials as presented, many any time. special applications i.e. medical and in the decommissioning and demolition field Service and wear parts are shipped within exist – these however being outside the 24 hours. scope of this text. For any additional Our contract-cutting department takes information, our KMT Waterjet team is care of our customers’ needs to the fullest, always available. Also, we would like to enabling us to perform test-cutting welcome you to visit our homepage procedures in order to optimize the www.kmt-waterjet.com, where you have cutting method, allowing you for the option of downloading useful files. economically and technically sound In order for you to get a better operation of your machines. understanding of KMT Waterjet Systems, The KMT Waterjet team in Bad Nauheim is we would also like to take this opportunity always available to answer your questions! to present our company. In the Autumn of 2003, KMT AB of Sweden purchased the Waterjet Cutting Division from Ingersoll-Rand. The KMT Corporation is an Internationally active corporation with over 700 employees worldwide. KMT Waterjet Systems employs 200 people. Further KMT brands include UVA, LIDKOPING, KMT Robotic Solutions, KMT Aqua-Dyne, KMT McCartney, and KMT H2O. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -
Hollow Chisel Mortiser
User Manual Read and understand this manual before using machine. HOLLOW CHISEL MORTISER Model Number 25200 ® CUS STEEL CITY TOOL WORKS Manual Part No. OR71593 VER. 2.07 THANK YOU for purchasing your new Steel City Hollow Chisel Mortiser. This mortiser has been designed, tested, and inspected with you, the customer, in mind. When properly assembled, used and maintained, your mortiser will provide you with years of trouble free service, which is why it is backed by one of the longest machinery warranties in the business. This mortiser is just one of many products in the Steel City’s family of woodworking machinery and is proof of our commitment to total customer satisfaction. At Steel City we continue to strive for excellence each and every day and value the opinion of you, our customer. For comments about your mortiser or Steel City Tool Works, please visit our web site at www.steelcitytoolworks.com . 2 TABLE OF CONTENTS INTRODUCTION SECTION 1 Warranty .................................................................................................................................................4 SECTION 2 Product Specifications ............................................................................................................................7 SECTION 3 Accessories and Attachments ................................................................................................................7 SECTION 4 Definition of Terms..................................................................................................................................7 -

Hole Saw and Mandrel Assembly
Europaisches Patentamt 19 J) European Patent Office Office europeen des brevets (Tj) Publication number : 0 455 420 A2 12 EUROPEAN PATENT APPLICATION (2?) Application number : 91303751.1 (a) Int. CI.5 : B23B 51/04 (2) Date of filing : 25.04.91 (So) Priority : 04.05.90 US 532527 (72) Inventor : Cain, William 100 Brookside Road Orange, Massachusetts 01364 (US) (43) Date of publication of application : Inventor : Emond, Ernest 06.11.91 Bulletin 91/45 28 River Road Millers Falls, Massachusetts 01349 (US) Karl @ Designated Contracting States : Inventor : Glawischnig, DE FR GB IT SE 98 Shelburne Center Road Shelburne Falls, Massachusetts 01370 (US) Inventor : Grant, Robert @ Applicant : RULE INDUSTRIES, INC. 31 Columbian Avenue 70 Blanchard Road Athol, Massachusetts 01331 (US) Burlington, MA 01803 (US) @) Representative : Woodward, John Calvin et al VENNER SHIPLEY & CO. 368 City Road London EC1V 2 OA (GB) (54) Hole saw and mandrel assembly. (57) A one piece hole saw assembly with mandrel permanently affixed to the hole saw cup. The mandrel contains a hollow shaft, a locking flange and reinforcing flange which are integ- rally formed as by machining. The locking flange of the mandrel mates with a locking hole or slot in the top surface of the hole saw cup. The reinforcing flange on the mandrel is welded during manufacture to the top surface of the hole saw cup. A pilot drill bit is inserted into the shaft core and welded to the shaft. The resulting product is a one piece hole saw assembly inten- ded for use by simple insertion of the mandrel or shaft end of the pilot drill into the chuck of a conventional electric drill. -

