Stirring in the Steelmaking Processes*
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Effects of Varied Process Parameters on Froth Flotation Efficiency: a Case Study of Itakpe Iron Ore
Nigerian Journal of Technology (NIJOTECH) Vol. 39, No. 3, July 2020, pp. 807 – 815 Copyright© Faculty of Engineering, University of Nigeria, Nsukka, Print ISSN: 0331-8443, Electronic ISSN: 2467-8821 www.nijotech.com http://dx.doi.org/10.4314/njt.v39i3.21 EFFECTS OF VARIED PROCESS PARAMETERS ON FROTH FLOTATION EFFICIENCY: A CASE STUDY OF ITAKPE IRON ORE S. Akande1, E. O. Ajaka2, O. O. Alabi3 and T. A. Olatunji4,* 1, 2, DEPARTMENT OF MINING ENGINEERING, FEDERAL UNIV. OF TECHNOLOGY, AKURE, ONDO STATE, NIGERIA 3, 4, DEPT. OF MET. & MATERIALS ENGINEERING, FEDERAL UNIV. OF TECHNOLOGY, AKURE, ONDO STATE, NIGERIA Email addresses: 1 [email protected], 2 [email protected], 3 [email protected], 4 [email protected] ABSTRACT The dire need for Itakpe iron ore concentrates of appreciable iron content meets for smelting operation necessitated this study. Core samples of the iron ore sourced from Itakpe, Kogi State, Nigeria were prepared for petrological analysis followed by chemical and particle size analyses. Froth flotation was done using different collectors at varying particle sizes and pH values. Characterization studies carried out revealed that Itakpe iron ore is a lean ore assaying 36.18% Fe2O3 and contains predominantly quartz, sillimanite, and haematite. Its liberation size lies favourably at 75 µm. Processing the ore by froth flotation yielded appreciable enrichment. Optimal recovery (~92%) was achieved using potassium amyl xanthate (PAX) at pH 11 for fine feed sizes (<125 µm) yielding iron concentrate assaying 67.66% Fe2O3. Thus, processing at this set-of- conditions is recommended for the industrial production of more enriched Itakpe iron ore concentrates. -

National Register of Historic Places Multiple Property
NFS Form 10-900-b 0MB No. 1024-0018 (Jan. 1987) United States Department of the Interior National Park Service National Register of Historic Places Multipler Propertyr ' Documentation Form NATIONAL This form is for use in documenting multiple property groups relating to one or several historic contexts. See instructions in Guidelines for Completing National Register Forms (National Register Bulletin 16). Complete each item by marking "x" in the appropriate box or by entering the requested information. For additional space use continuation sheets (Form 10-900-a). Type all entries. A. Name of Multiple Property Listing ____Iron and Steel Resources of Pennsylvania, 1716-1945_______________ B. Associated Historic Contexts_____________________________ ~ ___Pennsylvania Iron and Steel Industry. 1716-1945_________________ C. Geographical Data Commonwealth of Pennsylvania continuation sheet D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, J hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requiremerytS\set forth iri36JCFR PafrfsBOfcyid the Secretary of the Interior's Standards for Planning and Evaluation. Signature of certifying official Date / Brent D. Glass Pennsylvania Historical & Museum Commission State or Federal agency and bureau I, hereby, certify that this multiple -

