A Comprehensive Review on Infrared Heating Applications in Food Processing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Radiant Heating with Infrared
W A T L O W RADIANT HEATING WITH INFRARED A TECHNICAL GUIDE TO UNDERSTANDING AND APPLYING INFRARED HEATERS Bleed Contents Topic Page The Advantages of Radiant Heat . 1 The Theory of Radiant Heat Transfer . 2 Problem Solving . 14 Controlling Radiant Heaters . 25 Tips On Oven Design . 29 Watlow RAYMAX® Heater Specifications . 34 The purpose of this technical guide is to assist customers in their oven design process, not to put Watlow in the position of designing (and guaranteeing) radiant ovens. The final responsibility for an oven design must remain with the equipment builder. This technical guide will provide you with an understanding of infrared radiant heating theory and application principles. It also contains examples and formulas used in determining specifications for a radiant heating application. To further understand electric heating principles, thermal system dynamics, infrared temperature sensing, temperature control and power control, the following information is also available from Watlow: • Watlow Product Catalog • Watlow Application Guide • Watlow Infrared Technical Guide to Understanding and Applying Infrared Temperature Sensors • Infrared Technical Letter #5-Emissivity Table • Radiant Technical Letter #11-Energy Uniformity of a Radiant Panel © Watlow Electric Manufacturing Company, 1997 The Advantages of Radiant Heat Electric radiant heat has many benefits over the alternative heating methods of conduction and convection: • Non-Contact Heating Radiant heaters have the ability to heat a product without physically contacting it. This can be advantageous when the product must be heated while in motion or when physical contact would contaminate or mar the product’s surface finish. • Fast Response Low thermal inertia of an infrared radiation heating system eliminates the need for long pre-heat cycles. -

Understanding Infrared Light
TEACHER/PARENT ACTIVITY MANUAL Joint Polar Satellite System Understanding Infrared Light This activity educates students about the electromagnetic spectrum, or different forms of light detected by Earth observing satellites. The Joint Polar Satellite System (JPSS), a collaborative effort between NOAA and NASA, detects various wavelengths of the electromagnetic spectrum including infrared light to measure the temperature of Earth’s surface, oceans, and atmosphere. The data from these measurements provide the nation with accurate weather forecasts, hurricane warnings, wildfire locations, and much more! Provided is a list of materials that can be purchased to complete several learning activities, including simulating infrared light by constructing homemade infrared goggles. Learning Objectives Next Generation Science Standards (Grades 5–8) Performance Disciplinary Description Expectation Core Ideas 4-PS4-1 PS4.A: • Waves, which are regular patterns of motion, can be made in water Waves and Their Wave Properties by disturbing the surface. When waves move across the surface of Applications in deep water, the water goes up and down in place; there is no net Technologies for motion in the direction of the wave except when the water meets a Information Transfer beach. (Note: This grade band endpoint was moved from K–2.) • Waves of the same type can differ in amplitude (height of the wave) and wavelength (spacing between wave peaks). 4-PS4-2 PS4.B: An object can be seen when light reflected from its surface enters the Waves and Their Electromagnetic eyes. Applications in Radiation Technologies for Information Transfer 4-PS3-2 PS3.B: Light also transfers energy from place to place. -

Far Infrared Radiation (FIR): Its Biological Effects and Medical Applications
DOI 10.1515/plm-2012-0034 Photon Lasers Med 2012; 1(4): 255–266 Review Fatma Vatansever and Michael R. Hamblin * Far infrared radiation (FIR): Its biological effects and medical applications Ferne Infrarotstrahlung: Biologische Effekte und medizinische Anwendungen Abstract am menschlichen K ö rper entwickelt werden. Spezielle Lampen und Saunas, die reine FIR-Strahlung (ohne Anteile von Nahinfrarot- und Mittelinfrarotstrahlung) Far infrared (FIR) radiation ( λ = 3 – 100 μ m) is a subdivision liefern, sind immer sicherer und effektiver geworden und of the electromagnetic spectrum that has been investi- werden verbreitet f ü r therapeutische Zwecke genutzt. gated for biological effects. The goal of this review is to Fasern, die mit FIR-emittierenden Keramik-Nanopartikeln cover the use of a further sub-division (3 – 12 μ m) of this impr ä gniert und zu Stoffen weiterverarbeitet werden, waveband, that has been observed in both in vitro and finden Verwendung als Kleidung oder Verbandsstoffe, die in vivo studies, to stimulate cells and tissue, and is consid- aufgrund der generierten FIR-Strahlung gesundheitliche ered a promising treatment modality for certain medical Vorteile bewirken k ö nnen. conditions. Technological advances have provided new techniques for delivering FIR radiation to the human body. Schl ü sselw ö rter: Ferne Infrarotstrahlung (FIR); Strah- Specialty lamps and saunas, delivering pure FIR radiation lungsw ärme; Schwarzk ö rperstrahlung; biogenetische (eliminating completely the near and mid infrared bands), Strahlen; FIR-emittierende Keramiken und Fasern; have became safe, effective, and widely used sources to Infrarotsauna. generate therapeutic effects. Fibers impregnated with FIR emitting ceramic nanoparticles and woven into fabrics, are being used as garments and wraps to generate FIR *Corresponding author: Michael R. -

Far Infrared Radiation Exposure
INTERNATIONAL COMMISSION ON NON‐IONIZING RADIATION PROTECTION ICNIRP STATEMENT ON FAR INFRARED RADIATION EXPOSURE PUBLISHED IN: HEALTH PHYSICS 91(6):630‐645; 2006 ICNIRP PUBLICATION – 2006 ICNIRP Statement ICNIRP STATEMENT ON FAR INFRARED RADIATION EXPOSURE The International Commission on Non-Ionizing Radiation Protection* INTRODUCTION the health hazards associated with these hot environ- ments. Heat strain and discomfort (thermal pain) nor- THE INTERNATIONAL Commission on Non Ionizing Radia- mally limit skin exposure to infrared radiation levels tion Protection (ICNIRP) currently provides guidelines below the threshold for skin-thermal injury, and this is to limit human exposure to intense, broadband infrared particularly true for sources that emit largely IR-C. radiation (ICNIRP 1997). The guidelines that pertained Furthermore, limits for lengthy infrared exposures would to infrared radiation (IR) were developed initially with an have to consider ambient temperatures. For example, an aim to provide guidance for protecting against hazards infrared irradiance of 1 kW mϪ2 (100 mW cmϪ2)atan from high-intensity artificial sources and to protect work- ambient temperature of 5°C can be comfortably warm- ers in hot industries. Detailed guidance for exposure to ing, but at an ambient temperature of 30°C this irradiance longer far-infrared wavelengths (referred to as IR-C would be painful and produce severe heat strain. There- radiation) was not provided because the energy at longer fore, ICNIRP provided guidelines to limit skin exposure wavelengths from most lamps and industrial infrared to pulsed sources and very brief exposures where thermal sources of concern actually contribute only a small injury could take place faster than the pain response time fraction of the total radiant heat energy and did not and where environmental temperature and the irradiated require measurement. -

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -

Undersea Warfare
THE EMERGING ERA IN UNDERSEA WARFARE BRYAN CLARK www.csbaonline.org 1 The Emerging Era in Undersea Warfare Introduction U.S. defense strategy depends in large part on America’s advantage in undersea warfare. Quiet submarines are one of the U.S. military’s most viable means of gathering intelligence and pro- jecting power in the face of mounting anti-access/area-denial (A2/AD) threats being fielded by a growing number of countries. As a result, undersea warfare is an important, if not essential, element of current and future U.S. operational plans. America’s rivals worry in particular about the access submarines provide for U.S. power-projection operations, which can help offset an enemy’s numerical or geographic advantages.1 Broadly speaking, undersea warfare is the employment of submarines and other undersea sys- tems in military operations within and from the underwater domain. These missions may be both offensive and defensive and include surveillance, insertion of Special Forces, and destroy- ing or neutralizing enemy military forces and undersea infrastructure. America’s superiority in undersea warfare is the product of decades of research and develop- ment (R&D), a sophisticated defense industrial base, operational experience, and high-fidelity training. This superiority, however, is far from assured. U.S. submarines are the world’s qui- etest, but new detection techniques are emerging that do not rely on the noise a submarine makes, and that may render traditional manned submarine operations far riskier in the future. America’s competitors are likely pursuing these technologies while also expanding their own undersea forces. -