The MG Chemicals Professional Prototyping Process
The MG Chemicals Professional Prototyping Process Introduction ..................................................................................................................................................................3 Before you begin ..........................................................................................................................................................4 Read the instructions in their entirety.......................................................................................................................4 Get everything you need...........................................................................................................................................4 Plan for safety...........................................................................................................................................................5 Plan for disposal .......................................................................................................................................................5 Design your circuit for the MG process ...................................................................................................................6 Step 1: Cutting and Routing .........................................................................................................................................6 Ingredients required..................................................................................................................................................6 Overview: -

Investigation of Nondestructive Testing Methods for Friction Stir Welding
metals Review Investigation of Nondestructive Testing Methods for Friction Stir Welding Hossein Taheri 1,* , Margaret Kilpatrick 2, Matthew Norvalls 3, Warren J. Harper 3, Lucas W. Koester 4, Timothy Bigelow 3,4 and Leonard J. Bond 3,5 1 Department of Manufacturing Engineering, Georgia Southern University, Statesboro, GA 30460, USA 2 Department of Mechanical Engineering, Georgia Southern University, Statesboro, GA 30460, USA; [email protected] 3 Department of Mechanical Engineering, Iowa State University, Ames, IA 50011, USA; [email protected] (M.N.); [email protected] (W.J.H.); [email protected] (T.B.); [email protected] (L.J.B.) 4 Center for Nondestructive Evaluation (CNDE), Iowa State University, Ames, IA 50011, USA; [email protected] 5 Department of Aerospace Engineering, Iowa State University, Ames, IA 50011, USA * Correspondence: [email protected]; Tel.: +1-912-478-7463 Received: 15 April 2019; Accepted: 23 May 2019; Published: 29 May 2019 Abstract: Friction stir welding is a method of materials processing that enables the joining of similar and dissimilar materials. The process, as originally designed by The Welding Institute (TWI), provides a unique approach to manufacturing—where materials can be joined in many designs and still retain mechanical properties that are similar to, or greater than, other forms of welding. This process is not free of defects that can alter, limit, and occasionally render the resulting weld unusable. Most common amongst these defects are kissing bonds, wormholes and cracks that are often hidden from visual inspection. To identify these defects, various nondestructive testing methods are being used. This paper presents background to the process of friction stir welding and identifies major process parameters that affect the weld properties, the origin, and types of defects that can occur, and potential nondestructive methods for ex-situ detection and in-situ identification of these potential defects, which can then allow for corrective action to be taken. -
Drill Press Operator: Instructor's Guide
DOCUMENT RESUME 2D 109 N77 CE 004 335 AUTHOR Kagan, Alfre d; And Others TITLE -Drill Press Operator: Instructor's Guide. INSTITUTION New York State Education Dept., Albany. Bureau of Continuing Education Curriculum Development.; New York State Education Dept., Albany. Bureau of Secondary,Curriculum Development. PUB DATE 75 NOTE . 85p.; Part of SingleTool Skills Program, Machine Industries Occupations EDRS PPICE MIP-$0.76 HC-$4.43 PLUS POSTAGE DESCRIPTORS Adult Education; *Curriculum Guides; Machine Tool Operators; *Machine Tools; Metal Working Occupations; Post Secondary Education; Secondary Education; Shop Curriculum; *Trade and Industrial Education IDENTIFIERS *Drill Press Operators ABSTRACT The course is intended to kelp meet, in a relatively short time, the need for trained operators in metalworking. It can be used by students with little education or experience and is suitable far use in adult education programs and in manpower development and training progress. The course is designed' to be completed in approximately 30 weeks and can be adapted for use in secondary 'schools. On successful completion of the course the student will be qualified for an entry-level job as operator in a drill press; he will not qualify as a eachinist. The guide includes h general job content outline for the teacher to use in explaining what the operator's job includes. There are Il shop projects (comprising 19 jobs) accompanied by 32 pages of drawings for the projects. Three of the jobs introducb students to the use of metric measurement. For each job there is a job sheet providing details on performance objectives, equipment, operations, materials, references, procedure, techniques, and time required. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor