Reliability Problems of Reactor Pressure Components
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

THE BEHAVIOR OP ROCKS MD ROCK MASSES IB RELATION to MILITARY GEOLOGY by Wilmot R. Mocutohon
THE BEHAVIOR OP ROCKS MD ROCK MASSES IB RELATION TO MILITARY GEOLOGY By Wilmot R. MoCutohon ProQuest Number: 10781375 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10781375 Published by ProQuest LLC(2018). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 $EGti3 A thesis submitted to the Faculty and the Board of Trustees of the Colorado School of Hines in partial fulfillment of the requirements for the degree of Master of Mining Engineering* Signed a** Wilmot H* MeCutohen Golden, Colorado Date # 18d8 4 V Approvedi r C* W, Livingston I . Golden, Colorado Date /<£- , 1948 Abstract Following a brief introduction giving a general classification of rooks in the earth's crust which are of Interest to the military geologist, Table 1 i s presented to summarise the e ffe c t of various factors on the physical properties of rooks. Accompanying d efin ition s f a c ilit a t e the interpretation of the table and provide a reference of terms used in sub sequent discussions. The properties of elasticity and plasticity in rocks are treated in Chapter 2m Some other characteristic phenomena of importance in the study of rock strengths, such as creep, fatigue, and endurance, are also mentioned. -

General Index
General Index Italicized page numbers indicate figures and tables. Color plates are in- cussed; full listings of authors’ works as cited in this volume may be dicated as “pl.” Color plates 1– 40 are in part 1 and plates 41–80 are found in the bibliographical index. in part 2. Authors are listed only when their ideas or works are dis- Aa, Pieter van der (1659–1733), 1338 of military cartography, 971 934 –39; Genoa, 864 –65; Low Coun- Aa River, pl.61, 1523 of nautical charts, 1069, 1424 tries, 1257 Aachen, 1241 printing’s impact on, 607–8 of Dutch hamlets, 1264 Abate, Agostino, 857–58, 864 –65 role of sources in, 66 –67 ecclesiastical subdivisions in, 1090, 1091 Abbeys. See also Cartularies; Monasteries of Russian maps, 1873 of forests, 50 maps: property, 50–51; water system, 43 standards of, 7 German maps in context of, 1224, 1225 plans: juridical uses of, pl.61, 1523–24, studies of, 505–8, 1258 n.53 map consciousness in, 636, 661–62 1525; Wildmore Fen (in psalter), 43– 44 of surveys, 505–8, 708, 1435–36 maps in: cadastral (See Cadastral maps); Abbreviations, 1897, 1899 of town models, 489 central Italy, 909–15; characteristics of, Abreu, Lisuarte de, 1019 Acequia Imperial de Aragón, 507 874 –75, 880 –82; coloring of, 1499, Abruzzi River, 547, 570 Acerra, 951 1588; East-Central Europe, 1806, 1808; Absolutism, 831, 833, 835–36 Ackerman, James S., 427 n.2 England, 50 –51, 1595, 1599, 1603, See also Sovereigns and monarchs Aconcio, Jacopo (d. 1566), 1611 1615, 1629, 1720; France, 1497–1500, Abstraction Acosta, José de (1539–1600), 1235 1501; humanism linked to, 909–10; in- in bird’s-eye views, 688 Acquaviva, Andrea Matteo (d. -

Widespread Crater-Related Pitted Materials on Mars: Further Evidence for the Role of Target Volatiles During the Impact Process ⇑ Livio L
Icarus 220 (2012) 348–368 Contents lists available at SciVerse ScienceDirect Icarus journal homepage: www.elsevier.com/locate/icarus Widespread crater-related pitted materials on Mars: Further evidence for the role of target volatiles during the impact process ⇑ Livio L. Tornabene a, , Gordon R. Osinski a, Alfred S. McEwen b, Joseph M. Boyce c, Veronica J. Bray b, Christy M. Caudill b, John A. Grant d, Christopher W. Hamilton e, Sarah Mattson b, Peter J. Mouginis-Mark c a University of Western Ontario, Centre for Planetary Science and Exploration, Earth Sciences, London, ON, Canada N6A 5B7 b University of Arizona, Lunar and Planetary Lab, Tucson, AZ 85721-0092, USA c University of Hawai’i, Hawai’i Institute of Geophysics and Planetology, Ma¯noa, HI 96822, USA d Smithsonian Institution, Center for Earth and Planetary Studies, Washington, DC 20013-7012, USA e NASA Goddard Space Flight Center, Greenbelt, MD 20771, USA article info abstract Article history: Recently acquired high-resolution images of martian impact craters provide further evidence for the Received 28 August 2011 interaction between subsurface volatiles and the impact cratering process. A densely pitted crater-related Revised 29 April 2012 unit has been identified in images of 204 craters from the Mars Reconnaissance Orbiter. This sample of Accepted 9 May 2012 craters are nearly equally distributed between the two hemispheres, spanning from 53°Sto62°N latitude. Available online 24 May 2012 They range in diameter from 1 to 150 km, and are found at elevations between À5.5 to +5.2 km relative to the martian datum. The pits are polygonal to quasi-circular depressions that often occur in dense clus- Keywords: ters and range in size from 10 m to as large as 3 km. -

March 21–25, 2016
FORTY-SEVENTH LUNAR AND PLANETARY SCIENCE CONFERENCE PROGRAM OF TECHNICAL SESSIONS MARCH 21–25, 2016 The Woodlands Waterway Marriott Hotel and Convention Center The Woodlands, Texas INSTITUTIONAL SUPPORT Universities Space Research Association Lunar and Planetary Institute National Aeronautics and Space Administration CONFERENCE CO-CHAIRS Stephen Mackwell, Lunar and Planetary Institute Eileen Stansbery, NASA Johnson Space Center PROGRAM COMMITTEE CHAIRS David Draper, NASA Johnson Space Center Walter Kiefer, Lunar and Planetary Institute PROGRAM COMMITTEE P. Doug Archer, NASA Johnson Space Center Nicolas LeCorvec, Lunar and Planetary Institute Katherine Bermingham, University of Maryland Yo Matsubara, Smithsonian Institute Janice Bishop, SETI and NASA Ames Research Center Francis McCubbin, NASA Johnson Space Center Jeremy Boyce, University of California, Los Angeles Andrew Needham, Carnegie Institution of Washington Lisa Danielson, NASA Johnson Space Center Lan-Anh Nguyen, NASA Johnson Space Center Deepak Dhingra, University of Idaho Paul Niles, NASA Johnson Space Center Stephen Elardo, Carnegie Institution of Washington Dorothy Oehler, NASA Johnson Space Center Marc Fries, NASA Johnson Space Center D. Alex Patthoff, Jet Propulsion Laboratory Cyrena Goodrich, Lunar and Planetary Institute Elizabeth Rampe, Aerodyne Industries, Jacobs JETS at John Gruener, NASA Johnson Space Center NASA Johnson Space Center Justin Hagerty, U.S. Geological Survey Carol Raymond, Jet Propulsion Laboratory Lindsay Hays, Jet Propulsion Laboratory Paul Schenk, -

North Says NO to the Accord Educomp President Ron Taylor TERRACE ~ a Majority of Ing Firm
North says NO to the accord Educomp president Ron Taylor TERRACE ~ A majority of ing firm. vote 'yes', 56 per cent said it will vote 'no', 23 per cent said the said he has never seen such a northern B.C. residents will vote It sampled 658 voters between put an end to debate on the con- Charlottetown Accord will give Inside high ~ 40 per cent ~ won't vote 'no' to the proposed constitu- the Queen Charlotte Islands, east stitution. too much to Quebec. * On Page A2 you'll Another 21 per cent said their or won't answer response in his tional changes, indicates a poll to Prince George along Hwyl6 Another 23 per cent said it find more information years of polling. done for The Terrace Standard. and south to 100 Mile House. would be positive for the country vote was anti-government or anti- He said he thought hefivy 'yes' about what's happening The poll, conducted between The sample size gives a maxi- while 17 gave either no response Prime Minister Brian Mulroney. advertising would have had more h,cally with the constitu- Oct. 2 and OcL 9, found that 60 mum error of approximately plus or listed another reason. The aboriginal issue was listed of an impact on voters by now. per cent of those who said they or minus four per cent 19 times Only four per cent of 'yes' by 12 per cent of those who said tional referendum. And he pointed to the 21 per will vote, stated they will vote out of 20. -
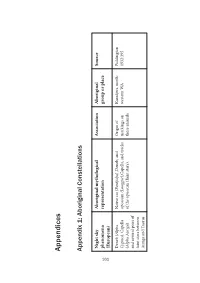
Appendices Appendix 1: Aboriginal Constellations
Appendices Appendix 1: Aboriginal Constellations Night sky Aboriginal mythological Association Aboriginal Source 161 phenomena representation group or place (European) Deneb (Alpha Native cat (Pardjidja) ,Deneb, and Origin of Karadjeri, north- Piddington Cygnus), Capella opossum (Langgur),Capella, and tracks markings on western WA 1932:395 (Alpha Auriga) of the opossum (faint stars). these animals and several pairs of faint stars between Auriga and Taurus Night Skies of Aboriginal Australia Night sky Aboriginal mythological Association Aboriginal Source phenomena representation group or place (European) Magellanic Clouds, The Magellanic Clouds are the spirits Bulian is Karadjeri, WA Piddington Canopus (Alpha of two ancestral heroes. Bagadjimbiri, associated 1930:352–54 Carinae), Sirius Canopus and Sirius represent two with seasonal (Alpha Canis women, Yerinyeri and Wolabun, who change Majoris) and two collect food together on earth but (undesignated) Yerinyeri continually teases Wolabun stars about snakes. Wolabun, in revenge, places a dead water snake in a pond 162 which scares Yeriyeri. Both women flee to the sea before going to the sky. Bulian, the great water serpent is also in the sky and his eyes are represented by stars. Sigma, Delta, These stars form Unwala, an ancestral Groote Eylandt, Mountford Rho, Zeta and Eta crab NT 1956:479 Hydrae Venus, Jupiter, Venus, a man (Barnimbida), and Strong, south- Groote Eylandt, Mountford Lambda and Jupiter, a woman (Duwardwara), have easterly winds NT 1956:481 Upsilon Scorpii two children, Lambda and Upsilon which blow Scorpii. during April Night sky Aboriginal mythological Association Aboriginal Source phenomena representation group or place (European) Small (undesig- Small stars in Lynx are scorpions, old Groote Eylandt, Mountford nated) stars in childless star-people who hunt and fish NT 1956:481 Lynx, and two large over the sky. -

Insights from Forested Catchments in South-Central Chile
Institute for Earth and Environmental Science Hydrological and erosion responses to man-made and natural disturbances – Insights from forested catchments in South-central Chile Dissertation submitted to the Faculty of Mathematics and Natural Sciences at the University of Potsdam, Germany for the degree of Doctor of Natural Sciences (Dr. rer. nat.) in Geoecology Christian Heinrich Mohr Potsdam, September 2013 This work is licensed under a Creative Commons License: Attribution - Noncommercial - Share Alike 3.0 Germany To view a copy of this license visit http://creativecommons.org/licenses/by-nc-sa/3.0/de/ Published online at the Institutional Repository of the University of Potsdam: URL http://opus.kobv.de/ubp/volltexte/2014/7014/ URN urn:nbn:de:kobv:517-opus-70146 http://nbn-resolving.de/urn:nbn:de:kobv:517-opus-70146 View from Nahuelbuta National park across the central inner valley towards the Sierra Velluda, close to the study area, Biobío region, Chile. Quien no conoce el bosque chileno, no conoce este planeta... Pablo Neruda The climate is moderate and delightful and if the country were to be cleared of forest, the warmth of ground would dissipate the moisture… The Scot Lord Thomas Cochrane commanding the Chilean navy in a letter to the Chilean independence leader Bernardo O’Higgins about the south of Chile, 1890, cited in [Bathurst, 2013] Preface When I started my PhD studies, my main intention was to contribute new knowledge about the impact of forest management practices on runoff and erosion processes. To this end, together with our Chilean colleagues, we established a network of forested catchments on the eastern slopes of the Chilean Coastal Range with water and sediment monitoring devices to quantify water and sediment fluxes associated with different forest management practices. -

Visible and Thermophysical Characteristics of the Best-Preserved Martian Craters, Part 2: Thermophysical Mapping of Resen and Noord
47th Lunar and Planetary Science Conference (2016) 2903.pdf VISIBLE AND THERMOPHYSICAL CHARACTERISTICS OF THE BEST-PRESERVED MARTIAN CRATERS, PART 2: THERMOPHYSICAL MAPPING OF RESEN AND NOORD. J. L. Piatek1, L. L. Torn- abene2, N. G. Barlow3, G. R. Osinski2,4, and S. J. Robbins5, 1Dept. of Geological Sciences, Central Connecticut State Univ., New Britain, CT ([email protected]) 2Centre for Planetary Science & Exploration (CPSX) and Dept. of Earth Sciences, Western University, London, ON, 3Dept. Physics and Astronomy, Northern Arizona Univ., Flagstaff, AZ, 4Dept. of Physics & Astronomy, Western University, London, ON, 5Southwest Research Institute, Boulder, CO. Introduction: This work is part of an ongoing continuous ejecta is not distinct in thermal images, it study to identify the characteristics associated with the may be classified into multiple units during our initial best-preserved craters on Mars. A list of the candidate mapping. Discontinuous ejecta units are defined based craters for this study were identified using criteria dis- on the appearance of thermophysically contrasted ma- cussed by [1]. Craters were prioritized by size; those of terial consistent with either ballistic emplacement of around the upper portion of simple-to-complex transi- ejecta (typically lower TI material forming secondary tion diameter (7-10 km) were selected for initial study, crater rays radial to the primary), and target material as smaller craters have less detail in lower resolution affected by airblast (typically higher TI). The inner data, while larger craters would introduce additional boundary of the discontinuous units is assumed to be complications such as variations in underlying target the continuous ejecta, while the outer boundary is the materials. -
Meeting Program
A A S MEETING PROGRAM 211TH MEETING OF THE AMERICAN ASTRONOMICAL SOCIETY WITH THE HIGH ENERGY ASTROPHYSICS DIVISION (HEAD) AND THE HISTORICAL ASTRONOMY DIVISION (HAD) 7-11 JANUARY 2008 AUSTIN, TX All scientific session will be held at the: Austin Convention Center COUNCIL .......................... 2 500 East Cesar Chavez St. Austin, TX 78701 EXHIBITS ........................... 4 FURTHER IN GRATITUDE INFORMATION ............... 6 AAS Paper Sorters SCHEDULE ....................... 7 Rachel Akeson, David Bartlett, Elizabeth Barton, SUNDAY ........................17 Joan Centrella, Jun Cui, Susana Deustua, Tapasi Ghosh, Jennifer Grier, Joe Hahn, Hugh Harris, MONDAY .......................21 Chryssa Kouveliotou, John Martin, Kevin Marvel, Kristen Menou, Brian Patten, Robert Quimby, Chris Springob, Joe Tenn, Dirk Terrell, Dave TUESDAY .......................25 Thompson, Liese van Zee, and Amy Winebarger WEDNESDAY ................77 We would like to thank the THURSDAY ................. 143 following sponsors: FRIDAY ......................... 203 Elsevier Northrop Grumman SATURDAY .................. 241 Lockheed Martin The TABASGO Foundation AUTHOR INDEX ........ 242 AAS COUNCIL J. Craig Wheeler Univ. of Texas President (6/2006-6/2008) John P. Huchra Harvard-Smithsonian, President-Elect CfA (6/2007-6/2008) Paul Vanden Bout NRAO Vice-President (6/2005-6/2008) Robert W. O’Connell Univ. of Virginia Vice-President (6/2006-6/2009) Lee W. Hartman Univ. of Michigan Vice-President (6/2007-6/2010) John Graham CIW Secretary (6/2004-6/2010) OFFICERS Hervey (Peter) STScI Treasurer Stockman (6/2005-6/2008) Timothy F. Slater Univ. of Arizona Education Officer (6/2006-6/2009) Mike A’Hearn Univ. of Maryland Pub. Board Chair (6/2005-6/2008) Kevin Marvel AAS Executive Officer (6/2006-Present) Gary J. Ferland Univ. of Kentucky (6/2007-6/2008) Suzanne Hawley Univ. -
Finalprog-Nocover.Pdf
1 Whether you are looking for something to occupy an afternoon, or for reasons to stay through the weekend after the conference, Denver has something to appeal to every preference. Denver has 300 days of sunshine a year. With a mild, dry and sunny climate, Denver has more hours of sun than Miami Beach. Remember to use your sunscreen and moisturizer! Denver’s history is colorful. The Gold Rush brought some of the wildest events in the country’s history to Denver. This fascinating period lives again in museums, old gold mining villages and elegant Victorian buildings throughout the city. Denver has the largest city park system in the nation. There are more than 200 parks within the city and 20,000 acres of parks in the nearby mountains. With 70 golf courses and 27 formal flower gardens and one of the nation’s largest urban trail systems, Denver residents and visitors have countless ways to enjoy the outdoors. Denver is a cultural city. Denver citizens contribute more public funding for the arts per capita than any other U.S. city. The Denver Performing Arts Center has nine theaters and is second only to New York’s Lincoln Center in size. Visit www.denvercenter.org to see the events scheduled during your visit. Denver loves its sports. Denver has seven professional sports teams! In addition to football, basketball, hockey, baseball and soccer, Denver has lacrosse and arena football – a dream come true for the sports fan. Denver really is exactly one mile high. By an amazing stroke of good luck, the 13th step on the State Capitol is exactly 5,280 feet above sea level. -

Volume 11, Number 1, Fall 2020
Volume 11, Number 1, Fall 2020 Pacific Asia Inquiry Multidisciplinary Perspectives Volume 11, Number 1, Fall 2020 Contents ____________________________________________________ 4 Editorial Board Members and Policies 7 Editors’ Note Sharon Māhealani Rowe and James D. Sellmann 11 Wisdom was the Warmth of my Grandmother’s Bosom Nawaʻa Napoleon 12 Wisdom is Mana! Tarisi Vunidilo 13 Jesuit Presence in the Mariana Islands: A Historiographic Overview (1668- 1769) Alexandre Coello de la Rosa 44 Using Island Wisdom to Build Our Future Mary Therese Flores Cruz 45 Agroforestry in the Climate of the Marshall Islands (Green Dashboard): An Interactive Website Harley I. Manner, Kathleen S. Friday, Maria Haws, and Lajikit Rufus 78 Inter-Species Compact is the Origin of Our Environmental Wisdom Sutej Hugu 80 Recollections of Fadang and Fanihi: The Taste and Smell of CHamoru Bygone Foods and the Challenge of Endangered Island Species Else Demeulenaere, Donald H Rubinstein, Sveta Yamin-Pasternak, Amy Lauren Lovecraft, and Stefanie M. Ickert-Bond 106 Humility and Pride Debra T. Cabrera 1 107 Using Local Early Action Planning (LEAP) to inform Climate Change Vulnerability Assessments – Guam 2019 Romina King, Marcel Higgs III, Kaylyn Bautista, and Edward Leon-Guerrero 120 Interconnectedness in a "Sea of Islands" Andrew Soh 121 The Devils of Oki-shima: A Group of Presumed Micronesian Castaways in Japan Dirk H.R. Spennemann 133 Wisdom is Aloha N. Kauʻi Baumhofer Merritt 134 Where Our Feet Fall: A Hula Journey into Knowledge Sharon Māhealani Rowe 151 Indigenous Islander’s Wisdom William Jeffery 153 Correlative Thinking in Pacific Island (Micronesian) Cultural Philosophies James D. Sellmann 176 Prioritizing Sustainable Living Carl Becker BOOK REVIEWS 178 Coral and Concrete: Remembering Kwajalein Atoll between Japan, America, and the Marshall Islands By Greg Dvorak, Reviewed by Mary L. -

Continuous Ejecta Deposits Observed Beyond Layered Ejecta Ramparts on Mars
Ninth International Conference on Mars 2019 (LPI Contrib. No. 2089) 6354.pdf CONTINUOUS EJECTA DEPOSITS OBSERVED BEYOND LAYERED EJECTA RAMPARTS ON MARS. L. L. Tornabene1, J. L. Piatek2, N. G. Barlow3, J. Boyce4, R. Sopocco1, R. Capitan1, A. S. McEwen5, G. R. Osinski1, S. J. Robbins6, W. Watters7, 1Centre for Planetary Science and Exploration and Dept. of Earth Sci- ences, University of Western Ontario, 1151 Richmond Street, London, ON N6A 5B, ([email protected]), 2Dept. of Geological Sciences, Central Connecticut State Univ., New Britain, CT, 3Dept. Physics and Astronomy, Northern Arizona Univ., Flagstaff, AZ, 4 Hawaii Institute of Geophysics and Planetology, University of Hawai'i, Honolulu, HI, 5LPL, University of Arizona, Tucson, AZ, 6Southwest Research Institute, Boulder, CO, 7Dept. Astronomy, Whitin Observatory, Wellesley College, Wellesley, MA. Introduction: Continuous ejecta deposits on inations of these craters are actively underway, Mars are generally divided into two main morpholog- inlcuding initial measurements of the extent of their ic types: “radial” and “layered”. While radial ejecta “Beyond-Rampart Continuous Ejecta” (BRaCE) faci- represents the most common morphologic type on the es, which is forthcoming. Moon and Mercury [1], layered ejecta is the dominant Beyond-Rampart Continuous EjectA (BRaCE) morphology for well-preserved craters on Mars facies: HiRISE observations show abundant flows (>90% for craters ≥ 5 km in diameter) [2,3]. Volatile emanating from what are interpreted to be volatile- or ice content within (or on) the target [e.g., 4], and/or rich impact melt-bearing deposits that lie atop well- effects from interactions between the ejection process preserved layered ejecta (LE) blankets [14; see Fig.