The Space Infrared Interferometric Telescope (SPIRIT): High- Resolution Imaging and Spectroscopy in the Far-Infrared
Leisawitz, D. et al., J. Adv. Space Res., in press (2007), doi:10.1016/j.asr.2007.05.081 The Space Infrared Interferometric Telescope (SPIRIT): High- resolution imaging and spectroscopy in the far-infrared David Leisawitza, Charles Bakera, Amy Bargerb, Dominic Benforda, Andrew Blainc, Rob Boylea, Richard Brodericka, Jason Budinoffa, John Carpenterc, Richard Caverlya, Phil Chena, Steve Cooleya, Christine Cottinghamd, Julie Crookea, Dave DiPietroa, Mike DiPirroa, Michael Femianoa, Art Ferrera, Jacqueline Fischere, Jonathan P. Gardnera, Lou Hallocka, Kenny Harrisa, Kate Hartmana, Martin Harwitf, Lynne Hillenbrandc, Tupper Hydea, Drew Jonesa, Jim Kellogga, Alan Koguta, Marc Kuchnera, Bill Lawsona, Javier Lechaa, Maria Lechaa, Amy Mainzerg, Jim Manniona, Anthony Martinoa, Paul Masona, John Mathera, Gibran McDonalda, Rick Millsa, Lee Mundyh, Stan Ollendorfa, Joe Pellicciottia, Dave Quinna, Kirk Rheea, Stephen Rineharta, Tim Sauerwinea, Robert Silverberga, Terry Smitha, Gordon Staceyf, H. Philip Stahli, Johannes Staguhn j, Steve Tompkinsa, June Tveekrema, Sheila Walla, and Mark Wilsona a NASA’s Goddard Space Flight Center, Greenbelt, MD b Department of Astronomy, University of Wisconsin, Madison, Wisconsin, USA c California Institute of Technology, Pasadena, CA, USA d Lockheed Martin Technical Operations, Bethesda, Maryland, USA e Naval Research Laboratory, Washington, DC, USA f Department of Astronomy, Cornell University, Ithaca, USA g Jet Propulsion Laboratory, California Institute of Technology, Pasadena, CA h Astronomy Department, University of Maryland, College Park, Maryland, USA i NASA’s Marshall Space Flight Center, Huntsville, Alabama, USA j SSAI, Lanham, Maryland, USA ABSTRACT We report results of a recently-completed pre-Formulation Phase study of SPIRIT, a candidate NASA Origins Probe mission. SPIRIT is a spatial and spectral interferometer with an operating wavelength range 25 - 400 µm. -

Mica and Mineral Insulated Band Heaters
Mica and Mineral Insulated Band Heaters Mica and Mineral Insulated Band Heaters Mica & Mineral Insulated Band Heaters from National Plastic Heater are available in various sizes, voltages, wattage's, and constructions to suit every application. The Mica Insulated Band Heater is used for temperatures to 900ºF. The Mineral Insulated Band Heaters is used for temperatures to 1400ºF. The Mica and Mineral Band Heater can be internally or externally heated, full or split case for easy removal or installed and supplied with various types of leads as shown below. Mica & Mineral Insulated Band Heater Features: Sheath temperatures to 1400ºF (760ºC) mineral insulated • Split case design for easy removal and installation • Nichrome ribbon resistance wire precision wound • Mica/mineral insulation thin construction for quick heat transfer • Contamination resistant closed ended heater construction • Superior heat transfer due to minimum spacing between wire and sheath • Single set of leads possible on split case heaters Mica & Mineral Band Heater Specifications Design Capabilities: Dimensions. Minimum Inner Diameter 0.750" Maximum Diameter Consult NPH Maximum width 2 X diameter Consult NPH Voltage. 12 volts to 600 Volts AC/DC 1 or 3 Phase Watt Densities. Maximum to 100 watts/in Mineral Insulated Maximum Current. .30 Amps Post Terminals 8.5 Amps per Pair Options. Holes along the heater at required location Cutouts or slots of various dimensions Partial Coverage for sectional heating Larger Gaps at clamping end for sensors etc. Ground Wire or Lug for safety 2 Piece Split Case or Hinged construction European Plug / Terminal Box Internal Thermocouple. Available J, K Thermocouple Location. .Sheath To Order a Mica & Mineral Band Heater Please Provide: Watts, Volts, Inner Diameter, Width, Lead Length, Type of leads, Options. -

Historical Introduction Summarized History of Air Heating and Sheathed Heating Elements
Jacques Jumeau English version History of technologies linked to heating. Chapter 5 Historical introduction Summarized history of air heating and sheathed heating elements Copyright: Jacques Jumeau 1st edition 2015/11/26 Copy is allowed, provided you cite the origin: Ultimheat Museum 1 Update 2019/02/20 Historical introduction Summarized history of air heating and sheathed heating elements The invention of sheathed heating elements comprising a metal tube swaged around a coiled heating wire, and which is insulated by compressed magnesia, was an essential step of the electrothermics development. Thanks to their mechanical strength, impermeability and resistance to corrosion, these are the most professional heating technical solutions. The appearance of these heating elements, now universally used, was the result of a combination of different advanced techniques of the early 20th Century. Over the last two decades of the 19th Century, the emergence of electric heating had revealed the need to find reliable solutions for converting electricity into heat. The first electrical heaters were platinum wires (inherited laboratory equipment), nickel silver or even iron. Research carried on resistive elements with greater resistivity and good temperature resistance. On October 12, 1878, St. George Lane Fox-Pitt filed patent in England 4043, in which he developed the use of electricity for lighting and heating. This patent, based on the use of platinum filaments, was not followed for heating but it was the basis for the development of electric bulbs. In 1884, French Henri Marbeau, a pioneer in the manufacture of Nickel in New Caledonia and France, founded the company "Le Ferro-Nickel'' in Lizy sur Ourcq". -

Modeling Infrared and Combination Infrared-Microwave Heating of Foods in an Oven
MODELING INFRARED AND COMBINATION INFRARED-MICROWAVE HEATING OF FOODS IN AN OVEN A Dissertation Presented to the Faculty of the Graduate School of Cornell University in Partial Ful¯llment of the Requirements for the Degree of Doctor of Philosophy by Marialuci Frangipani Almeida January 2005 °c Marialuci Frangipani Almeida 2005 ALL RIGHTS RESERVED MODELING INFRARED AND COMBINATION INFRARED-MICROWAVE HEATING OF FOODS IN AN OVEN Marialuci Frangipani Almeida, Ph.D. Cornell University 2005 A quantitative, model-based understanding of heat exchange in infrared and com- bined infrared-microwave heating of food inside an oven is developed. The research is divided into three parts: measurement of optical properties, radiative heat transfer analysis and combined microwave-radiative heat transfer analysis. Optical proper- ties of reflectance, absorptance and transmittance in a potato tissue are measured as a function of wavelength, using a spectroradiometer. Penetration of energy is higher for halogen lamps that emit in the near- and mid-infrared range, compared to ceramic rods that emit mostly in the far infrared range. Reflectance in the near infrared range increases with moisture content of the food, thus decreasing the en- ergy coupled. Surface structure has signi¯cant influence on the optical properties. A 3-D radiative heat exchange model of an oven-food system is developed using a commercial ¯nite-element package. The air in the oven is assumed transparent to the radiation. Heat conduction is assumed in the entire oven (food and air) for the short duration. The wavelength dependence of emissivity (non-gray surface) is found to signi¯cantly a®ect the surface radiative flux and the use of a non-gray model is recommended for such materials, although simpli¯cation of the emissiv- ity variation is required to keep the computation time reasonable. -

Resistance Heating Alloy Nichrome 80 ( UNS N06003)
Resistance Heating Alloy Nichrome 80 ( UNS N06003) Durable Nichrome 80 resistance alloy is a traditional heating material for the industrial applications. It heats up quickly upon the passage of electricity. High service temperature up to 1200oC. Great oxidation and corrosion resistance at the elevated temperatures. It is commonly used in heating wires, coils, hair dryers, ovens, atomizers, metal sheath tubular elements and precision heating applications. Nichrome Ni80Cr20 has lower high resistance per foot. It offers more increment in resistance per foot with increasing temperature. Chemical Composition Nickel (Ni) 80 % Chromium (Cr) 20 % Physical Properties Density 8.31 g/cm3 or 0.303 lb/in3 Electrical resistivity 108 microhm • cm at 20oC 650 ohm. Circ. Mil/ft at 20oC Highest service temperature 1200oC or 2190oF Melting temperature 1400oC or 2550oF Coefficient of thermal expansion 12.5 micro-m per m oC from 20oC to 100oC Nichrome 80 Electric resistivity data AWG size Diameter (inch) Resistance (ohms/ft) lb / 1000 ft Ft per lb 8 0.129 inch 0.039 ohms/ft 47.23 lb / 1000 ft 22 Ft per lb 9 0.114 inch 0.050 ohms/ft 37.44 lb / 1000 ft 26 Ft per lb 10 0.102 inch 0.063 ohms/ft 29.71 lb / 1000 ft 33 Ft per lb 11 0.091 inch 0.080 ohms/ft 23.53 lb / 1000 ft 44 Ft per lb 12 0.081 inch 0.099 ohms/ft 18.72 lb / 1000 ft 55 Ft per lb 13 0.072 inch 0.125 ohms/ft 14.83 lb / 1000 ft 66 Ft per lb 14 0.064 inch 0.160 ohms/ft 11.75 lb / 1000 ft 86 Ft per lb 15 0.057 inch 0.200 ohms/ft 9.33 lb / 1000 ft 108 Ft per lb 16 0.051 inch 0.252 ohms/ft 7.4 lb / 1000 ft 135 Ft per lb 17 0.045 inch 0.317 ohms/ft 5.9 lb / 1000 ft 171 Ft per lb 18 0.040 inch 0.400 ohms/ft 4.65 lb / 1000 ft 214 Ft per lb 19 0.036 inch 0.504 ohms/ft 3.69 lb / 1000 ft 271 Ft per lb Heanjia Super-Metals Co., Ltd, Call- 12068907337. -
Infrared Photography
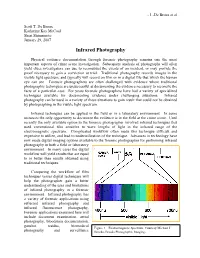
- 1 -De Broux et al Scott T. De Broux Katherine Kay McCaul Sheri Shimamoto January 29, 2007 Infrared Photography Physical evidence documentation through forensic photography remains one the most important aspects of crime scene investigation. Subsequent analysis of photographs will often yield clues investigators can use to reconstruct the events of an incident, or may provide the proof necessary to gain a conviction at trial. Traditional photography records images in the visible light spectrum, and typically will record on film or in a digital file that which the human eye can see. Forensic photographers are often challenged with evidence where traditional photographic techniques are unsuccessful at documenting the evidence necessary to reconcile the facts of a particular case. For years forensic photographers have had a variety of specialized techniques available for documenting evidence under challenging situations. Infrared photography can be used in a variety of these situations to gain result that could not be obtained by photographing in the visible light spectrum. Infrared techniques can be applied in the field or in a laboratory environment. In some instances the only opportunity to document the evidence is in the field at the crime scene. Until recently the only available option to the forensic photographer involved infrared techniques that used conventional film sensitive to wave lengths of light in the infrared range of the electromagnetic spectrum. Complicated workflow often made this technique difficult and expensive to utilize, and lead to underutilization of the technique. Advances in technology have now made digital imaging options available to the forensic photographer for performing infrared photography in both a field or laboratory environment.