Principles of Extractive Metallurgy Lectures Note
PRINCIPLES OF EXTRACTIVE METALLURGY B.TECH, 3RD SEMESTER LECTURES NOTE BY SAGAR NAYAK DR. KALI CHARAN SABAT DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING PARALA MAHARAJA ENGINEERING COLLEGE, BERHAMPUR DISCLAIMER This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the author for their respective teaching assignments as an additional tool for the teaching-learning process. Various sources as mentioned at the reference of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective author or institutions. Further, this document is not intended to be used for commercial purpose and the faculty is not accountable for any issues, legal or otherwise, arising out of use of this document. The committee faculty members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. BPUT SYLLABUS PRINCIPLES OF EXTRACTIVE METALLURGY (3-1-0) MODULE I (14 HOURS) Unit processes in Pyro metallurgy: Calcination and roasting, sintering, smelting, converting, reduction, smelting-reduction, Metallothermic and hydrogen reduction; distillation and other physical and chemical refining methods: Fire refining, Zone refining, Liquation and Cupellation. Small problems related to pyro metallurgy. MODULE II (14 HOURS) Unit processes in Hydrometallurgy: Leaching practice: In situ leaching, Dump and heap leaching, Percolation leaching, Agitation leaching, Purification of leach liquor, Kinetics of Leaching; Bio- leaching: Recovery of metals from Leach liquor by Solvent Extraction, Ion exchange , Precipitation and Cementation process. -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -
Choosing & Using a Milling Machine
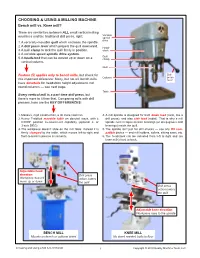
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Global Technology Roadmap for CCS in Industry Steel Sectoral Report
Global Technology Roadmap for CCS in Industry Steel Sectoral Report JP. Birat, ArcelorMittal Global R and D, Maizières-lès-Metz, France Steel sectoral report Contribution to the UNIDO roadmap on CCS1 - fifth draft JP. Birat, ArcelorMittal Global R and D, Maizières-lès-Metz, France Abstract What is the status of CCS today in the Steel sector as a tool for mitigation CO2 emis- sions? How mature is CCS as a solution against other approaches? What is the level of emissions to be handled, today and in the temporality of climate Change, i.e. 2050 at least? Are there gaps in the technology and barriers to its implementation in the sector? Does the level of development of a country have any incidence on the issue? These are the main questions tackled in this sectoral report for Steel. Today, CCS has not quite reached the level of being a technology in the Steel sector, as it is still a concept that needs to be fleshed out and validated at a credible scale. Open questions are related to the kind of capture that can be applied in the sector as the players speak of CCS in roadmaps but are still working out how this general con- cept can be turned into a practical technology. The main trend is to develop a sector- specific concept called "in-process" capture that can be applied to the mainstream process routes (blast furnace or direct reduction, for example) with the expected benefit of improving energy needs and productivity of equipment compared to the benchmark best practice of today. -

Download Here
Decarbonisation of steel production by electrification Bruxelles, 2019 December 4th Decarbonisation of steel production by electrification • Steel production • 1 808 Mt of crude steel. • 71% primary steel. • 2 167 Mt of iron ore. • Fe = 18 x Al, in tonnage. • Fe = 84 x Cu, in tonnage. • Iron ore: second raw material transported by shipping. WorldSteel statistics, USGS Page 2 © ArcelorMittal 2019 - All rights reserved for all countries 2019_12_04 Cannot be disclosed, used, or reproduced without prior written specific authorization by ArcelorMittal SET Plan Action 6, Bruxelles CONFIDENTIAL - Privileged Information - ArcelorMittal proprietary information Decarbonisation of steel production by electrification • Steel use 10 t/capita Nobuhiko TakamaTsu, Kimitoshi Yonezawa, Hironori ueno, Wakana Tamaki and Seiichi HaYasHi D. Müller et al. Patterns of Iron Use in Societal Evolution (2011) Tetsu-to-Hagané Vol. 100 (2014) No. 6 Page 3 © ArcelorMittal 2019 - All rights reserved for all countries 2019_12_04 Cannot be disclosed, used, or reproduced without prior written specific authorization by ArcelorMittal SET Plan Action 6, Bruxelles CONFIDENTIAL - Privileged Information - ArcelorMittal proprietary information Decarbonisation of steel production by electrification • CO2 emissions Use of reducing agents in the blast furnace in Germany ~600 kgCarbon 20 GJ or 5.5 MWh per tSteel 2 tCO2 WorldSteel A Steel Roadmap for a Low Carbon Europe Eurofer (2013) The steel industry generates between 7 and 9% of direct emissions from the global use of fossil fuel. Page 4 © ArcelorMittal 2019 - All rights reserved for all countries 2019_12_04 Cannot be disclosed, used, or reproduced without prior written specific authorization by ArcelorMittal SET Plan Action 6, Bruxelles CONFIDENTIAL - Privileged Information - ArcelorMittal proprietary information Decarbonisation of steel production by electrification • Climate neutral Europe by 2050 ‒ The goal is to reach net-zero emissions by 2050. -
THE NEW KEENE ROCK CRUSHERS ROLLER MILL Produc T Report
THE NEW KEENE Produc t ROCK CRUSHERS Report AND COMBINATION By AU Testing Laboratories ROLLER MILL Base Mount Trailer Mounted Electric Driven dered a competitive price on the mar- testing site because it contained an Keene Engineering has brought into ket today. THE COST IS LESS THAN abundance of fractured quartz rock view, a new ROCK CRUSHER that HALF. containing gold and silver. The rock has brought the mining industry to its When AU Testing Laboratories was also extremely harder than com- feet. A new combination rock crusher first agreed to make an evaluation on mon type ore of this nature and and roller mill that has the capacity of this product, we were needless to say should provide a good test for any crushing a four by six rock into "ultra skeptical about the manufacturer's type crushing equipment. fine powder," in one single, quick and claims, but were again impressed Although the unit weighed over efficient operation. They have com- with the performance of this beauty. 700 pounds it was surprisingly easy bined two separate processes of rock We learned that Keene had been in to tote around. We moved many crushing into a single machine. the process of engineering and test- times to different locations on the The first stage is a jaw crusher ing this unit for over 10 years and this mine site with relative ease. We that crushes aggregate to one quarter unit has evolved from some twenty understood that this machine could of an inch, that can be adjustable to previous prototypes. be provided on either a permanent larger or smaller size and the second We loaded the unit with its base or trailer mounted. -

A Study on Reduction of Copper Smelting Slag by Carbon for Recycling Into Metal Values and Cement Raw Material
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 17 January 2020 doi:10.20944/preprints202001.0177.v1 Peer-reviewed version available at Sustainability 2020, 12, 1421; doi:10.3390/su12041421 Article A Study on Reduction of Copper Smelting Slag by Carbon for Recycling into Metal Values and Cement Raw Material Urtnasan Erdenebold and Jei-Pil Wang* Department of Metallurgical Engineering, School of Engineering, Pukyong National University, Busan 608- 739, Korea * Correspondence: [email protected]; Tel,: +82-51-629-6341 Abstract: Copper smelting slag is a solution of molten oxides created during the copper smelting and refining process, and about 1.5 million tons of copper slag is generated annually in Korea. Oxides in copper smelting slag include ferrous (FeO), ferric oxide (Fe2O3), silica (SiO2 from flux), alumina (AI2O3), calcia (CaO) and magnesia (MgO). Main oxides in copper slag, which iron oxide and silica, exist in the form of fayalite (2FeO·SiO2). Since the copper smelting slag contains high content of iron, and copper and zinc. Common applications of copper smelting slag are the value added products such as abrasive tools, roofing granules, road-base construction, railroad ballast, fine aggregate in concrete, etc., as well as the some studies have attempted to recover metal values from copper slag. This research was intended to recovery Fe-Cu alloy, raw material of zinc and produce reformed slag like a blast furnace slag for blast furnace slag cement from copper slag. As a results, it was confirmed that reduction smelting by carbon at temperatures above 1400°С is possible to recover pig iron containing copper from copper smelting slag, and CaO additives in the reduction smelting assist to reduce iron oxide in the fayalite and change the chemical and mineralogical composition of the slag. -

Nickel Laterite Smelting Processes and Some Examples of Recent Possible Modifications to the Conventional Route
metals Review Nickel Laterite Smelting Processes and Some Examples of Recent Possible Modifications to the Conventional Route Ender Keskinkilic Department of Metallurgical and Materials Engineering, Atilim University, 06830 Ankara, Turkey; [email protected]; Tel.: +90-533-302-9510 Received: 16 July 2019; Accepted: 1 September 2019; Published: 3 September 2019 Abstract: The treatment of laterites has been a research hotspot in extractive metallurgy over the past decades. Industrially, the pyrometallurgical treatment of laterites is mostly accomplished with a well-established method, namely, the rotary kiln–electric arc furnace (RKEF) process, which includes three main operations—calcination, prereduction, and smelting—followed by further refining for the removal of impurities from the raw ferro-nickel. As indicated in many studies of the RKEF process, the major downside of this method is its high energy consumption. Efforts have been made to lower this consumption. Furthermore, several new processes have been proposed. Among these, low-grade ferro-nickel production is regarded as the most widely and industrially used process after traditional RKEF operation. Although not widespread, other alternative processes of industrial scale have been generated since the start of the millennium. Recently, certain innovative processes have been tested either in the laboratory or at pilot-scale. In this paper, a literature review related to the smelting of laterites is made, and an emphasis on new processes and some examples of new developments in the RKEF process are presented. Keywords: laterite; smelting; RKEF process; low-grade ferro-nickel 1. Introduction According to a review published by Diaz et al., oxide-type nickel ores accounted for 64% of land-based nickel ores, but more than 60% of nickel production was based on the matte smelting of sulfide ores in 1988 [1]. -

Integral Management of Arsenical Sludge, Treatment and Recovery of By-Products of Acid Waters from Smelter Plants
MILAF: INTEGRAL MANAGEMENT OF ARSENICAL SLUDGE, TREATMENT AND RECOVERY OF BY-PRODUCTS OF ACID WATERS FROM SMELTER PLANTS ULRIKE BROSCHEK, CECILIA VIDAL, LUIS BRAVO and GILDA ZUÑIGA Environmental Program, Fundación Chile Parque Antonio Rabat Sur 6165, Vitacura, Santiago, Chile; E-mail: [email protected] ABSTRACT Currently, the copper mining industry produces high amounts of sulfuric acid with low purity and high concentrations of arsenic and other metals. Most of these acid waters are neutralized in the copper smelting plants by using lime to raise the pH from 1 to 12 generating high amounts of arsenical sludge that has to be disposed on safety landfills because of its high toxicity. This has forced the mining companies to pay large sums of money for the disposal of significant volume of solid waste. Each copper smelting plant produces in average during this specific process more than 18,000 tons of arsenical sludge yearly, spending on the treatment and disposal stage more than US 2.8 million dollars per year where a 70 % of this cost corresponds to the disposal costs of the solid waste [1,2,3]. Different technologies for treating these acid wastewaters have been developed and patented worldwide. However, these treatments have focused on obtaining the separation of the arsenic from the effluent through physical-chemical precipitation using different basic components and cations that reacts with the contaminants and then precipitates in the solution [4]. These technologies have not been able to solve the problem because they are expensive, complex, not always efficient and still generates high amounts of arsenical sludge requiring high disposal costs; hence, mining companies have not implement them. -

Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling
minerals Article Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling Ngonidzashe Chimwani 1,* and Murray M. Bwalya 2 1 Institute of the Development of Energy for African Sustainability (IDEAS), Florida Campus, University of South Africa (UNISA), Private Bag X6, Johannesburg 1710, South Africa 2 School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Johannesburg 2050, South Africa; [email protected] * Correspondence: [email protected]; Tel.: +27-731838174 Abstract: A number of experiments were conducted on a laboratory batch impact crusher to investi- gate the effects of particle size and impeller speed on grinding rate and product size distribution. The experiments involved feeding a fixed mass of particles through a funnel into the crusher up to four times, and monitoring the grinding achieved with each pass. The duration of each pass was approximately 20 s; thus, this amounted to a total time of 1 min and 20 s of grinding for four passes. The population balance model (PBM) was then used to describe the breakage process, and its effectiveness as a tool for describing the breakage process in the vertical impact crusher is assessed. It was observed that low impeller speeds require longer crushing time to break the particles significantly whilst for higher speeds, longer crushing time is not desirable as grinding rate sharply decreases as the crushing time increases, hence the process becomes inefficient. Results also showed that larger particle sizes require shorter breakage time whilst smaller feed particles require longer breakage time. Keywords: impact crusher; comminution; milling parameters; population balance mode Citation: Chimwani, N.; Bwalya, M.M.